论灵敏度对锻件超声检测有效性的影响
2018-01-25 11:56:40张佳银王广坤王阔忠
中国特种设备安全 2017年12期
张佳银 姬 钊 王广坤 王阔忠
(1.中特检检测科技(北京)有限公司 北京 100029)(2.北京航星机器制造有限公司 北京 100029)
现有超声检测文献和标准中,在单晶直探头超声检测锻件时有关灵敏度的确定和应用方面,存在要求不一致、可操作性不强的表象问题,进而引发漏检锻件中相关缺陷的隐形问题。
本文通过溯源“灵敏度”相关概念定义的本意,针对单晶直探头超声检测锻件,采用类比的方法,效仿焊接接头超声检测时的相关规定,引入全新的确定“基准灵敏度”、“扫查灵敏度”及“有效灵敏度余量”的方法,破解现行灵敏度确定方法难以确保检测有效性的困局。
1 现行灵敏度规定对检测有效性的影响
1.1 现有文献中灵敏度的相关规定对检测有效性的影响
现有文献中,当采用单晶直探头检测锻件时,无论是试块法还是底波计算法,都是将最大声程处平底面回波或规定大小的人工反射体最高回波调整到显示屏满刻度的某一高度(通常称此高度为基准高度,如80%或60%),试块法时再加入试块的表面状态、扫查面形状和材质衰减与被检工件的差异引起的传输修正值后,底波计算法时再增益定值ΔdB后,即为检测灵敏度调整好了;扫查时还常将调整好的仪器灵敏度再提高4~6dB,作为扫查灵敏度。
通过仔细分析,上段表述存在下面主要问题:
1)从字面上分析,虽说明了“扫查灵敏度”和“检测灵敏度”的确定方法,但完全找不出“基准灵敏度”的踪迹,也不知“检测灵敏度”与“基准灵敏度”是何关系,概念上完全混乱。
2)“扫查灵敏度”的表述不具备可操作性。因为当需要对缺陷定量时,还应将扫查时增益的分贝数扣除,如此规定,不仅给操作者增加了工作量、提高了操作的复杂程度,也势必造成操作者出现错误的概率增加。属画蛇添足的规定,得不偿失。
3)“扫查灵敏度”的表述存在技术风险。基于基准高度设置为80%或60%这个前提,扫查时的灵敏度是相当高的,从而将产生以下不良影响:
(1)灵敏度太高,必然造成仪器始波占宽变大,进而导致检测面盲区变大、漏检盲区内缺陷的风险变大。
(2)灵敏度太高,必然造成信噪比降低,进而导致检测系统发现小缺陷的能力下降、漏检工件中较小缺陷的风险变大。
(3)灵敏度太高,必然造成在扫查灵敏度条件下扫查时,由缺陷引起的底波降低量将无法被观察到的情况。
1.2 现有相关标准中灵敏度的相关规定对检测有效性的影响
本文所指现有标准,均以NB/T 47013.3—2015《承压设备无损检测 第3部分 超声检测》为例。
1)“基准灵敏度”与“扫查灵敏度”的确定方法。
标准给出的“单晶直探头基准灵敏度的确认”方法中,没有规定将最大声程处规定大小的人工反射体最高回波调整到多高的基准高度,“扫查灵敏度”的规定也是“一般应比基准灵敏度高6dB”。这样的规定,与它们各自的定义完全不相符合,同样缺乏可操作性和存在技术风险,不再赘述。
2)“有效灵敏度余量”的规定。
现行的有效灵敏度余量的规定缺乏可操作性,对检测操作的有效性是失控的:
(1)没有明确“扫查灵敏度条件下”这个前提条件;
(2)没有明确“所探工件的最大检测声程”处的规定大小反射体的回波高度;
(3)没有明确仪器显示屏电噪声水平这个限制条件,实际操作时无法考量。
3)举例说明。
例题:被检工件为厚度200mm的方形钢制锻件,且具备采用底波计算法检测的所有条件;所用探头型号为2.5P20Z;灵敏度要求为检出200mm处大于或等于φ2mm平底孔当量缺陷。
(1)确定基准灵敏度的方法。
依据现行标准的规定,此被检锻件可以采用底波计算法来确定基准灵敏度。
(2)调整基准灵敏度和扫查灵敏度的方法。
依据现有超声检测文献和现行标准的规定,对基准灵敏度和扫查灵敏度应进行如下调整:
首先将锻件中完好部位第一次底波(B1)调整到某一基准高度,现假设基准高度为显示屏满刻度的80%,再将仪器增益38dB,即为基准灵敏度调整好了。此时基准灵敏度的含义为:距检测面200mm处φ2mm平底孔反射波幅度应为显示屏满刻度的80%,也就是说此时的底面回波比显示屏80%满刻度(基准高度)高出38dB;
再将此时调整好的基准灵敏度增益6dB后,即为扫查灵敏度调整好了。此时扫查灵敏度的含义则为:扫查时的底面回波高度,应处于比显示屏80%满刻度高出38+6=44dB的状态。
(3)实施检测时对检测的可操作性、有效性影响分析。
①用扫查灵敏度进行扫查时,当需要对发现的缺陷信号进行定量时,必须将仪器增益降低6dB后才能进行。这种方法非常不适应现场操作的实际。
②用扫查灵敏度进行扫查时,仪器显示屏上始波占宽有可能较大,检测盲区也将增大,则检测覆盖的区域将减小,检测的有效性降低了。
③用扫查灵敏度进行扫查时,即使此时有效灵敏度余量满足规定的要求,也无法确定仪器的信噪比处于何种程度,尤其检测大厚壁锻件时,信噪比是必须需要考虑的一个重要指标,若信噪比太低,则实施的检测是无效的,而现行的检测标准中是没有量化的考核指标的。
④存在漏检底波降低类缺陷的技术风险:
查看NB/T 47013.3—2015标准中“表11 锻件超声检测缺陷质量分级”,可以得到表1。

表1 锻件超声检测由缺陷引起的底波降低量质量分级
具体举例分析情况见表2。
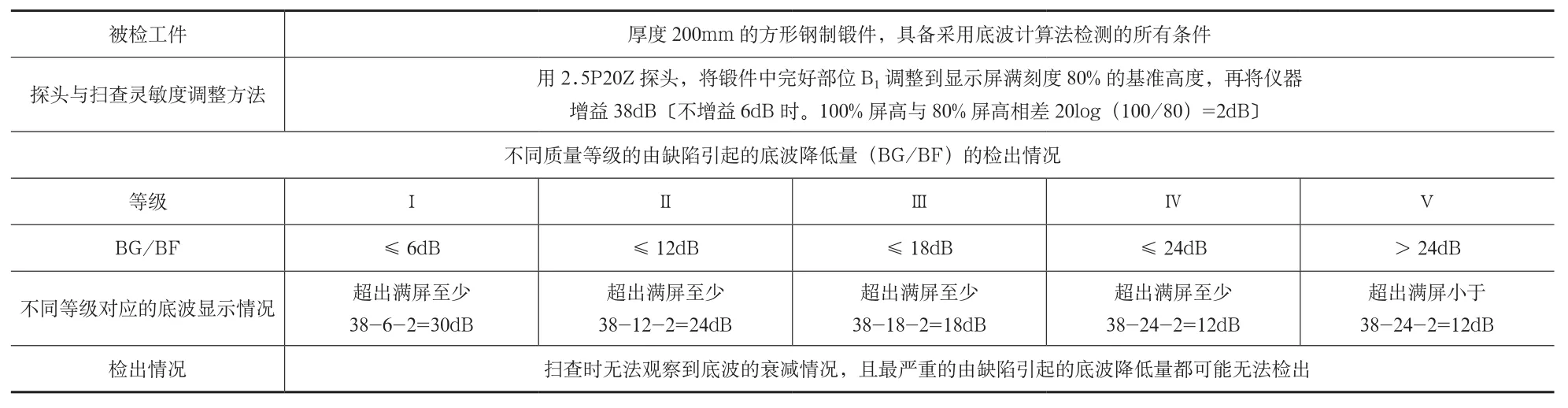
表2 超声检测锻件中由缺陷引起的底波降低量缺陷的检出性分析
2 从灵敏度相关规定入手解决检测有效性的方法
超声检测系统的有效性,从所用资源条件上分析,主要取决于检测系统有效灵敏度余量的合规性,而检测系统的合规性由扫查灵敏度条件下仪器达到的状态所决定,扫查时仪器的状态则与基准灵敏度的调整方法直接关联的。按此逻辑关系推论可知,基准灵敏度和扫查灵敏度的调整方法,是影响超声检测系统有效性的前提条件。
2.1 单晶直探头检测锻件时调整灵敏度的全新方法
通过研读超声检测方面的文献和标准,笔者认为,它们在针对焊缝检测时所提出的调整“基准灵敏度”和“扫查灵敏度”的方法,是最符合不同检测阶段灵敏度本意的,也是最符合超声检测实际应用需求的。具有很好的引领和示范作用,值得借鉴。
1)采用单晶直探头时“基准灵敏度”的确定方法。
根据被检工件厚度选择适用的试块,依此测试一组不同检测距离的规定大小的平底孔(至少3个),制作单晶直探头的距离-波幅曲线。当把该曲线中与工件厚度相同的水平位置处曲线高度,调整到至少仪器显示屏满屏高度的20%作为基准高度时,此曲线即为调整好的基准灵敏度。若被检部位的厚度大于或等于探头的3倍近场区长度、具有平行底面或圆柱曲底面且底面光滑无锈蚀时,也可以采用底波计算法确定基准灵敏度。
2)采用单晶直探头时“扫查灵敏度”的确定方法。
底波计算法确定的基准灵敏度即为扫查灵敏度。
试块法确定的基准灵敏度,再加入试块的表面状态或/和表面形状或/和材质衰减与被检工件的差异引起的传输修正值,即为此时的扫查灵敏度。
3)采用单晶直探头时“有效灵敏度余量”的确定方法。
扫查灵敏度条件下,当被检工件最大厚度处规定大小反射体的回波高度达到显示屏满刻度20%且显示屏电噪声信号低于屏满刻度的10%时,检测系统有效灵敏度余量应不小于10dB。
2.2 举例说明
1)调整基准灵敏度和扫查灵敏度的方法。
例题与前面所举相同,确定基准灵敏度的方法也是一样的,只是调整基准灵敏度和扫查灵敏度的方法做出了改变,具体如下:
将锻件中完好部位第一次底波(B1)调整到显示屏满刻度的20%作为基准高度,再将仪器增益38dB,即为基准灵敏度调整好了。此时基准灵敏度的含义为:距检测面200mm处φ2mm平底孔反射波幅度应为显示屏满刻度的20%,也就是说此时的底面回波比基准灵敏度高出38dB;
此时调整好的基准灵敏度即为扫查灵敏度调整好了。
由此可见,全新的调整基准灵敏度和扫查灵敏度的方法与现行的调整方法相比,其最大的区别一是将基准高度由80%或60%降低到20%,二是完全抛弃了“扫查灵敏度一般应比基准灵敏度高6dB”的说法,其根据就是直接移植了焊缝超声检测时的相关规定,这种改动的正确性无须怀疑。
2)检测实施的可操作性、有效性影响分析。
(1)用扫查灵敏度进行扫查时,当需要对发现的缺陷信号进行定量时,无须再将仪器增益降低6dB后才能进行,减少操作者在实施检测时的操作环节。
(2)用扫查灵敏度进行扫查时,在操作者有效执行了扫查速度和探头覆盖率规定的前提下,缺陷的检出率是可以得到充分保证的,且此时仪器显示屏上始波占宽肯定要小一些、信噪比要高一些,实施检测的有效性可以大大提高。
(3)用扫查灵敏度进行扫查时,此时仪器显示屏的电噪声信号应低于屏满刻度的10%。显然,此时可以做到用量化指标来考查检测系统的有效性了,一旦考查不符合,则可以通过更换探头或仪器重新进行调整,直至符合要求。
(4)一次扫查有可能检出锻件中包括底波降低类缺陷在内的所有类型缺陷:
具体应用举例分析情况见表3。
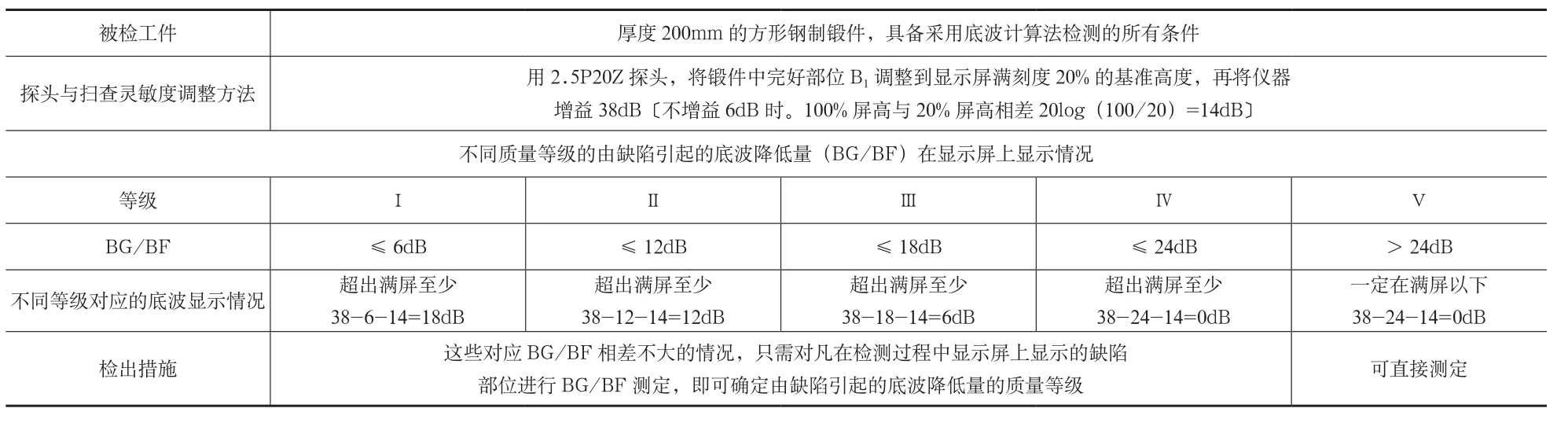
表3 超声检测锻件中由缺陷引起的底波降低量缺陷的检出性分析(改进后)
3 结束语
对于检测系统有效性的要求,现有书籍和现行标准都涉及得较少,本文认为有必要对此做出强制规定。可采用将有效灵敏度余量指标纳入检测工艺卡中相关因素的控制范畴的做法,并应在工艺卡首次使用时进行验证,以证实所用检测系统的有效性。
[1]郑晖,林树青. 超声检测[M]. 北京:中国劳动社会保障出版社,2008:175-187.
[2]NB/T 47013.3—2015 承压设备无损检测 第3部分:超声检测[S].
[3]JB/T 9214—2010 无损检测 A型脉冲反射式超声检测系统工作性能测试方法[S].
猜你喜欢
电力安全技术(2023年7期)2023-08-28 08:00:24
军事文摘(2022年10期)2022-06-15 02:29:30
一重技术(2021年5期)2022-01-18 05:42:04
设备管理与维修(2021年17期)2021-11-02 11:15:28
中国特种设备安全(2019年1期)2019-03-13 01:05:52
作文大王·低年级(2019年2期)2019-01-23 11:35:18
无损检测(2016年8期)2016-08-30 03:01:04
中国照明(2016年6期)2016-06-15 20:30:14
大型铸锻件(2015年1期)2016-01-12 06:33:37
大型铸锻件(2015年1期)2016-01-12 06:32:49