关于提高板件数控切割的质量研究
2018-01-30 10:51杨楠
机械管理开发 2018年1期
杨楠
(山西省晋煤集团金鼎公司,山西晋城048006)
引言
在当前社会经济不断快速发展的背景下,各行业的发展势头都比较良好,特别是在工业生产以及加工过程中,越来越多的新型技术、设备与工艺手段被应用到实际操作中。其中数控火焰切割机能够针对各种形状的零件进行有效切割和处理操作,其本身具有非常明显的通用性特征。一般情况下,数控火焰切割机存在的根本目的是为了能够担任板材结构件的下料任务,通过实践可以看出,在数控火焰切割机的实际应用中,其本身的切割质量能够直接对工件的焊接质量产生影响,进而对产品的整体性能产生一定的影响。数控切割机在下料环节中的实际应用,不仅能从根本上体现出切割机其本身在自动化方面的优势特点,而且还能实现集中批量下料。有利于板材整体利用率的提升,从而促使切割质量和效率的有效提升。
1 对切割质量产生影响的因素
1.1 切割用气体
在实际操作过程中,为了从根本上保证获取到高质量的切割面,保证切割效率,利用高质量的切割氧气和乙炔是切割质量的基本保障措施之一。但在实际应用中,氧气的纯度应控制在大于等于99%,如果出现本身纯度不足的情况,则会直接导致切割面本身质量不过关,严重时甚至会直接出现切割面粗糙的现象。不仅会导致挂渣现象异常严重,而且还会给后续清理工作带来一定的难度,导致工程进度遭受到严重影响。针对这一现状,在处理时,可以直接利用液态氧对其进行切割,有效控制切割面的质量。除此之外,还要根据实际情况对其进行处理,通过对氧气和乙炔的比例进行调整,可以得到三种切割火焰:中性焰,氧化焰,还原焰,具体如图1所示,在工作中,可根据需要进行调整。
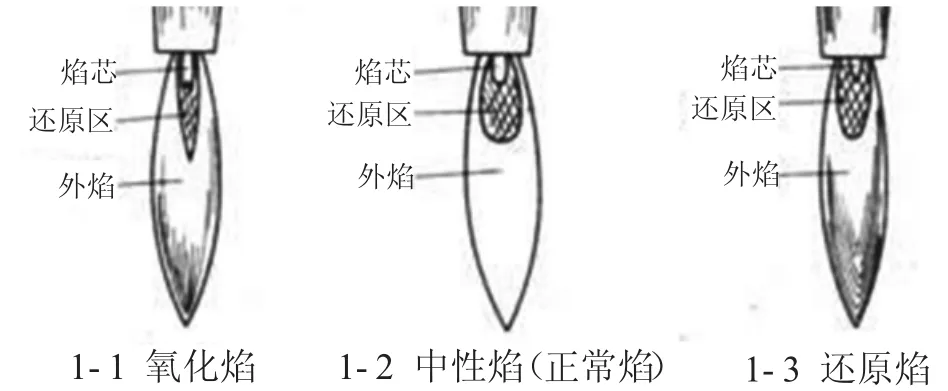
图1 不同气体比例下的切割火焰示意图
1.2 正确利用切割气体压洗、速度和割嘴型号
根据不同的板厚情况要选择与实际情况相符的气体压力、切割速度以及割嘴型号,这样才能从各环节着手,对切割质量提供有效保障。针对这几个方面的内容进行处理,能够保证切割面处于平滑状态,且切割波痕也能够呈现出比较细小的状态。使气体成本产生良好的节约,从根本上促使整个生产效率的有效提升。
切割氧压力过高很容易导致压力大量浪费,同时在与阴部切割件较近距离的位置处,会产生出一些有规则的沟槽,这些沟槽虽然具有一定的规则,但并不能以一种平滑的状态存在,而且在针对渣现象进行清理时比较困难。除此之外,如果切割氧气处于比较低的状态下,切割面就会有比较厚的鳞片与其进行有效溶合,一旦出现这种情况,就很难将鳞片从切割表面中去除,严重时甚至会直接导致工件割离受到影响和阻碍。在实际操作过程中,如果乙炔压力比较高,则会使其本身出现过烧现象,与切割面顶部较接近的位置处会出现较大的凹槽。在这种情况下,如果速度过慢会直接导致其本的棱边被融化,而如果速度过快,则很容易导致其本身出现结渣现象,致使棱边不平滑[1]。另外,在切割中,切割氧流相对垂直的割炬,会略微偏后一个角度,其形成的偏移称为后拖量,如下页图2所示,即为慢、适中和快三种情况下的后拖量示意图,在切割中,要根据实际情况,对其进行合理控制。

图2 慢、适中、快速度下的后拖量示意图
2 科学合理的切割程序分析
2.1 切割顺序的影响
切割顺序一般情况下是指在钢板上存在的若干个大小不等的零件嵌套,其本身的零件需要按照某一个顺序进行排列之后才能够保证其切割质量和效率。一般会遵循“先内后外、先小后大”的基本原则,也就是在切割过程中,先针对一些零部件的内轮廓进行切割,之后在对外轮廓进行切割。与此同时,要先切割一些面积比较小的零部件,之后再切割一些面积、尺寸比较大的零件,这样才能够从切割顺序上对切割质量进行有效控制。
2.2 切割方向的影响
一般情况下,正确的切割方向应保证在切割过程中能够从最后一条割边上促使母板与其产生割离现象。但在实际操作过程中,如果过早的将其与母板大部分程度进行分离处理,那么一些没有分离的部分由于其本身的抵抗力较差,就很难抵抗住切割过程中出现的热变形影响。一旦出现这种情况,就会直接导致切割件在切割过程中出现位移,在此种情况下出现的切割结果就会在尺寸上呈现出较大的偏差现象[2]。
3 各种板厚切割质量的有效控制措施
不同板厚在切割过程中,需要根据其本身的实际情况来采取有效的控制,特别是切割速度、切割气体压力以及割嘴型号方面都要进行有效控制,与板厚之间形成一致性才能够保证切割质量。一般情况下,板厚在6~20 mm的薄板,由于其本身很容易受到热量的影响而出现变形,所以在最开始切割时,要尽可能保证切割从钢板的边缘处逐渐切入。但在实际操作过程中,如果是利用穿孔的方法那么则会促使钢板边缘逐渐成为一种封闭状态,并且在这种封闭状态的作用下,零件本身的割缝与钢板边缘之间会存在一定的距离。从而能够从根本上对零件尺寸的偏差现象起到良好的控制性作用。而在针对一些20~100 mm的厚板时,由于零件本身比较重,所以在切割过程中不容易发生变形情况,但也正是由于其本身比较厚,所以很难进行穿孔处理。针对这一现状,在进行处理时,可以直接从钢板的边缘进行切入,但在数控自动切割时,经常会出现由于切割面垂直度不够而引发质量问题。所以在切割时,应提前切割出横向、纵向两个切口,利用垂直尺对两方向的垂直度进行判断和分析,最大限度保证切割面与钢板间的表面呈现出垂直状态[3]。
4 带孔零件的切割质量控制措施
在针对带孔零件进行切割时,应先将零件的内孔进行切割,之后再对其周边一些零件进行切割,从根本上保证其本身的精度达到一定标准和水平。如果穿孔与实际情况能够形成一致性,不仅减少清理割嘴的时间,而且还能够从根本上促进工作效率的有效提升。在穿孔过程中,应尽可能减少预热时间,并且根据实际情况需求加大预热氧,保证穿孔动作的整体流畅性和完整性。
5 细长零件切割过程中的质量控制措施
针对一些细长零件而言,在切割过程中,要按照一些常规方法对其进行切割处理。由于钢板在受到热量滞后其本身会出现一定的变形情况,如果稍微不注意就会撞到枪嘴,不仅会阻碍切割的顺利,而且还会对割嘴的使用寿命产生影响。所以在针对这一现状进行处理时,可以利用局部喷水冷却方式,但此方式会对板材本身的性质产生一定的变化影响,所以并不建议使用。两割炬或者是多割炬在处于同时切割的状态下时,应从零件的长侧开始切割,之后对其进行横向切割,一直到达到尺寸要求为止。
6 结语
要确保数控火焰切割机在针对各种不同零件进行切割时其本身的效率和质量能够得到保证,数控火焰切割机作为一种比较精精密的设备与一般手工切割之间存在明显的差异性,需提高氧气、乙炔纯度、压力、工作人员素质等各方面要求。
[1]寇元哲,影响机械加工表面质量的因素分析[J].甘肃科技,2007(7):99-100.
[2]李兆铨,周明研.机械制造基础(上册)[M].北京:中国水利水电出版社,2005.
[3]高波,机械制造基础[M].大连:大连理工大学出版社,2006.
猜你喜欢
音乐天地(音乐创作版)(2022年1期)2022-04-26
学苑创造·A版(2021年2期)2021-03-11
动漫星空(兴趣百科)(2019年5期)2019-05-11
中医眼耳鼻喉杂志(2019年3期)2019-04-13
澳门月刊(2018年1期)2018-01-17
课堂内外·教师版(2017年3期)2017-04-13
学与玩(2017年6期)2017-02-16
中国工程咨询(2017年11期)2017-01-31
中国卫生标准管理(2015年18期)2016-01-20
文科爱好者·教育教学版(2015年2期)2016-01-20