
基于机器视觉的零部件表面缺陷检测方法研究
2018-01-02 03:41刘晓杰罗印升张旻范洪辉
现代电子技术 2017年24期
关键词:机器视觉
刘晓杰+罗印升+张旻+范洪辉
摘 要: 针对零部件表面缺陷检测精度问题,提出一种基于机器视觉的零部件表面缺陷检测方法。传统的利用机器视觉对零部件表面缺陷检测方法中,由于零部件表面的光学反射特性,因此无法对零部件表面缺陷进行高精度的检测。提出的基于机器视觉的零部件表面缺陷检测方法引进了差影法检测模型,根据部件表面特征,利用分段线性灰度算法对部件表面细小的缺陷进行区域检测,并且结合了灰度共生矩阵的换算熵作为判定的依据,最终建立的缺陷检测模型是利用矩阵方位度和相似度之比进行高精度的检测。为了验证设计的基于机器视觉的零部件表面缺陷检测方法的有效性,通过仿真试验证明了该设计方法,结果表明该方法能够有效地解决零部件表面缺陷檢测的精度问题。
关键词: 机器视觉; 零部件表面缺陷; 差影法; 灰度计算
中图分类号: TN912.205?34; G420 文献标识码: A 文章编号: 1004?373X(2017)24?0181?03
Abstract: In allusion to the precision problem of parts surface defect detection, a machine vision based detection method for defects on parts surface is proposed. For the traditional parts surface defect detection method based on machine vision, it is not possible to perform high?precision parts surface defect detection due to the optical reflection characteristic of parts surface. The difference image detection model is introduced in the proposed parts surface defect detection method based on machine vision. According to the features of parts surface, the piecewise linear gray algorithm is adopted to perform area detection for small defects on parts surface, and with the conversion entropy of the gray level co?occurrence matrix as the judging basis, the finally?constructed defect detection model utilizes the ratio of matrix orientation degree to similarity degree to perform high?precision detection. In order to verify the validation of the designed parts surface defect detection method based on machine vision, the simulation experiment was carried out. The experimental results show that the designed method can effectively resolve the precision problem of parts surface defect detection.
Keywords: machine vision; parts surface defect; difference image method; gray calculation
伴随着工业的不断发展,各领域中使用的零部件都要经过多重检测才能进行使用,由于零部件生产中都是大批量生产,致使对于零部件的检测要求快速的同时还要保持高精度[1?2]。零部件在生产加工过程中,由于使用材质以及加工成型工艺的问题,会导致零部件表面出现裂纹、划痕、针孔等多种类型的缺陷[3]。这些缺陷会极大地影响工件的美观程度,同时降低工件的使用性能,严重的可能会导致一定的安全隐患。使用机器视觉对零部件表面缺陷进行检测,可以极大地摒弃原始的人工检测和半机械检测的缺陷,同时可以利用相关的程序,通过网络连接进行远程控制。但是,传统的利用机器视觉对零部件表面缺陷进行检测方法存在一定的检测精度问题,为此本文提出一种新型的基于机器视觉的零部件表面缺陷检测方法,这种方法可以有效地解决检测精度问题,同时加大了检测能力,实现了批量检测[4?5]。
1 基于机器视觉的零部件表面缺陷检测方法
本文设计的基于机器视觉的零部件表面缺陷检测系统包括:图像识别采集、图像计算处理、信息识别对比、信息传输控制及执行装置等。基于机器视觉的零部件表面缺陷检测流程图如图1所示。
1.1 引进差影法
引用的差影法是把图像中重叠并且不具有变化因素的部分减去,这样可以在流水生产线上进行快速的对比检测。当所处环境不变时[6],差影法会预先设定好一个阈值,通过影像的差样比较从而进行零部件表面检测,阈值公式为:
假设的阈值为N,那么每一个检测的工件为。对比相位差为:
式中:M是自定义的值域范围;n为阈值系数;T为法旨的倒数。使用相对应计算算子确定边框位置,这样可以增加对比计算精度[7?8],同时又不丢失缺陷形态特征。算子定位公式如下:
式中:gx,gy为设定好的边缘坐标;通过线性方程组可以转化输出g(m,n)为:
假设原图像的值为f(x,y),转换梯度为:
式中,f(x,y)为设定的原样值,经过梯度算子的转化,可以得到对应的关键值。
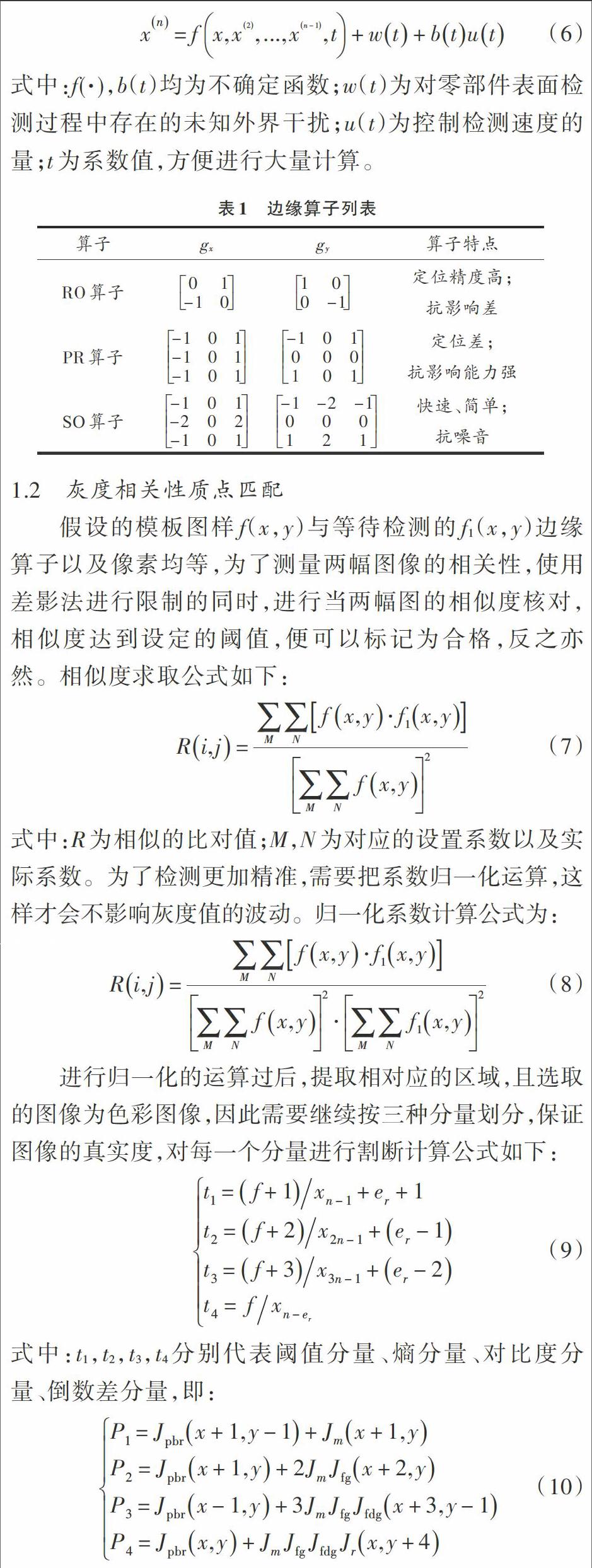
通过查找表格可以找到对应的算子进行灰度对比运算,边缘算子如表1所示。
使用对应的阈值和算子进行检测,首先把区域分为若干块,进行条件设置,如下:
式中:f(·),b(t)均为不确定函数;w(t)为对零部件表面检测过程中存在的未知外界干扰;u(t)为控制检测速度的量;t为系数值,方便进行大量计算。
1.2 灰度相关性质点匹配
假设的模板图样f(x,y)与等待检测的f1(x,y)边缘算子以及像素均等,为了测量两幅图像的相关性,使用差影法进行限制的同时,进行当两幅图的相似度核对,相似度达到设定的阈值,便可以标记为合格,反之亦然。相似度求取公式如下:
式中:R为相似的比对值;M,N为对应的设置系数以及实际系数。为了检测更加精准,需要把系数归一化运算,这样才会不影响灰度值的波动。归一化系数计算公式为:
进行归一化的运算过后,提取相对应的区域,且选取的图像为色彩图像,因此需要继续按三种分量划分,保证图像的真实度,对每一个分量进行割断计算公式如下:
式中:t1,t2,t3,t4分别代表阈值分量、熵分量、对比度分量、倒数差分量,即:
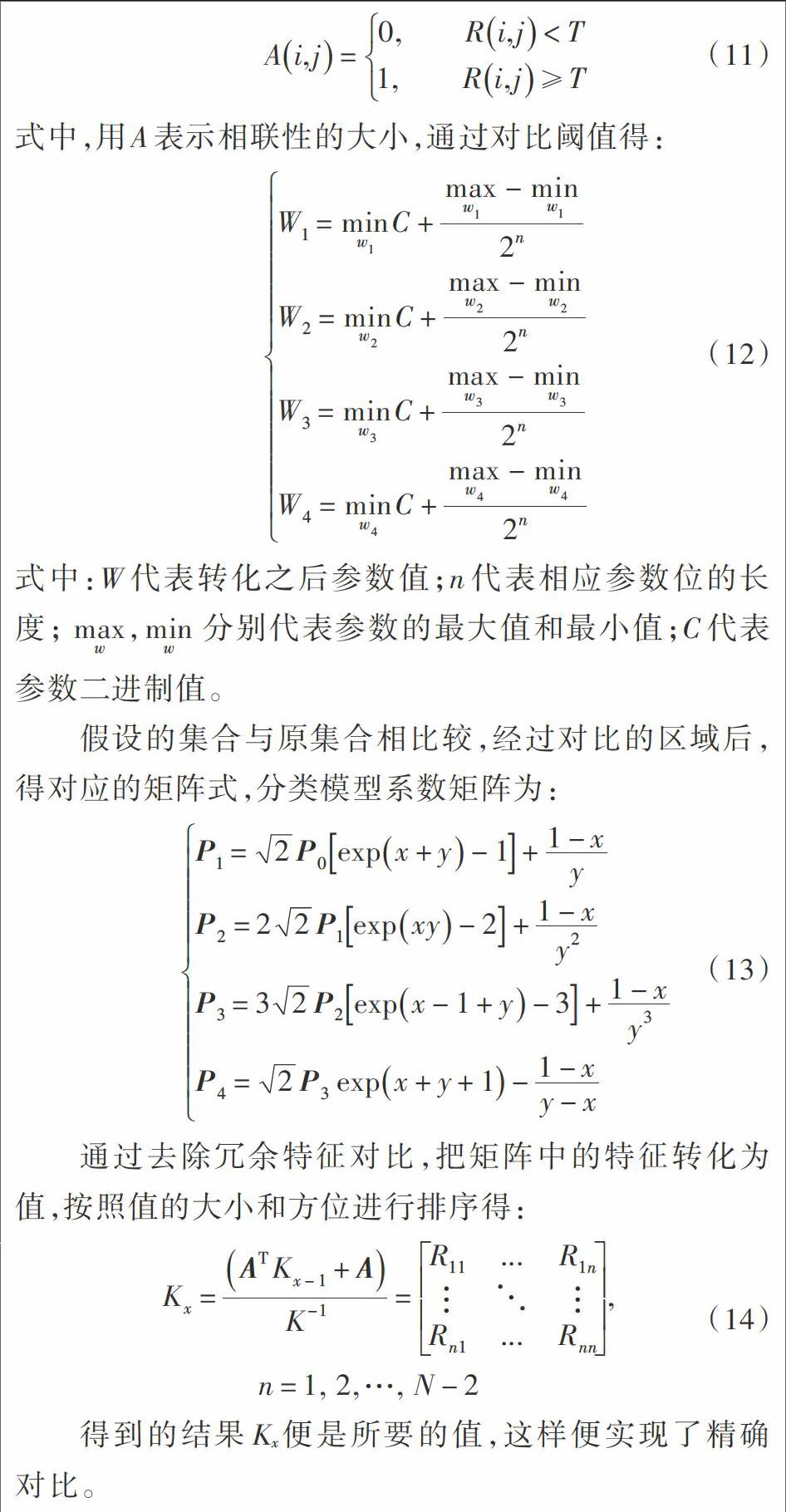
这样可以得到两幅图像在(P1,P2)处的分量关系,在(P3,P4)处的分量关系,从而可以进行精确计算,计算公式为:
式中,用A表示相联性的大小,通过对比阈值得:
式中:W代表转化之后参数值;n代表相应参数位的长度;分别代表参数的最大值和最小值;C代表参数二进制值。
假设的集合与原集合相比较,经过对比的区域后,得对应的矩阵式,分类模型系数矩阵为:
通过去除冗余特征对比,把矩阵中的特征转化为值,按照值的大小和方位进行排序得: (14)
得到的结果Kx便是所要的值,这样便实现了精确对比。
2 试验验证
为了验证本文设计的基于机器视觉的零部件表面缺陷检测方法的有效性,设计了仿真实验,试验中选择传统的利用机器视觉对零部件表面缺陷检测进行对比,建立相对应的阈值。对某厂流水生产线上10件零件进行检测,检测前通过显微检测对每个零件进行预测,并记录结果。首先使用传统方法进行测量,然后设定系统阈值N为6 325.25;选高端比相位进行测量,经过测量的工件比较少所以选择RO性算子进行计算。试验结果如图2所示。图2是3号工件上的部分检测结果,本文设计的方法检测出来,传统的方法没有检测出来,因此可以看出,本文方法检测精度更高。试验对比结果见表2。
通过表2可以看出,本文设计的基于机器视觉的零部件表面缺陷检测方法能快速检测出工件表面的缺陷,同时有效解决了检测精度问题。
3 结 语
本文设计的基于机器视觉的零部件表面缺陷检测方法,通过引入差影法进行检测运算,通过实验可以证明本文的设计能够有效地解决传统方法检测精度的问题。希望通过本文的设计能给工件的检测提供更好的方法。
参考文献
[1] 陈向伟,肖冰,高强.基于机器视觉的柱形电子元件表面缺陷检测[J].机床与液压,2014(14):116?118.
[2] 徐建亮,毛建辉,方晓汾.基于优化Gabor滤波器的铸坏表面缺陷检测应用研究[J].表面技术,2016(11):202?209.
[3] 蘇俊宏,刘胜利.圆柱型高精密零件表面缺陷检测及形貌分析[J].激光与光电子学进展,2014,51(4):150?154.
[4] 刘元朋,张定华,桂元坤,等.用带约束的最小二乘法拟合平面圆曲线[J].计算机辅助设计与图形学学报,2004,16(10):1382?1385.
[5] 张振尧,白瑞林,过志强,等.磁瓦表面缺陷的机器视觉检测方法[J].光学技术,2014,40(5):434?439.
[6] 吴浩.基于机器视觉的铜条表面缺陷检测系统的研究[J].仪表技术与传感器,2016(7):86?88.
[7] 陈向伟,肖冰,高强.基于机器视觉的柱形电子元件表面缺陷检测[J].机床与液压,2014(14):116?118.
[8] 杜柳青,余永维.磁瓦表面缺陷机器视觉检测与识别方法[J].图学学报,2014,35(4):590?594.
[9] 王义文,屈冠彤,付鹏强,等.基于机器视觉的光栅表面缺陷检测系统[J].光电工程,2016,43(9):14?19.
猜你喜欢
软件导刊(2016年11期)2016-12-22
电脑知识与技术(2016年28期)2016-12-21
科技视界(2016年26期)2016-12-17
科教导刊(2016年25期)2016-11-15
软件工程(2016年8期)2016-10-25
科技视界(2016年20期)2016-09-29
科技视界(2016年6期)2016-07-12
科技视界(2016年15期)2016-06-30
科技视界(2016年16期)2016-06-29
企业导报(2016年10期)2016-06-04
