
半量程卡尺的设计与快速成型
2018-01-27 02:57李迎
深圳职业技术学院学报 2018年1期
李 迎
(深圳职业技术学院 机电工程学院,广东 深圳 518055)
在机械加工中,经常需要对机械产品的半量程和中心距等数值进行测量和标注,现有的测量方法需要借助多个测量工具,进行多次测量以及间接计算才可以实现,存在测量步骤多,测量误差大等不足.围绕这方面的研究也主要限制在孔中心距测量的设计与应用[1,2],如果需要对机械产品某个尺寸的中心点进行标注并完成半程量测量,目前还没有直接的测量工具和相关的成熟技术.本研究借鉴游标卡尺的结构优点,设计和制作了一种能够直接进行工件中点定位以及半程量值测量的卡尺.
1 半量程卡尺测量原理
以相对中位点两侧等距移动原理为基础,半量程卡尺的测量原理如图1所示.以中点指针位置为中心点,利用齿轮和齿条的配合运动,两组外测量爪相对中点指针同时反向等位移滑动,这样不论外测量爪之间的距离如何改变,都可以保证中点指针始终位于两端外测量爪的中心.以中点指针处为零刻度,两侧各自有独立刻度值,这样中心点到任意一边外测量爪的位移量都是两外测量爪的半程量值,同时中心指针始终保持在两外测量爪中点,如此则可以实现中点定位以及半程量测量的半量程卡尺的设计与实现.

图1 半量程卡尺测量原理图
2 半量程卡尺结构设计
基于半量程卡尺的理论分析,将半量程卡尺设计由主尺、底座、两组外测量爪、齿轮共五个部分组成.主尺正面双侧标示刻度,量程为双侧各80mm(该尺寸可以根据测量要求进行设计调整),分度值为1mm,如图2所示.

图2 半量程卡尺主尺示意图
卡尺底座如图3所示,设计了2条滑动轨道,以便与2组外测量爪的导轨槽配合,实现2组外测量爪在导轨上的移动.卡尺底座设计了2种类型的中点指针,指针外向型和指针内向型.指针外向型适于手动标记中心点,指针内向型适用于指尖直接在测量物体上划出中心点或中线,2种类型都不影响半程量的测量和读数.主尺与底座的装卡是由定位销和螺母固定.
卡尺外测量爪如图4所示,其爪尖借鉴了游标卡尺的结构,为的是测量时精确接触测量物体面,保证测量精度.外测量爪上设计导轨槽与底座的滑动轨道配合,同时设计有一排齿条,实现与齿轮啮合并保证两组外测量爪的同步反向滑动,测量爪的尾部设计成斜面,以防止外测量爪滑出底座.
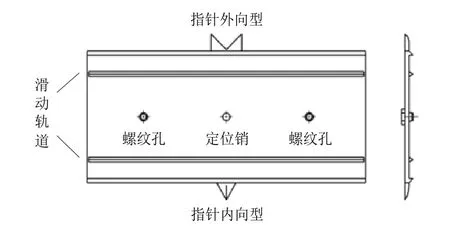
图3 半量程卡尺底座示意图

图4 半量程外测量爪示意图
3 半量程卡尺快速成型与应用
3.1 FDM快速成型技术
熔融沉淀成型(Fused Deposition Modeling,FDM)是由计算机对三维模型进行切片,生成路径,然后在计算机控制下,喷头按路径移动出丝,喷出的丝黏结在工作台已有层面上,每扫描加工完一层,工作台即下降一截面层的高度,喷头再进行下一层截面的扫描喷丝,如此反复组层沉积,直到最后一层,这样熔丝黏结成所要求的实体模型[3,4].
3.2 快速成型准备
快速成型设备为AiOXYZprinting 3D立体打印扫描一体机,打印喷嘴为单喷嘴,喷嘴直径0.4mm,耗材直径 1.75mm,最大成型尺寸为20cm×20cm×19cm,最佳打印精度 0.1mm,热塑性材料为ABS,使用的软件是XYZprintin,三维国际有限公司自己开发的XYZware软件.在快速成型前还需要将 UG建模的半量程卡尺 PRT文件导出成STL文件,至此做好快速成型准备.
3.3 产品成型与后处理
半量程卡尺快速成型的后处理主要是去除支撑部分和毛刺等表面工作,最终的零部件和装配成品分别如图5,6所示.

图5 半量程卡尺零部件图

图6 半量程卡尺装配成品图
3.4 半量程卡尺的应用
3.4.1 半程量测量
圆柱半径量的测量往往是利用直接测量的直径量进行运算获得.利用半量程卡尺可以直接测量得到半径值,且可以根据需要进行中心点标注.如圆柱工件半径测量值半量程卡尺与游标卡尺半径量测量结果分别为68.9 mm和68.98 mm.
3.4.2 中心位置标注
图7中方形工件外轮廓中心点与突台中心点是否重合是保证位置公差的重要测量要素,以往的测量手段需要多步测量,步骤繁琐.利用半量程卡尺,分别用卡尺卡住工件外围以及突台外围利用中点指针标注点/线,即可判断 2点/线的重合情况,十分简单直观.
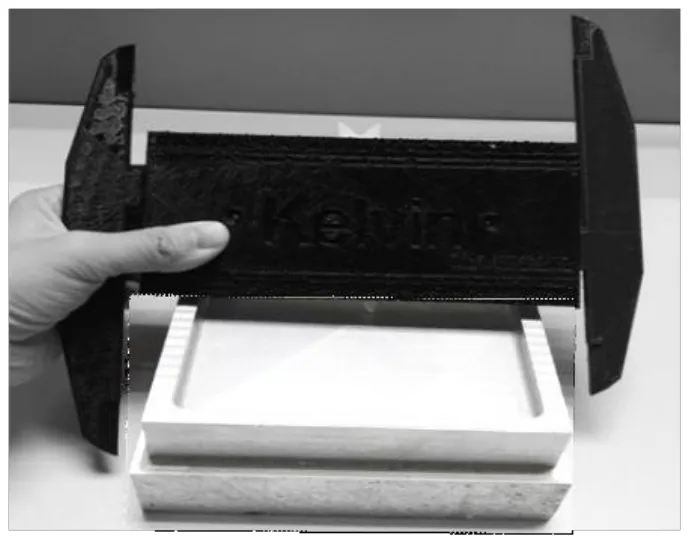
图7 方形工件中位标示示意图
4 结论
本文设计的一种可以实现半量程测量与中心点标注的半量程卡尺,利用UG建模并实现了产品的快速成型,为了验证产品的可使用性,对圆柱、块体等零件的相关尺寸及中心点进行了测量和标注,结果与实际情况相符.实际制作过程中,产品质量受到快速成型设备、加工材料等因素的影响,导致测量精度受限,还需要进一步优化来满足高精度的测量需求.
[1]郭建强.孔中心距专用测量工具设计与应用[J].柴油机设计与制造,2014(1):38-40.
[2]袁小江.高精度大尺寸机件的中心矩测量检具设计[J].机械设计与研究,2009,25(1):75-77.
[3] 谭剑峰,吴志超,金宗宇,等.FDM 快速成型技术在动漫模型制作中的应用[J].机械设计与制造,2014(6):233-235.
[4] 段康容,赖思琦,熊开封.FDM 快速成型技术在无线电测向机创新设计上的应用研究[J].制造业自动化,2013,35(11):51-53.
猜你喜欢
军民两用技术与产品(2021年7期)2021-10-13
煤气与热力(2021年4期)2021-06-09
商品与质量(2020年43期)2020-11-27
当代陕西(2020年24期)2020-02-01
中国外汇(2019年14期)2019-10-14
石油化工自动化(2018年5期)2018-11-14
东坡赤壁诗词(2018年2期)2018-05-10
BOSS臻品(2017年3期)2017-05-05
国外畜牧学(猪与禽)(2016年9期)2016-10-19
通信电源技术(2016年1期)2016-04-16
