
Recovery of Apatite from Slimes of A Brazilian Phosphate Ore
2018-01-03 05:25MATIOLOElvesCOUTOHudsonJeanBianquiniTEIXEIRAMichelleFernandadeLiraFREITASAmandaSoaresdeALMEIDARenataNigride
武汉工程大学学报 2017年6期
MATIOLO Elves,COUTO Hudson Jean Bianquini,TEIXEIRA Michelle Fernanda de Lira,FREITAS Amanda Soares de,ALMEIDA Renata Nigri de
1.Centro de Tecnologia Mineral(CETEM/MCTIC),RJ 21941-908,Brazil;
2.Copebras-CMOC International,GO 75701-970,Brazil
Recovery of Apatite from Slimes of A Brazilian Phosphate Ore
MATIOLO Elves1,COUTO Hudson Jean Bianquini1,TEIXEIRA Michelle Fernanda de Lira2,FREITAS Amanda Soares de1,ALMEIDA Renata Nigri de1
1.Centro de Tecnologia Mineral(CETEM/MCTIC),RJ 21941-908,Brazil;
2.Copebras-CMOC International,GO 75701-970,Brazil
In general terms,the flowsheet applied to apatite concentration in Brazilian phosphate industry plants involves grinding;classification in coarse and fines fractions;magnetic separation(low and high intensity);desliming to remove particles < 10 μm;barite flotation and apatite flotation.This work shows the results obtained in a study of apatite concentration from a slime sample provided by the industrial phosphate ore plant of the Copebras(China Molybdenum-CMOC International),located at Catalão(Goias state,Brazil).The feed sample containing 13.2%of P2O5;14.0%of CaO;19.7%of SiO2and 27.7%of Fe2O3,which corresponds to 32%of apatite,25%of goethite,quartz(18%)and gorceixite(5.2%).Particle size characterization showed that the characteristic diameters(D32,D10,D50and D90)were respectively 2.6 μm,1.0 μm,5.7 μm and 25 μm.Considering the flowsheet with desliming in hydrocyclones(40 mm)in two stages,followed by apatite flotation in columns,it was obtained a final concentrate with 35.6%P2O5and main impurities Fe2O3and SiO2around 4.0%and 5.1%respectively.Taking into account the mass and metallurgical balances of the desliming and flotation,the overall mass recovery was around 11%and the P2O5recovery was 30%.
apatite;flotation;slimes;column flotation
Desliming operation with the objective to remove particles less than 20 μm is a common industrial practice in the beneficiation of some kinds of ores,for instance,niobium ores,iron ores and phosphate ores[1-10].The reason for separate the slimes fraction of the ore from the coarse particles is correlated to avoid the deleterious effects that ultrafines particles causes on the flotation performance.The difficulty in treatment of ultrafines particles is related to the small mass of these particles,high superficial area and high superficial energy,beyond the fact that usually the slimes fraction presents a large amount of clay minerals,which also causes a strong effect on flotation process.These characteristics leads a low particle/bubble collision efficiency,high reagents consumption,slime coating,high pulp viscosity,difficulty in overcoming the energy barrier between particle and particle and particle and bubble and rigidity of froth[11-13].
Desliming operation to discharge the ultrafines particles less than 20 μm prior to concentration by flotation is a common practice on the phosphate ores beneficiationsplants,including those thattreats sedimentary and igneous ores.Several studies report results from characterization studies and process development focused on concentrate phosphate minerals from slimes fraction of sedimentary and igneous ores[6-8,10,14].
Zhang and Bogan[6]collected and characterized thirty phosphatic clay(slimes)from four operating plants in Florida in orderto identify feasible techniques for recovering of phosphate values.The studies showed that the mainly characteristics of the slimes are the high content of clay minerals;ultrafine particle size(35%-50%below 1 μm)and the nearly distribution of phosphate among the different size fractions.From the process point on view,the authors suggested that sizing test using 6-inch hydrocyclone showed good results,generating and underflow with particles > 10 μm with 18%P2O5,0.5%MgO and 3.3%Al2O3.Preliminary separations tests indicates that the most viable approaches seem to be selective flocculation,sizing followed by flotation and perhaps bioleaching.
Teague and Mollback[10]presents results of a method of beneficiation of ultrafine phosphate which allows the recovery of phosphate particles less than 20 μm up to 80% of the feed.The process uses conditioning with reagentsatleast70% solids content and flotation with Jameson cells in a rougher,scavenger,cleaner configuration to recover at least 80%P2O5at a grade of 32%.
The Brazilian phosphate industry has a long-term tradition in beneficiation of weathering igneous phosphate ores.The typical flowsheet applied involves grinding;classification in coarse and fines fractions;magnetic separation(low and high intensity);desliming to remove particles<10 μm;barite flotation and apatite flotation.The flotation machines used in the circuits are mechanical cells to coarse fraction(d50≈70 μm)and flotation columns to fine fractions(d50≈20 μm).An exception of this rule is the industrial plant located at Araxá(MG)that treat both fraction,coarse and fines using columns on the flotation circuit.In terms of flotation reagents,fatty acids are saponified with NaOH to produce soluble soaps that act as apatite collector. Corn starches with different size distributions are employed as gangue depressant[15].
Regarding to production of phosphate concentrates from slimes,Guimarães and Peres[7-8]resume the Brazilian industrial experience in beneficiation of the material with particle size<44 μm.The first industrial application was in Araxá concentrator in the beginning of 80's in a circuit consisting of desliming in 40 mm hydrocyclones and apatite flotation in column machines.Corn starch and fatty acids being utilized as reagents.The concept of this process was expanded to other Brazilian plants located in Catalão(Goias state),Tapira(Minas Gerais state)and Cajati(São Paulo state)are still in the 90's.It is estimated that the apatite concentrate from slimesrepresents11% to 13% ofthe overall production.
This work showed the results obtained with a slime sample collected from the plant of the Copebras(CMOC International)that process the phosphate ore from the mine located at Catalão,Goias state,Brazil.The flowsheet involves desliming in hydrocyclones in two stages,followed by apatite flotation in columns.The results include a comparison of the flotation performance between different size columns size for rougher flotation,one with 3″in diameter(2 meters in height)and the other one with 4″in diameter and 7 meters in height.
1 Experimental
1.1 Ore sample
The slime sample wascollected from the overflow of the hydrocyclones,a stage at where the material is discharged in the tailings dam.It was collected around 10 tons(dry basis)of the slime in pulp content 16%solids in weight.The pulp was storage in containers with 1 m3and it was send 44 of these containers to CETEM in Rio de Janeiro.Fig.1 shows the operation of the sample discharge in CETEM.

Fig.1 Sample discharge in CETEM to apatite concentration studies
The sample characterization includes:chemical characterization (global sample); mineralogical characterization,Rietveld Method(global sample);particle size distribution; specific gravity determination.
The chemical analyses were carried out using X ray-fluorescence technique and the mineralogical characterization was carried out using X ray-diffraction technique associated with Rietveld refinement to identification and quantification of mineral species.The particle size distribution was determined by the laser diffraction technique using a Malvern Master sizer particle size analyzer and the specificgravitywasdetermined bygasHelium pycnometry technique.
1.2 Reagents
Soybean oil soap was used as the collector of apatite obtained after saponification of the soybean oil for a period of 15 minutes with an fatty acid/NaOH ratio of 5∶1.Gelatinized corn starch was used as the gangue mineral depressant with a starch/NaOH ratio of 4∶1 and a reaction time of 10 minutes at 20%solids by weight.Both reagents were prepared with a 1%concentration of distilled water.For pH adjustment,a 10%NaOH solution was used.The tap water supply from the city of Rio de Janeiro was used to attain the correct percentage of pulp solids.Tab.1 shows the reagents,its applications and dosages in apatite flotation.

Tab.1 Reagents,their applications and dosages in apatite flotation
1.3 Desliming
Each container containing 1 m3of the slime sample was connected to a vertical pump with a system that allows pulp recirculation to the container and also to a tank with 3.6 m3[Fig.2(a)].In this 3.6 m3tank,water was added to adjust the solids containing in the pulp to around 8%,which represent the solids to the feed of the desliming stage.From the storage tank, the pulp was pumped to the hydrocyclone apparatus[Fig.2(b)].The desliming was carried out in two stages,where the underflow from the first stage feed the second stage.The underflow flow of the second stage feed the apatite flotation and the overflow from the both stages were discharge as tailings.The hydrocyclone used was supplied by Weir Minerals.The apex finder was 7 mm in the first stage and 5.5 mm in the second stage.In both stages the vortex finder was 10 mm.

Fig.2 Sample preparation to(a)feed the desliming stage and(b)apparatus with the microcyclone
1.4 Rougher flotation studies (3 Inches diameter column flotation)
The rougher apatite flotation tests were carried out in a laboratory column with an internal diameter of 3 inches,a height of 2.0 m,and an effective volume of 6.8 L,consisting of three adjustable modules.The pulp with 35%-36%solids by weight was conditioned in four flotation cells at the Mini Pilot Plant(MPP-Supplied by Eriez),being two for depressant(gelatinized corn starch)and the other two for soybean oil soap as the collector.The average residence time in conditioning was around 8 minutes for both,the collector and depressant.The pH was adjusted using NaOH in 9.5.After conditioning,the pulp was diluted to 20%solids by weight and it was fed straight to the column.The height of the froth layer was set at 30 cm,and it was controlled by varying the tailings discharge flowrate. The superficial velocity of the feed flow was set at 0.66 cm/s,the air was set at 0.49 cm/s and the wash water was 0.3 cm/s.After flotation runs around 60 minutes,the sample from the concentrate and tailings was collected for 10 minutes.The samples were flocculated,oven dried at 100℃for 12 hours,and then separated in aliquots for chemical analysis.The effects that the collector and depressant dosages had on the mass recovery,P2O5recoveries,P2O5grade and impurity levels(Fe2O3and SiO2)were evaluated.Fig.3 shows the column flotation applied to the rougher flotation studies.

Fig.3 Column flotation(3 inches diameter)applied to the apatite rougher flotation tests
1.5 Rougher/Cleaner apatite flotation studies(2″and 4″diameter column)
The rougher/cleaner flotation trials were performed using a column with an internal diameter of 4 inches,a height of 7.0 m,and an effective volume of approximately 46 L,composed of acrylic modules joined by flanges for rougher stage.The froth obtained in the rougher feed the cleaner stage that was carried out in a column flotation with 2 inches in diameter and 7.0 m height(13 L volume).The rougher and cleaner tailings streams were final discharge as final tailings.The pulp was conditioned with gelatinized corn starch and the pH was adjusted(9.5)with NaOH and subsequently conditioned with soybean oil soap in two cylindrical tanks.After conditioning,the pulp was diluted to 20%of solids by weight and fed at 1.26 meters from the top of the rougher column.The froth obtained in rougher feed the cleaner and both tailings were discharge as final tailings.
Bubbles were generated with controlled pressure and flow via a forced air passage in a porous pipe at the base of the column.The pulp/froth interface was controlled by a level sensor that was attached to the tailings pump.After reaching the stationary stage,product samples of the rougher and cleaner tailings and cleaner concentrate were collected,flocculated,and dried in an oven for 24 hours at 80℃.Then,the samples were weighed,disaggregated,and separated in aliquots for chemical analysis by X-ray fluorescence spectroscopy to determine metallurgicalbalance.The effectof collectorand depressantdosages on mass and metallurgical recovery of apatite,P2O5concentrate grades,and impurities(Fe2O3and SiO2)contents was measured.Fig.4 shows the schematic flowsheet for the rougher/cleaner flotation tests.
2 Results and Discussion
2.1 Sample characterization
Fig.5 shows the particle size distribution of the slime sample considering the results obtained by screening and laser diffraction.The characteristics diameters D32,D10,D50and D90were respectively 2.6 μm,1.0 μm,5.7 μm and 24.7 μm.Tab.2 shows the chemical characterization results to the global sample.The P2O5grade is around 13%and CaO around 14%.In terms of the major contaminants,stands out the SiO2and Fe2O3with grades of 19.7%and 27.7%respectively.Fig.6 illustrates the results of the mineralogical characterization of the slime sample.The main mineral phases in the sample are apatite(around 33%),goethite with 26% grade content and quartz with 18%.

Fig.4 Schematic flowsheet for rougher/cleaner apatite flotation tests

Fig.5 Particle size distribution of the slime sample considering screening and laser diffraction

Tab.2 Chemical analyses of the slime sample
2.2 Desliming
The desliming studies included the evaluation of many variables,including type ofhydrocyclone(supplier),different size of apex and vortex finder and pressure of operation.Despite this extended study,only the results of the final configuration are show is this work.The mass and metallurgical balance for P2O5to the optimized condition is show at Fig.7.The final configuration of desliming stage includes two stages,with hydrocyclone at the same size(40 mm in diameter)but with different apex finder diameters and operation pressure.

Fig.6 Mineralogical composition of the slime sample
The first stage is carried out in equipment with vortex finder in 10 mm and apex finder in 7 mm and the operation pressure is 4 kgf/cm2.The feed containing 8%solids in weigh produces an underflow with 16% solids in weight and an overflow with 2%-3%solids in weight,which is discharge as final tailings.The D50of the overflow stream is around 3 μm and to underflow is 10 μm.The mass and P2O5recoveries to underflow stream are 70%and 78%respectively.It is observed and enrichment in P2O5in underflow from 13.3%at the feed to 14.8%.The P2O5in the overflow is 9.7%.
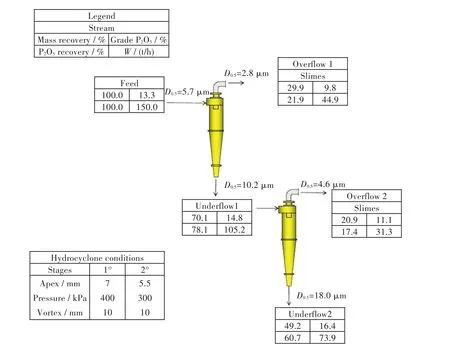
Fig.7 Mass and P2O5balance for desliming stage
The underflow of the first stage feeds the second stage that is carried out in a hydrocyclone with 40 mm in diameter,vortex finder in 10 mm and apex finder with 5.5 mm.The operation pressure is in 3 kgf/cm2.The solids containing at the overflow of the second stage is 4%-5%,D505 μm and the P2O5grade in 11%and is discharged at final tailings together with the overflow produced at the first stage.The solids content at the underflow of the second stage is 35%-36%,D50in 18 μm and the P2O5grade 16.4%.The mass and P2O5recoveries at the second stage are very similar to the first stage,reaching 70%and 77%.
The underflow obtained at the second stage feeds the conditioning circuit and after this the flotation circuit.Considering both stages,the overall mass recovery is around 50%and the P2O5recovery at 60%.
2.3 Flotation studies
This topic presents the results and discussion of the apatite flotation studiesconsidering rougher flotation in 3″diameter column with the objective to produce a final apatite concentrate(>34.5%P2O5),and also those obtained when rougher/cleaner configuration was applied.
Fig.8(a)shows the curve P2O5grade versus recovery considering apatite rougher flotation in 3″diameter flotation column.As observed,the P2O5recovery ranged from 70%to 25%with P2O5grade variation from 27% to almost38% and mass recoveries ranged from 10.5%to 45%.It is important to mention that the results obtained refer to all the tests carried out,even with the desliming condition not optimized,which had an effect on the flotation performance.The P2O5grade/recovery curves to rougher and cleaner stages are presented in Fig.8(b).All tests were carried out with the pulp after desliming in the optimized conditions.It can be observed that the results obtained in cleaner stage showed a distribution higher than the rougher.This can be explaining by the fact that cleaner flotation had more process variables tested focused on optimization of this stage.For rougher,the P2O5recoveries ranged from 85%to 40%and the variation of the P2O5grade was from 20%to 35%.For cleaner,P2O5grade and recoveries ranged from 25%to 37%and from 45%to values higher as 94%respectively.
Comparative results of the P2O5grade/recovery curve considering the rougherflotation on 3″diameter column flotation(2 meters height-5.5 kg/h solids)and 4″diameter(7 meters height-35 kg/h solids)are illustrated at Fig.9.It is observed that the trend of the results is very similar for both scales which indicates that the flotation performance on columns can be defined by test at relatively small scales.
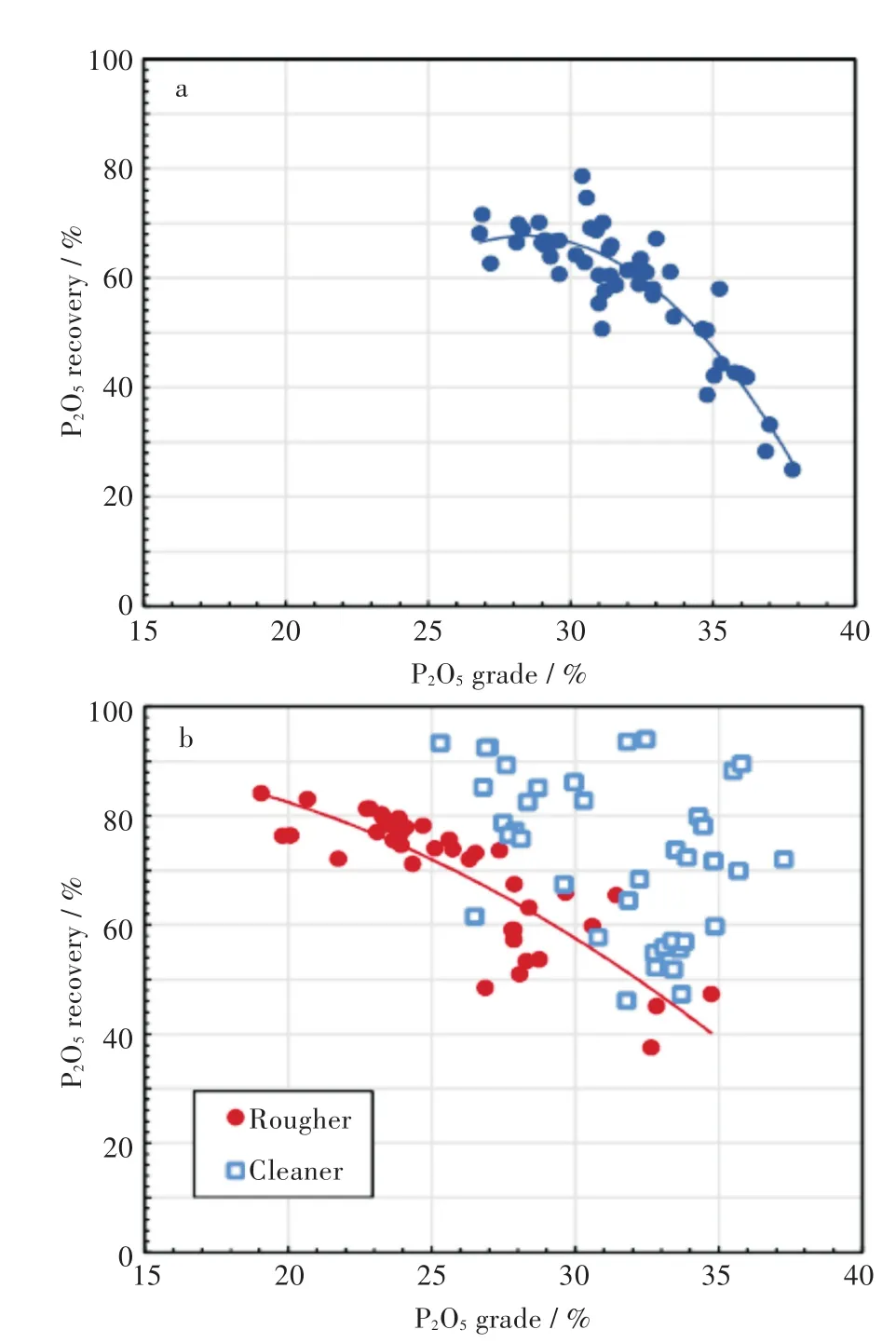
Fig.8 Curve grade/recovery of P2O5:(a)Apatite flotation in 3″diameter column flotation;(b)Apatite flotation with rougher/cleaner configuration in 4″and 2″diameter columns flotation respectively

Fig.9 Curve grade/recovery of P2O5.Comparative apatite flotation results between 3″and 4″diameter column flotationwith different heights.Rougher flotation
Fig.10 shows the effect of depressant dosage on P2O5grade and recovery considering dosages of 1 270 g/t,1 730 g/t and 2 690 g/t and collector dosage of 120 g/t,180 g/t and 240 g/t at pH 9.5.These flotation tests were carried out with the sample after desliming on the optimized conditions.From the Fig.10,it can be seen that the results(grade and recovery)improve when the depressantdosage increase from 1 230 g/t to values higher than 1 700 g/t.The apatite concentrates obtained when 2 690 g/t depressant dosage was used,showed higher P2O5grade in comparison with lowest depressant dosage.In other hand,P2O5recoveries were much lower,reached 10%minus at the same collector dosage.For dosages higher than 3 400 g/t and 120 g/t of collector was observed a lower grade ofP2O5in the concentrate.
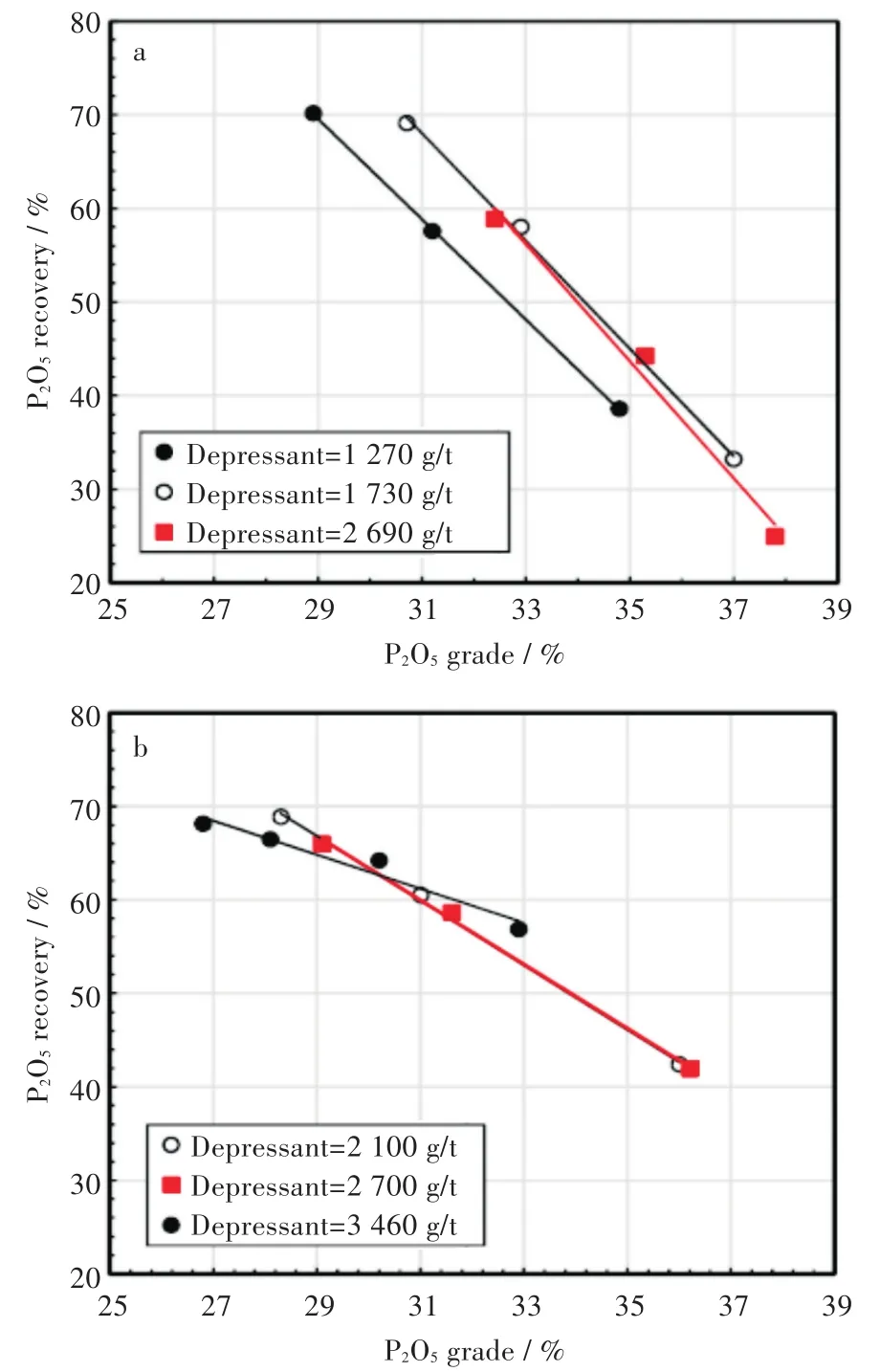
Fig.10 Effect of depressant dosage on P2O5grade/recovery:(a)Depressant dosage 1 270 g/t-2 690 g/t;(b)Depressant dosage 2 100 g/t-3 460 g/t
Fig.11 shows the relation between the P2O5grade in the final apatite concentrate and the levels of impurities Fe2O3and SiO2.Considering the P2O5grade range from 27%to 37%,it can be observed that the SiO2grade is always higher than the Fe2O3.To P2O5grade in 27%,the SiO2contentin concentrate is around 18%and Fe2O310%.To the P2O5grade around 35%,the Fe2O3content in the concentrate is 4%and to SiO2the values reached is around 6%.These results indicates that the mainly contamination of the apatite concentrate it will be caused by the SiO2bearing minerals.

Fig.11 Relation between(a)the P2O5grade in the final apatite concentrate with teor and(b)the levels of impurities Fe2O3and SiO2
Tab.3 shows a resume of the best results achieved in apatite rougher flotation at 3″diameter column flotation.Considering the average results of five tests,mass recovery was 19%,P2O5recovery and grade at42.5% and 35.7% respectively.The impurities levels of SiO2and Fe2O3were 5.1%and 4.0%.Reagents consumptions in terms of feed solids rate were 141 g/t to collector,2 300 g/t to depressant and 410 g/t to NaOH.A resume of the best results achieved using rougher/cleaner configuration is showed at Tab.4.The average mass and P2O5recoveries were around 23%and 52%to P2O5grade on 35%(SiO2and Fe2O3).
Different concepts has been proposed to concentrate valuables minerals from slimes of niobium,iron and phosphates ores.A similar approach applied in this study was developed byThella et al[4]to concentrate Fe bearing minerals from iron ore slimes from India.The process is based on a combination of hydrocyclones and flotation to produce Fe concentrates with grades of 64.5%Fe,2.66%Al2O3,and 2.05%SiO2,from a feed sample assaying 55%-60%Fe and 6%-8%alumina.The authors concluded that the fine particle size,complex mineralogy and presence of locked particles determine the impossibility of direct production of hematite concentrate by froth flotation,making the desliming prior to flotation necessary.Classification ofslimeswith two stage hydrocyclone givesa concentrate containing mass fraction 62.0%Fe,4.0%Al2O3and 3.22%SiO2,with Fe recovery of 54.6%in Stage-I.Concentrate from Stage-IIhydrocyclone contains mass fraction 62.19%Fe,3.45%Al2O3and 2.79%SiO2with Fe recovery of 47.45%with respect to initial feed.Further the concentrate from Stage-II hydrocyclone is beneficiated using reverse cationic flotation by using amines and direct flotation with fatty acid.A final concentrate of mass fraction 64.5%Fe,2.66%Al2O3,and 2.05%SiO2with Fe recovery of 69.03%in flotation stage and 34.1%with respect to the initial feed was obtained with reverse cationicflotation.ThemetallurgicalFerecovery obtained by these authors(34.1%)is very similar to obtained in this study(30%)using a very similar flowsheet to processing different ores.It was also observed in this study the necessity of desliming prior to apatite flotation. Mineralogical characterization showed a decrease in content of deleterious minerals from to feed to underflow produced from second stage,for instance,the goethite content decrease from 33%on the feed to values around 12%at the underflow II.The same trend it is observed with kaolinite,which decrease from 4%to values lower than 1%.By the other side,quartz content on the flotation feed is higher when compare with the feed sample which explains the high SiO2grade in the final concentrates.
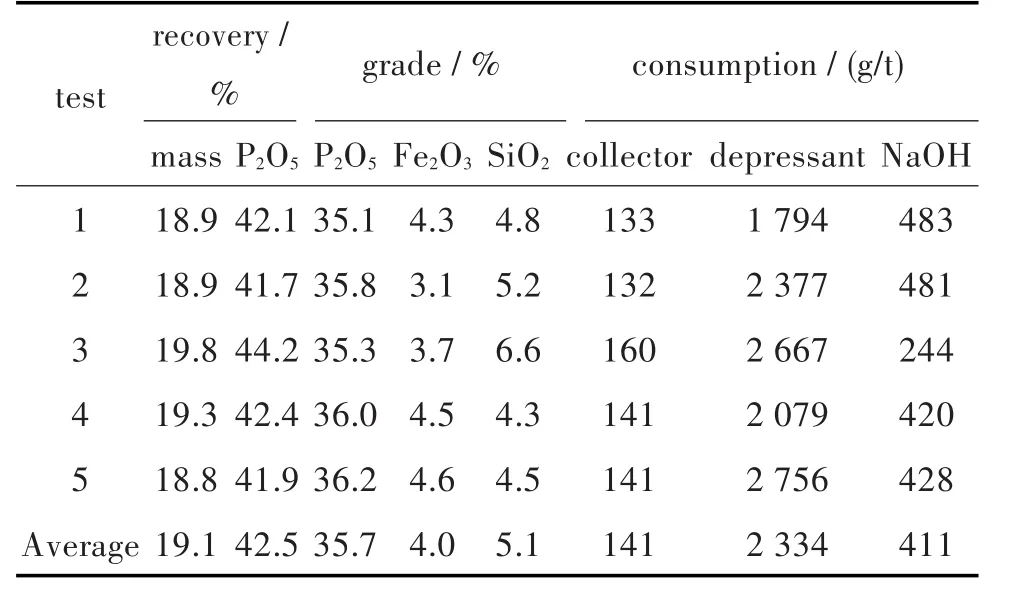
Tab.3 Resume of the results obtained in experiments at 3″diameter column flotation.Rougher flotation.Feed solids rate:5.5 kg/h(dry basis)

Tab.4 Resume of best results obtained in experiments at 4″and 2″diameter columns flotation.Rougher/cleaner configuration(Feed solids rate:35 kg/h)
Ipek and Ozdag[15]compare the flotation performance between a column (6.25 cm2cross-sectional area and 185 cm height)and mechanical cells to recover phosphate from Mazidag phosphate plant tailings. The particle size distribution of the sample showed that 80%of which are under 22 pm.Although a mass fraction 31.50%P2O5concentration with 78.8%recovery was obtained in column flotation,a 29.68%P2O5concentration was obtained with 76.7%recovery in cell flotation.
In opposition to the sustained by the works mentioned above and with the results obtained in this study,Teague and Lollback[10]discuss a novel method of beneficiation of ultrafine phosphate which allows the recovery of phosphate particles that are less than 20 μm.The authors describe a method that is in contrast with the established methods for beneficiation of phosphates were classification by hydrocyclones is mainly used to remove ultrafines as tailings.The study includes an investigation of a number of variables and their effect on the flotation recovery of ultrafine phosphate,including the pulp density and water quality during conditioning and flotation,type of flotation machine and reagents used to depress Fe2O3and Al2O3.The results achieved using samples containing up to mass fraction 75%less than 20 μm particles,including for example 91.2%P2O5recovery to a concentrate grade of 34.7%P2O5from a low feed grade of 6.46%P2O5and 92.4%P2O5recovery to a concentrate grade of 30.2%P2O5from 10.6%P2O5feed.Guar gum was found to be the most effective depressant for Fe2O3,whilst the Al2O3was determined to be hydrophilic,resulting in low amounts being recovered to the concentrate,regardless of whether a depressant was used or not.The final process concept uses conditioning with reagents at high wt%solids(at least mass fraction 70%)and flotation with Jameson cells in a rougher,scavenger,cleaner configuration to recover mass fraction at least 80%P2O5at a grade of 32%P2O5or greater.The Jameson cell was found to have an advantage over conventional flotation cells when treating ultrafine particles,due to theirintense mixing zone and propensity to form small bubbles.The use of de-ionised water in the process was also found to be important to minimize the concentration of hard cations that could activate silica and hence adsorb collector,thereby interfering with collector adsorption onto phosphate,decreasing its floatability.Some operations conditions used in the study of Teague and Lollback are difficult to reproduce to the flowsheet to apatite concentration from slimes generates at the industrial plants.The maximum solids content possible to obtain to conditioning with slimes is around 35%-37%.Values higher than this means huge apatite losses on the overflow of the hydrocyclones and also is a quite difficult pulp agitation at this solids content.Another point is the use of de-ionised for their study.It is well know the effect of the process water quality under the apatite flotation asshowed by Guimarãesand Peres[15],Santos[16].
3 Conclusions
A conceptual flowsheet consisting in desliming in two stages followed by column flotation was established for apatite concentration from slimes using a sample from the industrial plant concentration ofCopebras(CMOC International),Catalão (Goias,Brazil).From a feed containing 13.3%P2O5(Fe2O3and SiO2mass fraction 27.0%and 20.0%),apatite concentrates analyzing 35%P2O5mass fraction(3.00%Fe2O3and 6.00%SiO2)were produced applying a flotation circuit with rougher/cleaner configuration.The overall mass and P2O5mass fraction recoveries were 24.1% and 54.0%respectively.It is estimate that the earnings obtained by recovery of the apatite from slimes may represent an increase in 4.00%of the overall P2O5recovery at the industrial plant.It is important emphasize that efforts made by the companies with the objective to improve apatite recovery from the industrial plants through the study and implementation of new circuits has a positive impact in the Brazilian phosphate industry thatstillimport50.0% ofthe total consumption of phosphorus fertilizers.Besides,the improvement in apatite concentrates production from the tailings of the operations plants brings the benefit of preservation of the phosphate ores reserves.
Acknowledgements
The authors would like to thanks the Brazilian Institutes supporting this research,namely CNPq and CETEM/MCTIC.Special thanks to Copebras(CMOC International)for financial support and the permision for published this work.Acknowledgment to process technician,Mr.Fabio Novaes for his support during the experimental work.
[1]GIBSON C E,KELEBEK S,AGHAMIRIAN M.Niobium oxide mineral flotation:a review of literature and the current state of industrial operations[J].International Journal of Mineral Processing,2015,137:82-97.
[2] ARAUJO A C,VIANA P R M,PERES A E C.Reagents in iron ore flotation[J].Minerals Engineering,2005,18:219-224.
[3] ROCHA L,CANÇADO R Z L,PERES A E C.Iron ore slimes flotation[J].Minerals Engineering,2010,23:842-845.
[4]THELLA J S,MUKHERJEE A K,SRIKAKULAPU N G.Processing ofhigh alumina iron ore slimesusing classification and flotation[J].Powder Technology,2012,217:418-426.
[5] MATIOLO E,SOUZA A,RODRIGUESR T,etal.Treatment of a low grade compact itabirite iron ore from Carajás-Brazil[C]//In:XXVIInternationalMineral Processing Congress-IMPC,2012,New Delhi,2012:3315-3323.
[6] ZHANG P,BOGAN M.Recovery of phosphate from Florida beneficiation slimes I.Re-identifying the problem[J].Minerals Engineering,1995,8 (4/5):523-534.
[7] GUIMARÃES R C,PERES A E C.Experiência brasileira de produção de concentrado fosfático a partir de lamas[C].Em:XIX Encontro Nacional de Tratamento de Minérios e Metalurgia Extrativa,Recife,Brasil,I,2002:247-253.(In Portuguese)
[8] GUIMARÃES R C,PERES A E C.Production of phosphate concentrates from slimes: Brazilian experience[C]// In:Proceedings XXII International Mineral ProcessingCongress,Cape-Town,South Africa,2003:606-612.
[9] HERNÁINZ F,CALERO M,Blázquez G.Flotation of low-grade phosphate ore [J]. Advanced Powder Technology,2004,15(4):421-433.
[10] TEAGUE A J,LOLLBACK M C.The beneficiation of ultrafine phosphate[J].Minerals Engineering,2012,27(28):52-59.
[11] SIVAMOHAN R.The problem of recovering very fine particles in mineral processing-a review[J].International Journal of Mineral Processing,1990,28:247-288.
[12] SUBRAHMANYAM T V,FORSSBERG E F S.Fine particle processing:shearflocculation and carrier flotation-a review[J].International Journal of Mineral Processing,Amsterdam,1990,30(3/4):265-286.
[13] SHAHBAZI B,REZAI B,JAVAD KOLEINI S M.Bubble-particle collision and attachment probability on fine particles flotation[J].Chemical Engineering and Processing:ProcessIntensification,2010,49(6):622-627.
[14] IPEK H,OZDAG H.An investigation intothe enrichment of phosphate slime by column flotation[J].Developments in Mineral Processing,2000:C8a-1-C8a-5.
[15] GUIMARÃES RC,ARAUJO A C,PERES A E C.Reagentsin igneousphosphate oresflotation [J].Minerals Engineering,2005,18:199-204.
[16] GUIMARÃES R C,PERES A E C.Interfering ions in the flotation of a phosphate ore in a batch column[J].Minerals Engineering,1999,12(7):757-768.
[17] SANTOS M A,SANTANA R C,ATAÍDE C H,et al.Effect of ionic species on the performance of apatite flotation[J].Separation and Purification Technology,2010,76(1):15-20.
1674-2869(2017)06-0519-10
巴西磷矿泥浆中磷灰石的回收
MATIOLO Elves1,COUTO Hudson Jean Bianquini1,TEIXEIRA Michelle Fernanda de Lira2,FREITAS Amanda Soaresde1,ALMEIDA Renata Nigride1
1.矿物工艺学中心(CETEM/MCTIC),RJ 21941-908,巴西;
2.Copebras-CMOC公司,GO 75701-970,巴西
巴西磷酸盐工业一工厂的磷灰石的生产流程一般包括:磨矿;粗细粒分级;磁选(弱磁和强磁);脱泥工艺(除去颗粒小于10 μm);重晶石浮选和磷灰石浮选。研究了位于巴西戈亚斯州的Copebras工业磷矿厂的泥浆样品中的磷灰石含量,结果显示原矿中含有13.2%P2O5;14%CaO;19.7%SiO2和27.7%Fe2O3,相当于含磷灰石(32%),针铁 矿(25%),石英(18%),磷钡铝矿(5.2%).颗粒尺寸分布特征表明:特征直径(D32,D10,D50和D90)分别为 2.6 μm,1.0 μm,5.7 μm和25 μm。考虑水力旋流器(40 mm)将工艺流程分两个阶段进行脱泥,然后通过浮选柱进行磷灰石浮选,得到含有35.6%P2O5和主要杂质为Fe2O3(4.0%)和SiO2(5.1%)的精矿,考虑到脱泥和浮选过程的质量平衡,总体回收率约为11%,P2O5回收率为30%.
磷灰石;浮选;矿泥;浮选柱
TQ126.3
A
10.3969/j.issn.1674-2869.2017.06.001
张 瑞
2017-05-07
Matiolo Elves,doctor,professor.E-mail:ematiolo@cetem.gov.br
:MATIOLO E,COUTO H J B,TEIXEIRA M F de L,et al.Recovery of apatite from slimes of a brazilian phosphate ore[J].Journal of Wuhan Institute of Technology,2017,39(6):519-528.
猜你喜欢
中国科技纵横(2022年7期)2022-05-03
有色金属(矿山部分)(2021年4期)2021-08-30
昆明医科大学学报(2021年1期)2021-02-07
矿产勘查(2020年5期)2020-12-19
世界有色金属(2020年5期)2020-06-09
湿法冶金(2019年5期)2019-10-18
现代矿业(2018年7期)2018-08-17
中国化肥信息(2018年5期)2018-08-04
有色金属材料与工程(2017年3期)2017-07-15
中国医疗美容(2015年5期)2015-02-03
