
浅谈DVD—R光盘生产线控制系统的设计
2018-01-30 12:11张子翌
电子技术与软件工程 2017年15期
张子翌

摘要:本文将介绍采用适用于要求严格实时控制的任务的西门子基于PC的自动化软件PLC产品WinAC RTX;西门子组态软件SIMATIC WinCC6.2;三菱Q系列PLC作为驱动装置的DVD-R光盘生产线新型控制系统。
【关键词】DVD-R光盘 生产线 控制系统
1 光盘生产工艺
DVD-R光盘生产的加工工艺包括:先用注塑机将原料注塑成形、将注塑机出来的碟片冷却、染料层旋涂、染料层洗边、干燥、染料层缺陷在线检测、反射层溅镀、保护层旋涂(CD-R)、粘合层旋涂(DVD±R)、紫外固化、成品光盘在线检测、标签层印刷、紫外干燥等。生产工艺的工艺参数选择及工艺稳定性对光盘的质量技术指标、批量光盘的质量稳定性及存档寿命有相当大的影响。控制系统的任务就是要满足工艺要求的条件下,将整个系统的速度提高,并且能够稳定运行。
2 控制系统整体方案
2.1 系统组成
整个生产线包括两台注塑机,分别从两个单元取碟,传送,冷却的单元,染料单元,红外烤炉,打码机,检测仪,以及后段。整条生产线既可以选择DVD-R,DVD5以及DVD9模式。
整个DVD线(DVD-R,DVD5/9)包括西门子控制部分,三菱控制部分,以及进口的后段,为了编程,以及控制方便,我们以单元来划分。其中西门子部分分为三个单元,一、二单元分别对应DVD一层碟片的冷却,传送,其中DVD-R模式下需要染料,烘干。二单元碟片在DVD-R模式下要经过三菱染料段。三单元也是在DVD-R模式下二单元碟片经过三菱部分后打码,染料碟片检测,烘干,以及将两层碟片传到后段。三菱部分进行碟片染料。后段对西门子部分传送来的碟片进行电镀,粘合,干燥,最后检测等。
主控制系统采用西门子公司开发的基于PC控制的核心组件SIMATIC WinAC;选用适用于要求严格实时控制的任务的WinACRTX。三菱部分采用Q系列PLC完成染料部分的动作,同时控制伺服电机驱动所有机械手臂,传送带运动。上位机采用西门子组态软件SIMATIC WinCC6.2进行组态,完成对系统的设置,操作,监控,管理。
WinAC RTX(WinAC实时型)提供了Windows 2000/XP的实时子系统,具有“硬实时”和“抗死机”特性。适应于具有高速和精确时问要求的控制任务的场合,如运动控制、闭环控制等。
由于其功能强大的开放和灵活的接口,SIMATIC WinAC成为基于PC自动化解泱方案的理想平台。
(1) WinAC运行在基于Windows 2000/XP操作系统下的标准PC平台中:
(2)与SIMATIC S7有一致的代码兼容性,统一的编程环境,生成的程序也可被SIMATIC S7所使用;
(3)提供了OPC、ActiveX控件、DC,OM接口等方法,与其它PC应用程序交换数据;
(4)为具有特殊工艺硬件软件相结合的控制任务提供了开放的接口。
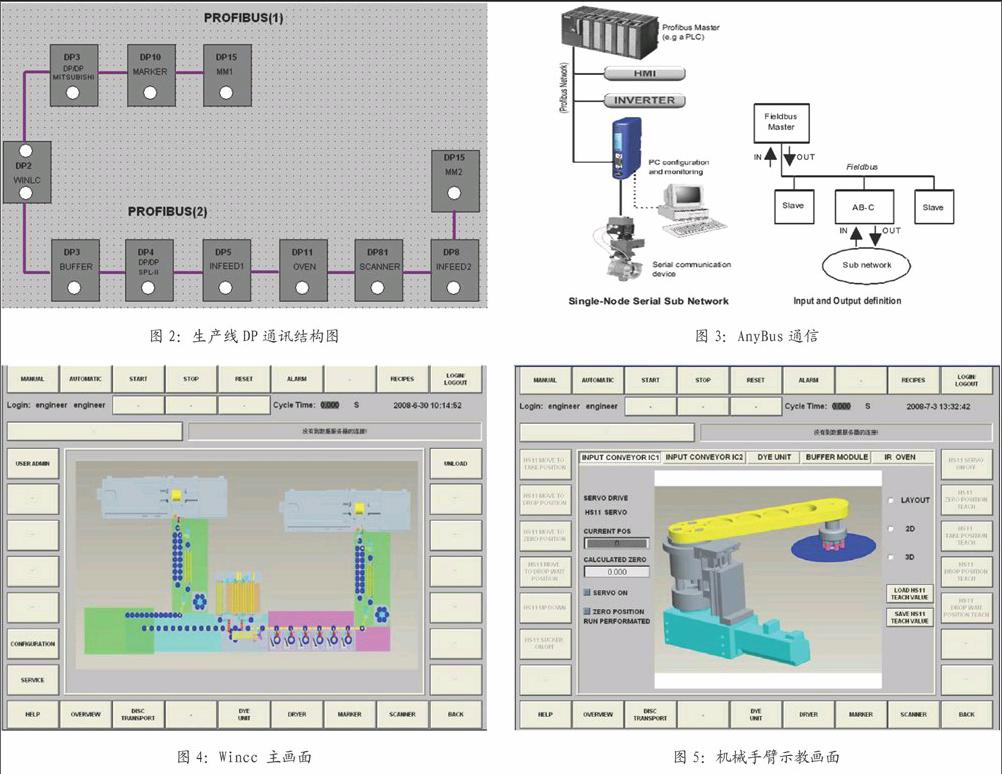
整个生产线以ProfiBus-DP做为现场总线,有ProfiBus-DP接口的西门子产品可以很容易的进行配置,做为主站,从站,其他厂商的支持DP接口的输入/输出,传感器,执行器或其他智能设备均可以接入ProfiBus-DP现场总线。WinLC RTX运行在西门子工控机上,通过CP5613卡作为主站與从站进行ProfiBus-DP通信。10个DP从站包括与三菱,以及后段都是通过DP Couple进行通信:一、二单元的注塑机;3个ET200M分布式I/O模块,1个ET200S分布式I/O模块:扫描仪(ETAScanner);打码机(AnyBus)。整个系统的网络结构图如图2所示。
其中打码机需要将DP通过AnyBus转换成RS232串口通信,图3昱示了AnyBus在系统中的作用,将主站通过DP总线发来的命令按照预先设置好的通信格式,将命令转化成RS232串口通信,将内容以ASCII码格式传输到打码机。
2.2 程序结构
西门子控制部分运用SIMATIC ManagerStep7 V5.4标准版作为编程软件,标准版包括梯形图(LAD),功能块图(FBD),语句表(STL)三种编程语言,如果需要使用其他编程语言,需要单独购买安装包和授权。由于编程的需要我们选用了顺序功能图语言(S7 Graph)。在S7 Graph中,控制过程被划分为许多明确定义了功能范围的步(Step),用图形清楚地表明整个过程的执行情况。可以为每一步指定该步要完成的动作,由每一步转向下一步的进程通过转换条件进行控制,用梯形图和功能块图语言为转换、互锁和监控等编程。
根据工艺要求,为了便于对机械手臂,传送带编程,我们采用顺序功能图语言S7 Graph实现机械手臂,传送带自动功能,考虑到手动动作,以及示教功能在各个单元类似,采用多重背景来编写,这样减轻了工作量,提高了编程效率,增加了程序易读性。
2.3 电机控制
三菱部分由Q02H PLC控制运动控制器0173完成所有的机械手臂,传送带动作。同时还要控制染料段的逻辑控制。利用三菱0系列PLC的多CPU功能,Q173CPU (N)系列运动控制器可以和PLC的CPU安装在同一基板上,各自发挥它们的优势,将顺序控制和运动控制分开处理,优化系统的结构。Q173CPU (N)系列运动控制器采用高速串行通讯简单设置伺服电机同步或绝对系统。同时,运动CPU能够通过三菱伺服系统控制网络SSCNET (Servo System Controller Network)与伺服放大器连接,可以在运动控制器里收集伺服数据,修改伺服参数,试运行和监控伺服放大器,速度命令输出最高可达10MPPS,以实现高速高精度定位,单个运动控制器可以控制伺服放大器最多32轴,伺服电机容量从10W到55KW。SSCNET使多轴的同步、插补等高级定位功能发挥得淋漓尽致,更改善了系统的可靠性,方便系统维护。对Q173CPU采用Motion SFC语言编程。
在控制机械手臂,传送带运动时,WinLC先将运动命令通过DP总线通讯告诉三菱PLC(Q02H),Q02H再将命令传送到运动控制器Q173,Q173接到命令后再控制伺服放大器驱动电机运动到相应位置。采用绝对值编码器伺服电机,旋转一圈为360度,由于并不是WinLC直接控制驱动,我们采用示教的方式,先在手动情况下,把电机运动时需要用到的位置记录下来,这样通信时我们只需通过DP通信命令三菱伺服电机走到相应位置,电机走到相应位置时,再将到位信号通过DP反馈回来,同时我们可以将存储的示教好的各个位置用来判断电机所在区域,这样就能防止机械手臂,传送带之问的相撞问题。
2.4 组态软件
系统采用西门子SIMATIC WinCC6.2亚洲版来完成人机界而的组态,WinlC使用WinCC提供的通讯通道SIMATIC S7PROTOCOL SUITE,三菱QPLC使用OPC通讯通道。SIMATIC WinCC6.2亚洲版是西门子最新推出的组态软件,集成了Microsoft SQLServer 2005数据库进行数据归档。在人机界而要完成参数设置,产品模式选择,各机械手臂,传送带手动操作,自动操作,示教,报警监控等功能。图4是WINCC的主画而,图5是一个机械手臂的示教,手动画而。
3 结语
该系统使用了西门子WinLC,WinCC以及三菱QPLC,将各单元以ProfiBus-DP为现场总线有机的结合在一起,整机运行情况良好,操作方便,出现故障可以很好的监控,解决。整条生产线碟片周期快于2 5秒。
参考文献
[1]深入浅出WinAC.西门子自动化与驱动集团,
[2] ABC-PDP User Manual 2_02. HMS Industrial Networks AB.endprint
猜你喜欢
今日农业(2021年13期)2021-11-26
锻压装备与制造技术(2021年2期)2021-07-19
电线电缆(2018年3期)2018-06-29
现代企业文化(2016年1期)2016-12-23
考试周刊(2016年88期)2016-11-24
世界制造技术与装备市场(2015年6期)2015-02-28
有色金属设计(2015年2期)2015-02-28
