
改进焊接工艺提高超高三通焊接成功率
2018-01-25 10:52贾永敏
时代农机 2017年11期
贾永敏
(青岛农业大学 海都学院,山东 莱阳 265200)
超高分子量聚乙烯工程塑料(UHMW——PE)管道技术在我国日渐成熟,它是一种价格适中、性能优良的新型热塑性工程塑料,几乎集中了各种塑料的优点,耐磨抗冲击,自润滑,耐腐蚀、耐低温、卫生无毒、不粘附、不吸水等综合性能,是一种较为理想的管材,可广泛应用于矿山、冶金、电力、石油、纺织、造纸、食品、化工、机械、电气等各个行业。且管件的用量逐渐增加,特别是在复杂的环境条件下,客户需要各种规格的管件日益增多。
目前,难点是三通的制作问题,由于超高管材的特殊性,制成成品的合格率很低,浪费问题突出,再一个是效率降低。为解决这个问题,组织QC小组进行调查,并结合实际情况,提出解决方案,进行焊接工艺的改进,提高三通焊接的成功率。
1 现状调查
QC小组对原有制作超高三通的过程进行了全方位的调研,发现了很多问题,例如工艺问题、工装问题、操作问题等。制作完成后,合格率不到50%,废品全部成为废料,并且不能回收利用,浪费严重,成本加大,给生产经营造成了沉重的负担。

表1 质量调查表
如表1所示,通过调查发现,制作三通的废品率高达54.4%。
2 目标确定
根据实际情况,小组成员把目标定为成功率,由原来的45.6%提高到90%以上。
根据现状调查,对目标的可行性进行分析,如图1所示。小组认为:有经验丰富的技术人员,又懂得焊接原理,所以目标是可以实现的。
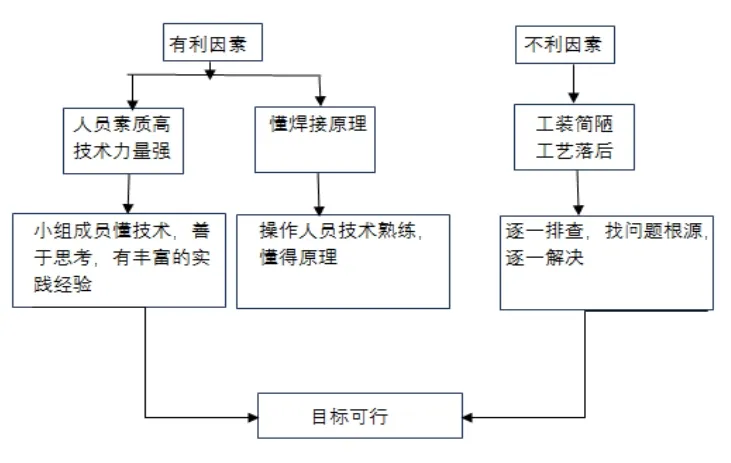
图1 可行性分析图
3 要因确认
QC小组成员针对现状进行认真研究、分析,发现影响超高三通焊接成功率的原因主要体现在工艺、工装和操作问题上,所以从机、料、法、环等方面着手进行分析,并对影响因素进行了要因确认。
(1)机:大多数工装属自制工装,由于多年使用,有些工装存在破损严重,无法使用;在工装设计上由于考察不周全,存在一定缺陷,影响焊接质量。
(2)料:制作三通的管材一般应在壁厚上大一个级别,但有时操作者粗心利用厚度不够的管材,所以制作出的三通在打压实验强度不够,达不到要求。
(3)法:如表2所示。
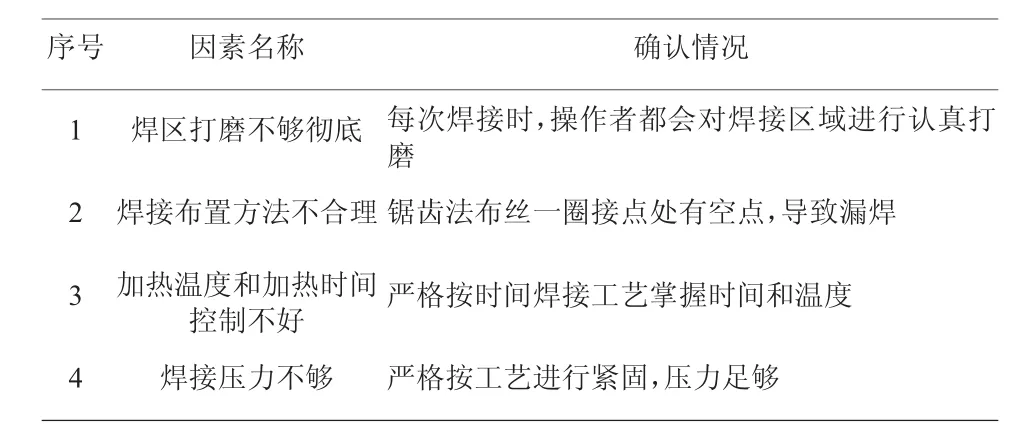
表2 针对影响因素的主要应对方法
(4)环:焊接时环境温度不恒定,但焊接时物料在工装里面受环境温度影响不大。
通过确认,找出影响超高三通焊接成功率的要因有如下4条:①焊接工装破坏严重;②工装设计有缺陷;③制作三通的管材达不到技术标准;④焊丝布置方法不合理。
4 对策制定和实施
小组成员针对主要原因,制定了对策措施,如表3所示。

表3 对策措施
(1)实施一。小组成员对所有焊接工装进行分类,然后登记造表,并做好标记。对轻度破损的进行维修,对破损严重的作报废处理。并由技术人员重新设计,制作新的工装。
(2)实施二。对旧的工装图纸和工装进行核对,对不合理的地方进行整改,特别是工装和物料不能完全贴合的问题,必须加以解决。
(3)实施三。合理监督操作者,严格按照标准选用管材,不合格者一律不用。
(4)实施四。在操作现场指导布排焊丝,由原来的一圈锯齿形布丝变为二圈,这样可以有效提高焊接面积,增加强度,防止出现渗漏点。
5 效果检查
实施对策后,对部分超高管三通集中进行了打压试验,结果如表4所示。
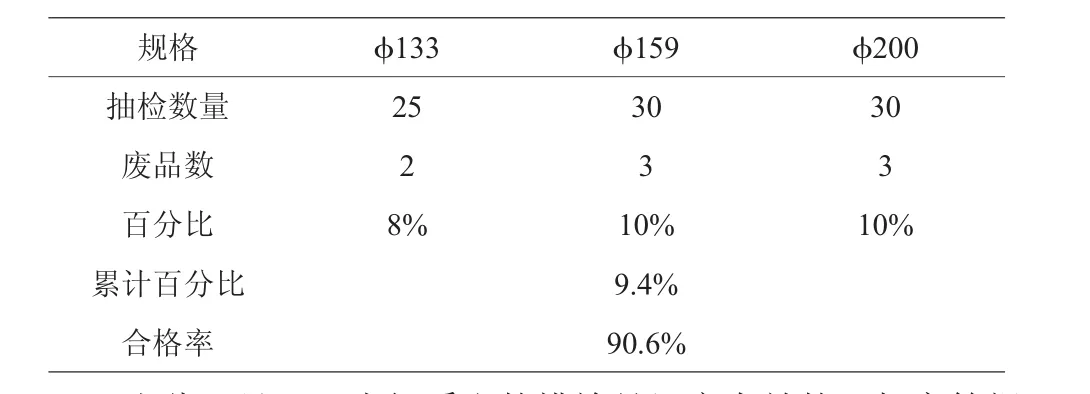
表4 抽检结果
由此可见,QC小组采取的措施是切实有效的,超高管焊接三通的成功率达到了90.6%,完成了预定目标。
6 结语
通过QC活动,改进工艺,提高了超高管焊接三通的成功率,创造了巨大的经济效益。同时,小组成员的质量意识、创新意识都得到了相应的提高。
猜你喜欢
中国特种设备安全(2022年6期)2022-09-20
建材发展导向(2022年12期)2022-08-19
哈尔滨轴承(2021年1期)2021-07-21
防爆电机(2020年6期)2020-12-14
军民两用技术与产品(2020年4期)2020-05-16
模具制造(2019年4期)2019-06-24
西夏研究(2017年4期)2017-08-17
新闻传播(2016年4期)2016-07-18
现代制造技术与装备(2015年4期)2015-12-23
Coco薇(2015年10期)2015-10-19
