
含锡抑硫浮锌尾矿FS活化浮硫试验
2018-01-18 06:45张希哲葛英勇朱国庆武汉理工大学资源与环境工程学院湖北武汉430070和静县备战矿业有限公司新疆和静84300
金属矿山 2018年1期
张希哲 葛英勇 刘 智 刘 鸣 孟 雨 朱国庆(.武汉理工大学资源与环境工程学院,湖北 武汉 430070;.和静县备战矿业有限公司,新疆 和静 84300)
锡是重要的战略资源,也是我国的优势资源,矿产集中区为云南和广西,约占全国总资源量的2/5。锡的应用领域十分广泛,在食品、轻工业、机械制造、电气、半导体、航天航空、原子能等行业都有应用[1-9]。
我国锡矿资源虽然十分丰富,但普遍具有品位低、杂质含量高的特点,因此,研究高效的分选工艺和药剂制度对实现精品战略非常有意义。
云南某锡矿选矿厂在选矿过程中以硫酸为主要的脱硫活化剂,但硫酸的使用不仅腐蚀搅拌桶、浮选机等矿浆存储及输送设备,而且还会释放有毒的硫化氢气体,造成环境污染。武汉理工大学相关课题组针对该矿石,研制出一种替代硫酸的新型活化剂FS,与硫酸铜组合对现场抑硫浮锌尾矿进行了浮选脱硫试验。
1 试 样
试样为云南某锡矿选矿厂的抑硫浮锌尾矿,硫、锡等矿物单体解离程度较好,锡主要以锡石的形式存在,硫主要以磁黄铁矿和黄铁矿形式存在。
2 试验结果和讨论
2.1 试样脱硫粗选条件试验
试样脱硫粗选条件试验采用1次粗选流程。
2.1.1 硫活化剂种类试验
由于试样中的硫在浮锌时被抑制,因此浮选脱硫前需先进行活化。合适活化剂选择试验固定捕收剂丁基黄药用量为200 g/t,起泡剂2#油用量为30 g/t,试验结果见表1。
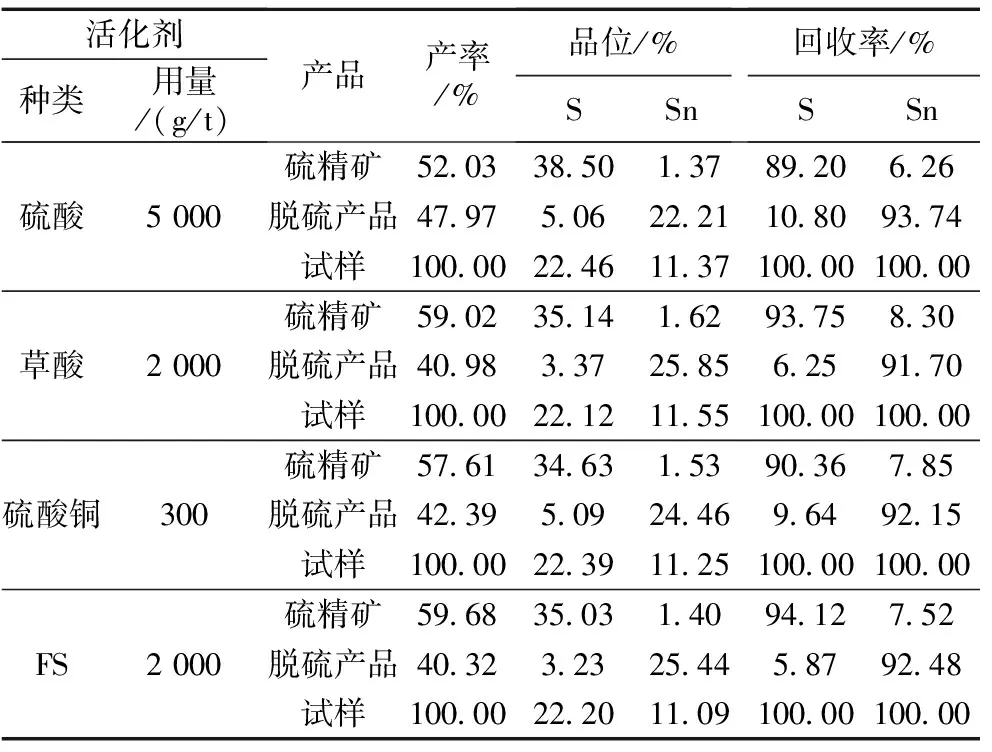
表1 活化剂种类试验结果Table 1 Type test results of activator
由表1可知,以FS为硫活化剂,硫精矿硫回收率最高,锡回收率较低,脱硫产品硫含量最低,即FS对硫的活化效果最好。因此,后续试验将以FS为硫活化剂。
2.1.2 FS用量试验
FS用量试验的丁基黄药用量为200 g/t,2#油用量为30 g/t,试验结果见表2。
由表2可知,随着FS用量的增加,硫精矿硫回收率先显著升高,达到2 000 g/t后上升缓慢;脱硫产品硫品位先显著下降,达到2 000 g/t后降幅趋缓;硫精矿锡回收率呈缓慢上升趋势。综合考虑,确定脱硫粗选FS用量为2 000 g/t。
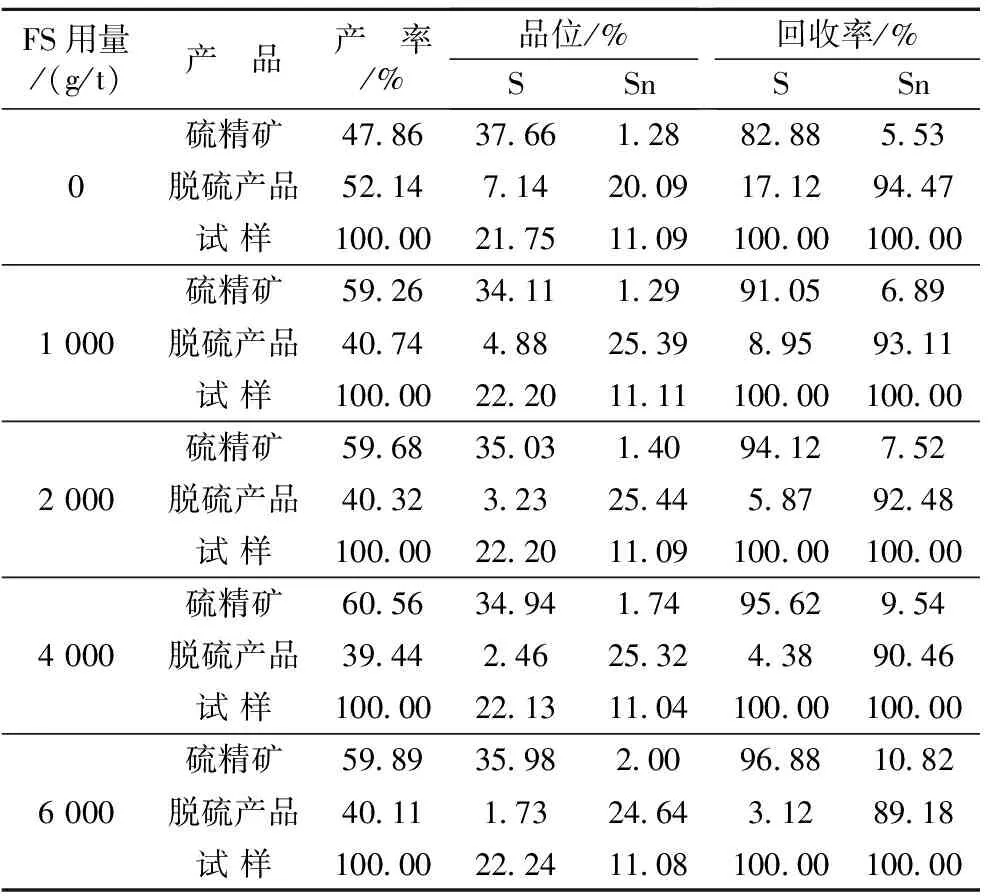
表2 FS用量试验结果Table 2 Dosage test results of FS
2.1.3 活化效果调优试验
为了降低FS用量,并尽可能获得好的脱硫效果,减少锡的损失,进行活化剂调优试验。试验将FS与硫酸铜进行组合,该试验的丁基黄药用量为200 g/t,2#油用量为30 g/t,试验结果见表3。
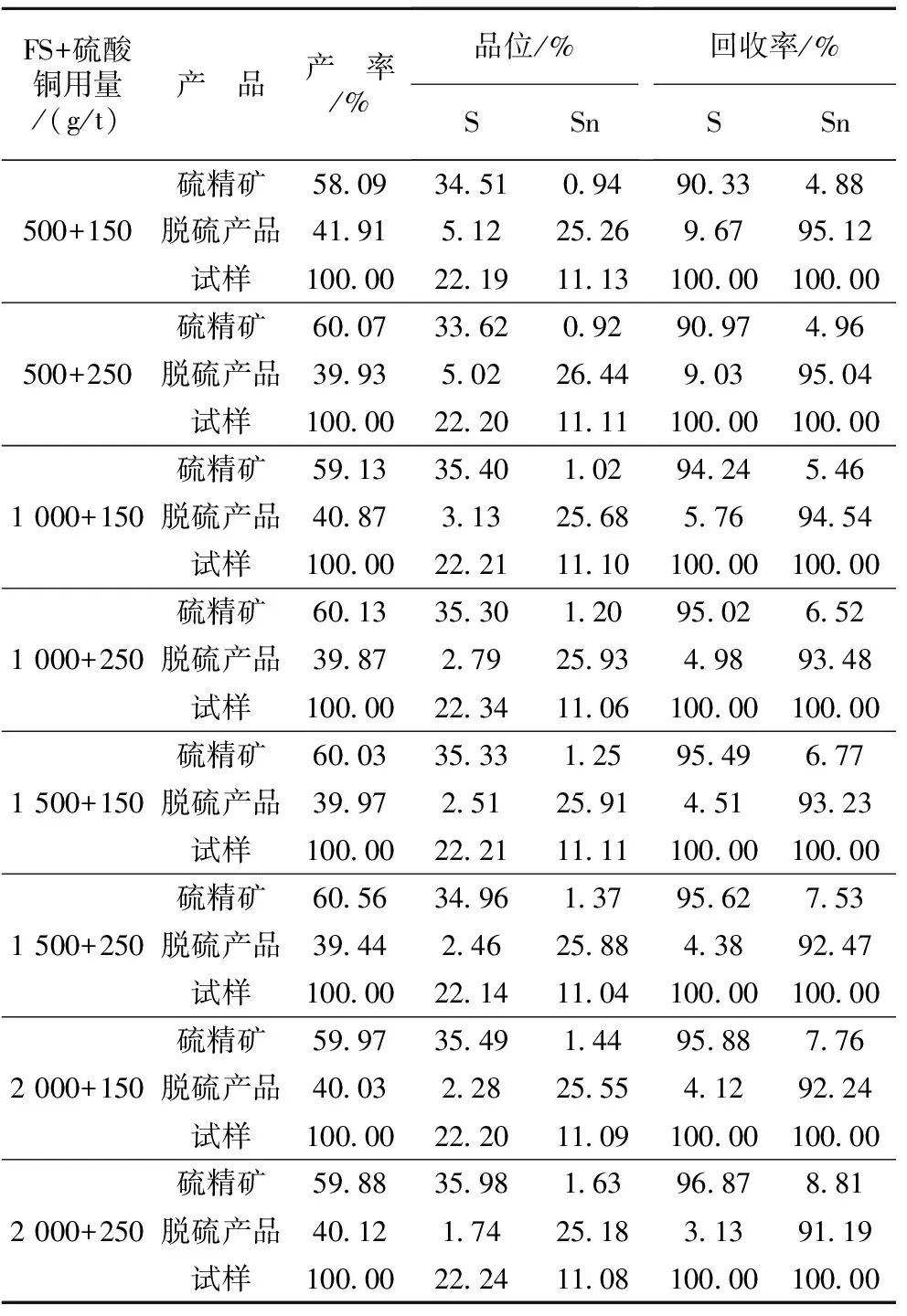
表3 活化效果调优试验结果Table 3 Optimizing test results of activation effect
由表3可知,FS+硫酸铜用量从500+150增加至1 000+150 g/t,硫精矿硫回收率明显上升,锡回收率上升缓慢,脱硫产品硫含量显著下降;继续增大FS+硫酸铜用量,硫精矿硫回收率升幅趋缓,锡回收率上升加速,脱硫产品硫含量呈下降趋缓。综合考虑,确定脱硫粗选FS+硫酸铜用量为1 000+150 g/t。
2.2 开路试验
以粗选条件试验结果为基础进行了开路试验,试验流程见图1,结果见表4。

图1 开路试验流程Fig.1 Opened-circuit test process

表4 开路试验结果Table 4 Results of opened-circuit tests %
由表4可知,采用1粗1精1扫流程处理试样,脱硫产品硫含量可将至0.55%,锡品位达29.50%、锡回收率达93.18%,脱硫效果良好。
2.3 闭路试验
以图1流程为基础进行闭路试验,试验流程见图2,结果见表5。
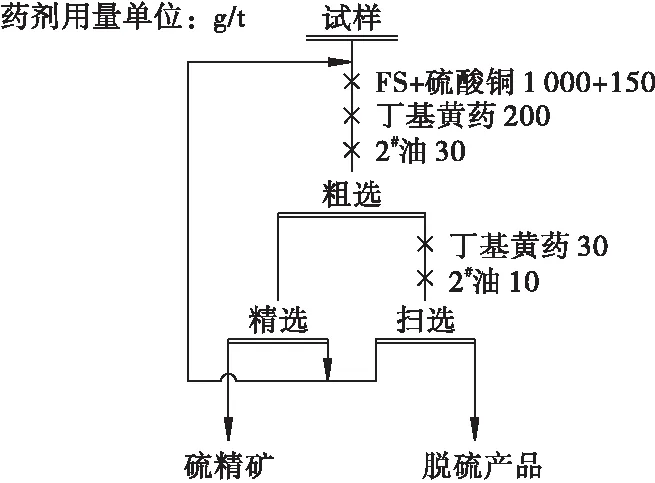
图2 闭路试验流程Fig.2 Closed-circuit test process
由表5可知,采用图2所示的流程处理试样,可获得硫品位为36.57%、含锡0.60%、硫回收率为97.76%的硫精矿,以及锡品位为25.66%、含硫1.10%、锡回收率为97.03%的脱硫产品,较好地实现了硫锡分离。
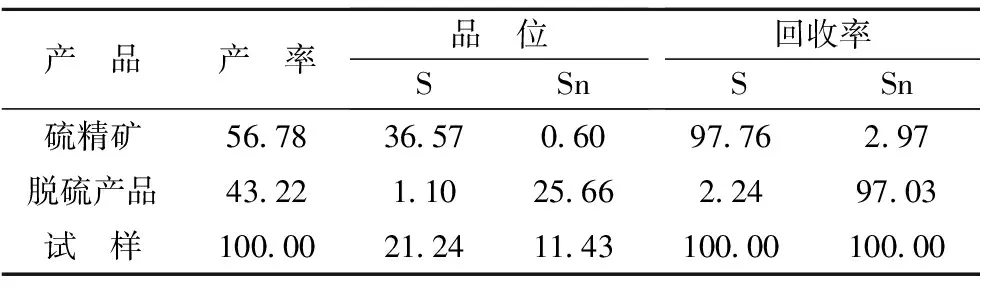
表5 闭路试验结果Table 5 Results of closed-circuit tests %
3 结 论
(1)云南某锡矿石中的主要有用元素为锡、锌、硫。选矿厂对抑硫浮锌尾矿采用硫酸活化浮硫工艺处理。硫酸的添加不仅腐蚀搅拌桶、浮选机等矿浆存储及输送设备,而且与矿物作用还会释放有毒的硫化氢气体,造成环境污染。为此,武汉理工大学相关课题组有针对性地研制出一种新型药剂FS,可替代硫酸活化现场被抑制的硫。
(2)试验以云南某锡矿选矿厂抑硫浮锌尾矿为试样进行了脱硫工艺条件研究。由于试样中硫、锡等矿物单体解离程度较好,锡主要以锡石的形式存在,硫主要以磁黄铁矿和黄铁矿形式存在,因此,直接对试样进行了脱硫试验。试验结果表明,硫、锡品位分别为21.24%、11.43%的试样,以FS+硫酸铜为活化剂,丁基黄药为捕收剂,2#油为起泡剂,经1粗1精1扫闭路流程处理,可获得硫品位为36.57%、含锡0.60%、硫回收率为97.76%的硫精矿,以及锡品位为25.66%、含硫1.10%、锡回收率为97.03%的脱硫产品,较好地实现了硫锡分离。
(3)新型药剂FS+硫酸铜替代硫酸对硫进行活化,不仅解决了设备腐蚀问题,而且降低了药剂消耗,消除了使用硫酸产生的硫化氢气体对环境的污染。
[1] 姚 远.南岭镁质及钙质矽卡岩型锡多金属成矿作用研究[D].南京:南京大学,2013.
Yao Yuan.Magnesian and Calcic Skarn Type Tin-polymetallic Mineralization in the Nanling Range[D].Nanjing:Nanjing University,2013.
[2] 徐阳宝.锡石多金属硫化矿选矿工艺及机理研究[D].长沙:中南大学,2012.
Xu Yangbao.Mineral Processing Technology and Theory Research on Tin Polymetallic Sulfide ore[D].Changsha:Central South University,2012.
[3] 李宏建,李新冬.国内外锡选矿进展[J].中国矿山工程,2006(10):22-25.
Li Hongjian,Li Xindong.Domestic and foreign tin dressing progress[J].China Mine Engineering,2006(10):22-25.
[4] 吕中海,胡卫波,张 俊,等.锡矿石选矿工艺研究现状与进展[J].现代矿业,2009(10):19-22.
Lu Zhonghai,Hu Weibo,Zhang Jun,et al.Study status and progress of tin ore dressing process[J].Modern Mining,2009(10):19-22.
[5] 刘玫华,刘四清.锡选矿及提高其回收率的工艺方法探讨[J].云南冶金,2009(5):19-21.
Liu Meihua,Liu Siqing.Discussion on process method of tin ore-dressing and its recovery enhancing[J].Yunnan Metallurgy,2009(5):19-21.
[6] 孙 伟,张 英,覃武林,等.被石灰抑制的黄铁矿的活化浮选机理[J].中南大学学报:自然科学版,2010(3):813-818.
Sun Wei,Zhang Ying,Qin Wulin,et al.Activated flotation of pyrite once depressed by lime[J].Journal of Central South University:Science and Technology,2010(3):813-818.
[7] Angadi S I,Sreenivas T,Jeon H S,et al.Areview of cassiterite beneficiation fundamentals and plant practices[J].Minerals Engineering,2015(3):178-200.
[8] Qin W Q,Wang P P,Ren L Y,et al.Effect of matching relationship between particles and bubbles on the flotation of fine cassiterite[J].Journal of China University of Mining & Technology,2012(3):10-15.
[9] Woods R.Electrochemical potential controlling flotation[J].International Journal of Mineral Processing,2015(1):151-162.
猜你喜欢
石油学报(石油加工)(2022年6期)2022-11-16
新农业(2022年17期)2022-09-15
上海计量测试(2021年3期)2021-07-13
渔业致富指南(2019年17期)2019-01-06
中国海上油气(2018年4期)2018-09-11
中国有色金属学报(2018年2期)2018-03-26
中国资源综合利用(2017年1期)2018-01-22
中国糖料(2016年1期)2016-12-01
中国资源综合利用(2016年9期)2016-01-22
中国资源综合利用(2016年12期)2016-01-22
