半自动直线电弧焊焊接运条训练辅具设计
2018-01-08 06:51:30李海龙梁存真赵旭
河南科技 2017年21期
李海龙 梁存真 赵旭
(郑州大学机械工程学院,河南 郑州 450001)
半自动直线电弧焊焊接运条训练辅具设计
李海龙 梁存真 赵旭
(郑州大学机械工程学院,河南 郑州 450001)
半自动直线电弧焊焊接运条训练辅具,可供参加工程训练实习的在校学生或从事焊接工作的初级操作人员使用。本文在分析半自动直线电弧焊焊接运条训练辅具设计原理的基础上,探讨技术方案,并阐述应用范围,以期能为相关人员提供参考。
电弧焊;训练辅具;半自动化
使用电弧焊进行焊接操作时,需要使夹持焊条的焊钳横向平移和垂向下降运动相互配合,既要使焊条在焊接表面的运动速度基本保持不变,又要使焊条的消耗速度保持均匀,这样才能焊出合格、美观的焊缝。使用者进行焊接操作时,合理、稳定的运条动作是保证焊缝质量合格的关键。
采用全手工运条方式,在进行较为复杂的焊接操作时具有更大的灵活性,但同时对使用者的技术水平要求相对较高[1]。当焊接操作为单一工作场景(如直线焊接)时,采用手工运条同样要求使用者具有较高的操作水平,但这会造成人力资源浪费,导致焊接工作效率较低。
1 设计原理
针对全手工焊接方式在单一场景(直线焊接)操作中存在的问题,本文描述了一种半自动直线电弧焊焊接运条训练辅具装置(以下简称运条训练辅具或装置),装置上安装有调速电机,为装置运动提供动力,使焊接时焊钳的横向平移和纵向下降运动在电机的匀速驱动下完成,达到运动速度基本恒定的目的。进行直线焊接时,焊钳的横向和纵向移动均为匀速运动,所以上述两个运动的合运动也是匀速直线运动。在装置上安装一直线导轨,在焊接过程中,该导轨和待焊直线保持一定角度,并将焊钳安装在导轨滑块机构上,通过传动机构,电机即可驱动滑块在导轨上移动,使焊钳的横向和纵向移动能互相联动。装置上安装的直线导轨角度可调,通过调节导轨角度改变焊钳横向运动和纵向运动的联动关系。装置采用调速电机,可调节滑块在导轨上的运行速度,通过对导轨角度和电机转速的调节,使该装置能满足不同规格焊条或焊缝的焊接需要。
2 技术方案
2.1 基本组成
依据前述原理设计的运条训练辅具由支撑立柱组件、角度可调直线导轨组件、电机及其控制装置、焊钳吊架及其传动机构和带导向销的焊钳五部分组成,如图1所示。
2.2 支撑立柱组件
支撑立柱组件包括U型夹和支撑立柱,U型夹安装在支撑立柱下端,用于将立柱夹紧在电焊平台上。U型夹上设置有调整螺栓,可将其上方安装的立柱调整至和电焊平台工作表面垂直并固定支撑立柱组件的位置;立柱上方安装电机调速器,靠近立柱上下两端,在立柱上设置有出线口,用于通过电缆;立柱上有可移动支座,能在立柱上滑动,支座上安装有锁紧螺钉,用于固定调整完毕后的支座位置,支座还通过转轴和联结板连接了直线导轨组件的联结板。
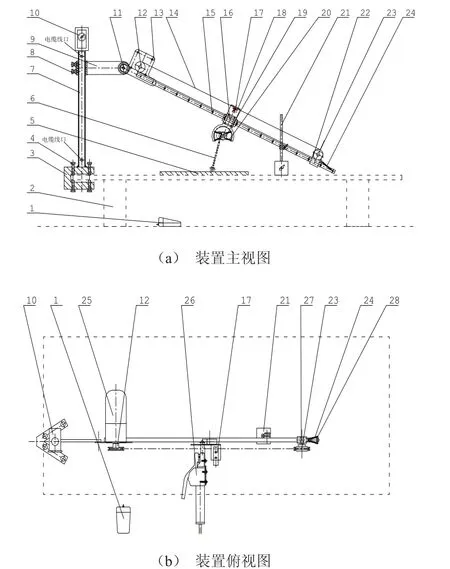
图1 焊接训练辅具组成图
2.3 角度可调直线导轨组件
直线导轨一端通过联结板和转轴销安装在可移动支座上,使直线导轨组件可围绕该转动副在一定角度内转动,从而调整直线导轨与电焊平台工作面的角度。转动副上设置有角度刻度盘,联结板安装在转轴上,可围绕转轴转动。联结板另一端安装有直线导轨,驱动电机也安装在联结板上。直线导轨的另一端设置有磁性表,通过在磁性表立柱上安装的卡扣,将直线导轨另一端连接在磁性表上,通过调整卡扣高度与前述立柱上安装的可移动支座配合调整直线导轨角度,磁性表底座吸附于电焊平台工作面,通过磁性固定其位置。
2.4 电机及其控制装置
电机及其控制装置用于为装置运动提供动力。电机安装在联结板上,通过线缆与立柱上方安装的电机调速器连接,可实时调整电机转速,从而改变电机驱动的滑块在直线导轨上的移动速度。调速器电缆穿过立柱后,连接了电动机脚踏开关,可控制电机启停。
2.5 焊钳吊架及其传动机构
直线导轨上安装有焊钳吊架及其传动机构,焊钳吊架上的滑块可沿直线导轨滑动,滑动的驱动力由驱动电机提供,电机转轴上安装有主动带轮,在直线导轨另一端安装有被动带轮座,座上安装被动带轮,环形皮带安装在两个带轮上,焊钳吊架上有皮带夹,当皮带夹夹紧皮带,即可在皮带的带动下,使焊钳吊架在直线导轨上移动,移动速度可通过调整电机转速控制,被动带轮上有张紧弹簧,使皮带始终保持张紧状态。皮带夹结构如图2所示。
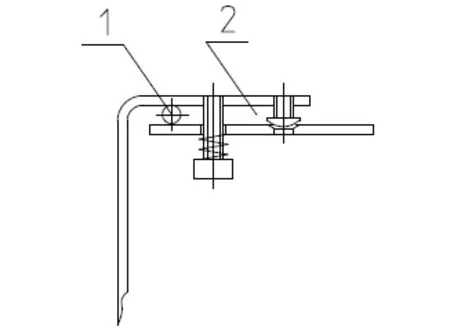
图2 皮带夹结构示意图
2.6 带导向销的焊钳
焊钳通过吊环和吊架弹簧与焊钳吊架连接,焊钳头部安装有焊钳导向销,焊钳导向销穿过吊环,在调整好焊条焊接角度后,通过吊环上安装的紧定螺钉将焊钳固定,吊环轴向安装四个吊架弹簧,使吊环连接到吊架上,在弹簧弹力作用下,既能使焊钳在运条过程中比手工运条稳定,并能根据焊接情况使焊钳在吊架上进行小幅调整,使用者可根据焊接情况对焊接位置、焊条角度、焊接路线进行微调,也能使装置适应焊工的不同操作手法[2]。带导向销的焊钳结构如图3所示。
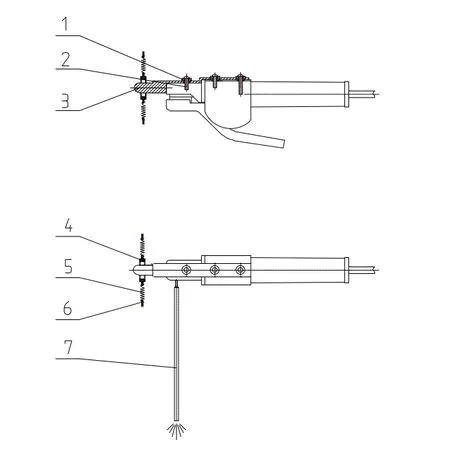
图3 带导向销的焊钳结构示意图
3 安装与使用
3.1 安装与调整
调整并锁紧U型夹调整螺栓使支撑立柱处于铅垂位置,调整并锁紧紧定螺栓,使带刻度盘的可移动支座处于合适高度,调整并锁紧转轴销、磁性表座,使直线导轨处于合理斜度,其偏转角度依据可移动支座上的刻度盘确定;打开电动机脚踏开关并调整电机调速器使调速电机至合适的转速驱动环形皮带运动,应用皮带夹夹持环形皮带使吊环在运动组件上沿直线导轨随动,将带焊钳导向销的焊钳置入吊环中随动运条;工作运动方向从直线导轨的左上方运动到右下方。
3.2 操作步骤
松开皮带夹手动滑移运动组件部分至右上方后夹紧皮带夹,夹持焊条—将带焊钳导向销的焊钳插入吊环—焊条起弧—踏下脚踏开关—电机运转—随动运条—至尾端收弧—关闭脚踏开关—松开皮带夹手动滑移运动组件部分至右上方待下次运条—脱出带焊钳导向销的焊钳—更换焊条待下次运条。
4 应用范围
本运条训练辅具主要用于平焊操作,适用的焊缝形式主要为对接焊缝和搭接焊缝,若进行适当适应性改造,也可用于其他焊缝施焊位置及焊缝连接形式。
5 结束语
运条训练辅具通过仿照标准的直线焊接运条动作,使用者在辅具的运动约束下,运条动作更加贴近理想的运动情况,能更加方便、快捷地进行直线焊接,焊出合格、美观的焊缝。
本装置结构紧凑,通过调节直线导轨角度和电机转速可以满足不同规格焊条或焊缝的焊接需要。另外,使用者容易掌握本装置,特别适合焊接初学者操作使用,同时本装置制造工艺技术简单,便于推广应用。
[1] 刘家发.焊接手册[M].北京:机械工业出版社,2007.
[2] 张晓东,王兴华.几种施焊手法对管道钨极氩弧焊焊接质量的影响[J].焊接,2017(2):36-39.
Designof Training Device for Semi-automatic Linear Welding
Li HailongLiang CunzhenZhao Xu
(College of Mechanical Engineering,ZhengZhou University,ZhengZhou Henan 450001)
Training devices for semi-automatic linear welding,are used for internship students participated in engineering training and beginners with less welding experience.Based on the analysis of semi automat⁃ic linear electric arc welding operation training auxiliary design principle,to explore the technical scheme,and expounded the application scope,in order to provide reference for the related personnel.
arc welding;training device;semi automation
TG931
A
1003-5168(2017)11-0053-03
2017-10-09
李海龙(1970-),男,大专,高级工程师,研究方向:机械制造工艺学、焊接技术。
梁存真(1978-),男,硕士,讲师,研究方向:机械设计、滑动轴承技术。
猜你喜欢
湘潮(上半月)(2023年5期)2023-06-14 05:42:42
消费导刊(2020年25期)2021-01-27 11:54:16
北京广播电视报(2019年21期)2019-09-02 13:10:16
汽车实用技术(2019年3期)2019-03-05 04:01:12
经济技术协作信息(2018年22期)2019-01-19 03:00:20
制造技术与机床(2018年12期)2018-12-23 02:41:02
制造技术与机床(2017年8期)2017-11-27 02:09:58
焊接(2015年10期)2015-07-18 11:04:48
汽车零部件(2015年5期)2015-03-24 09:11:48
中国机械(2014年13期)2014-04-29 00:44:03