
一种细长轴类零件精密过盈配合的装配方法
2018-01-24 07:59:25王月云姚宏峰朱从武王昊诚
锻压装备与制造技术 2017年6期
王月云,姚宏峰,朱从武,谈 宇,王昊诚
(扬州锻压机床股份有限公司,江苏 扬州 225128)
现有的细长零件的过盈配合装配一般有两种方式:一种是直接压装法,另一种是热胀冷缩法。其中热胀冷缩法存在装配成本高,装配不便,工件需要冷却影响后续加工等缺陷。同时热胀冷缩法装配对以配合尺寸较小的零件效果不明显。所以较为常用的是直接压装法。采用直接压装法装配时,将内套件的一端与外套件的内腔端口相对,然后采用压力设备从内套件另一端顺装配方向施加压力,强行使内套件被压入外套件的内腔中完成装配。采用这种装配方式,存在爬行现象,即内套件压入外套件内腔的过程中存在时停时走或时慢时快的运动现象。这样,使得零件在长度方向的装配尺寸精度得不到有效控制和保证,常常出现长度方向尺寸装配过度的现象。
1 技术方案
为解决上述不足,本文提出一种细长轴类零件精密过盈配合的装配方法,其特点在于:采用直接压装法,使用压力设备将内套件压入外套件内,同时在压装过程中,在与压装方向相垂直的方向采用撞击装置反复敲击内套件使其震动,直至装配完成。
2 爬行现象原因
研究发现,采用直接压装法压装细长零件会出现爬行现象,其原因是在压装时,因零件之间为过盈配合,所以在挤压时,两个挤压的表面会产生扭曲变形,当变形积累到一定程度就必然会出现停顿,然后在长度方向会出现微小的拱起并产生应力积累。随着压力设备不断施加压力,压力积累到一定程度使得在内套件前进方向的分力大于摩擦阻力时,静摩擦状态转化为动摩擦,积累的应力突然释放使内套件跳跃式前行一段距离。如此周而复始形成爬行现象。
3 爬行现象解决方法
针对爬行现象出现的原因,在本方法中,在压装方向相垂直的方向采用撞击装置反复敲击内套件使其振动,在内套件出现停顿并产生微小拱起的瞬间,撞击装置形成的振动迫使拱起部分回复呈平直状态,然后在前行方向产生一个分力,使得内套件前行的合力大于摩擦阻力而继续前行。这样就有效消除了爬行现象,使得装配更加顺畅,可较好地保证细长零件在长度方向的装配尺寸。另外,具体实施时,敲击的频率和力度大小是一个经验值,不能过大使零件产生塑性变形,其适宜值大小对于不同材质和型号的零件均有所不同,但具体实施时,可以根据不同的产品反复实验得出最优的频率和力度,然后进行实施。
4 优化
作为优化,装配过程中,内套件下方设置有支撑装置,支撑装置与外套件相对固定设置,内套件顺装配方向支撑在支撑装置上,撞击装置的敲击方向与支撑装置相反(指从内套件的上方敲击)。这样,支撑装置单独对内套件形成支撑,内套件和外套件位置相对固定,有利于装配的进行。同时,由于支撑装置的存在,内套件产生拱起的方向一般为背向支撑装置的方向,故从此方向敲击更加有利于消除拱起,进而消除爬行现象。
本技术进行了进一步优化,从装配长度方向上将装配分为预压装和精压装两步,预压装时使用压力机设备采用直接压装法进行压装,将内套件压入外套件内,完成长度方向大部分尺寸的装配,然后进行精压装。精压装时在保持压力设备对内套件压力的同时在压装方向相垂直的方向采用撞击装置反复敲击内套件使其振动,直至完成长度尺寸要求的装配。
以上两种方式压力机设备为液压缸,装置为气锤,两种设备具有价格便宜、操作方便等优点。具体实施时也可以采用其他的压力机设备和撞击装置。
5 方法对比
进一步优化后的方案和上述方案的区别在于将装配分为了预压装和精压装两工序,预压装工序中采用直接压装法完成长度方向大部分尺寸的装配,仅仅在精压装中采用撞击装置进行敲击,完成剩余尺寸的装配。这是因为,采用撞击装置进行敲击,会产生附加的装配成本,同时会增加工人操作控制的难度;另外,如果装配长度全程采用撞击装置进行敲击,容易导致零件产生变形或损坏,反而提高装配难度而且容易导致装配失败。本优化方案中,仅仅在装配快完成时采用精压装,即使用敲击装置进行敲击,不仅可保证装配在长度方向的尺寸精度要求,而且降低了装配成本和工人控制难度,也保证了零件不会因敲击而损坏,提高了装配成功率。其中的大部分尺寸,是指采用直接压装法装配至产生的爬行现象会导致长度方向装配超标之前停止,然后采用敲击进行精压装。其具体加工长度根据不同的零件和型号可以不同。具体实施时,可根据不同的产品反复实验得出两个工序最优长度比例,然后按照此长度进行实施。
装配过程中,内套件下方设置有支撑装置,支撑装置与外套件相对固定设置,内套件顺装配方向支撑在支撑装置上,撞击装置的敲击方向与支撑装置相反。从此方向敲击更加有利于消除拱起,进而消除爬行现象。
6 敲击原理
本技术采用撞击装置敲击时的作用原理示意图如图1所示。
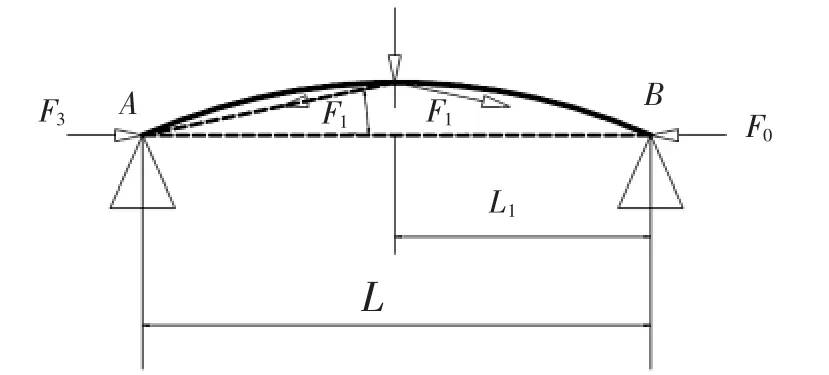
图1 敲击原理图
通过压力设备产生的压力F3使内套前行,但摩擦阻力F0会时大时小,当F0大于F3时就会导致内套件停止前行进而产生一个拱起变形,拱起方向与下方两个支撑装置方向相反。此时从拱起上方两个支撑装置中间的位置施加一个向下敲击的冲量,该冲量相当于一个瞬时作用的非常大的敲击力F,F迫使弓形结构回复并分解成为两个相反方向的分力F1,其中向左的F1被压力装置抵消,向右的F1和F3形成更大的大于F0的合力,使内套件继续前行。实施时通过控制敲击的频率,在拱起刚刚形成时即给予敲击而使其消除,从而消除爬行现象,使装配得到有序控制,完成过盈配合的精确压装。
7 装置结构
本方法采用的装置如图2所示。
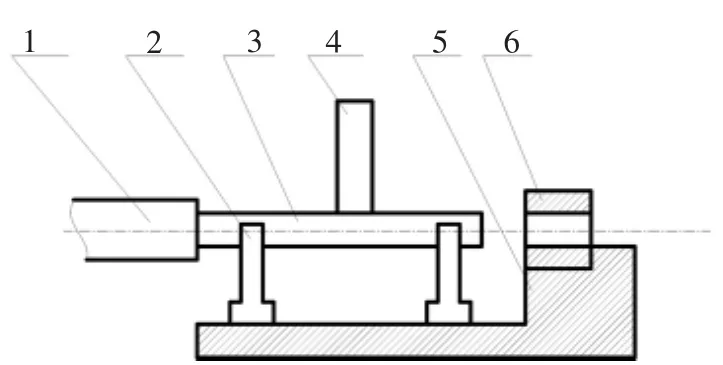
图2 装置结构图
该装置包括一个基座,基座的一端固定两个用于支撑内套件的支撑装置,支撑装置可采用能够限制内套件周向方向运动而不会限制轴向方向运动的夹具,基座另一端固定安装外套件,外套件和内套件顺装配方向正对设置。在内套件背离外套件的一端设置压力设备对内套件施压进行装配。装配过程中从支撑装置的上方采用气锤反复敲击,消除爬行现象。另外,具体实施时,当过盈量一定的情况下,气锤敲击的力越大则每次敲击所完成的装配行程越大,所以在装配过程中,装配快完成时,可以对装配长度尺寸进行实时检测,根据检测到的装配尺寸剩余长度,逐渐控制提高敲击频率并降低敲击力度,直至检测到的装配尺寸合格。这样可以进一步提高装配精度控制。
8 结论
本文所述方法可有效消除爬行现象,提高细长零件在长度方向的装配尺寸精度要求,使长度方向精度尺寸得到保证。经具体实验验证,采用本方法在长度方向的压装精度可以控制在0.05mm以内,同时本方法还具有实施便捷,降低劳动强度,提高生产效率等优点。
[1]中国机械工程学会.中国机械设计大典[M].南昌:江西科学技术出版社,2002.
[2]成大先.机械设计手册[M].第5版.北京:化学工业出版社,2010.
[3]钱继锋.热加工工艺基础[M].北京:北京大学出版社,2006.
[4]李妙玲,阎明印,王 凡.冷装技术在机器装备中的应用[J].起重运输机械,2005,(7):56-58.
[5]刘旭华.角度偏差对过盈接触强度的影响[J].机械研究与应用,2006,(2).
猜你喜欢
减速顶与调速技术(2021年3期)2021-03-09 03:14:56
山东农业大学学报(自然科学版)(2020年6期)2021-01-09 12:30:14
装备制造技术(2020年3期)2020-12-25 05:22:34
机电信息(2020年33期)2020-11-29 14:05:56
山东陶瓷(2020年5期)2020-03-19 01:35:36
商周刊(2017年5期)2017-08-22 03:35:13
中国照明(2016年5期)2016-06-15 20:30:13
少儿科学周刊·少年版(2015年2期)2015-07-07 21:57:23
制造技术与机床(2015年10期)2015-04-09 07:05:40
快乐作文·低年级(2015年1期)2015-03-26 16:46:22
