
TPU双螺杆法生产工艺设计改进
2018-01-02 08:58郭积文樊毅周承静
化工与医药工程 2017年6期
郭积文 樊毅 周承静
(中国科学院银川科技创新与产业育成中心,宁夏 750011)
TPU双螺杆法生产工艺设计改进
郭积文 樊毅 周承静
(中国科学院银川科技创新与产业育成中心,宁夏 750011)
目前,TPU生产方法主要有间歇法、双螺杆法和传送带法。其中间歇法特点是设备投资小,产品品种容易更换,适用于小规模生产;双螺杆法和传送带法均可进行连续反应,实现连续化生产,适用于大批量生产[1-2]。介绍了双螺杆法生产TPU的原料、设备和生产工艺,针对目前普遍采用的平面流线化双螺杆生产工艺存在的问题作了详细论述,提出一种高效的立体化双螺杆法生产工艺设计。
TPU;双螺杆法;工艺设计;生产效率
TPU(Thermoplastic polyurethanes)中文名称为热塑性聚氨酯弹性体橡胶,由二异氰酸酯类分子和大分子多元醇及低分子多元醇共同反应聚合而成,具有热可塑性,它是介于橡胶和塑料之间的一类高分子材料。TPU由德国BAYER公司首次于20世纪50年代开发成功并开始工业化生产,随后德国BASF、美国GOODWICH、DOW等公司也相继开始研发生产。日本是亚洲第一个引进德国TPU生产技术的地区,在20世纪80年代,台湾又从日本引进了这种技术,并且开始工业化生产。直到上世纪七八十年代我国大陆地区才初步掌握了TPU双螺杆法连续生产技术,但是由于TPU生产技术门槛高,特别是设备精密度和生产管理水平要求高。所以很长一段时间内我国大陆地区的生产技术一直在低水平徘徊,研究领域也未能取得突破性进展,研发和生产水平一直落后于外资企业和台资企业。进入21世纪后,随着各大外资、台湾企业的逐渐登陆,大陆的TPU生产在其影响下得到了显著发展。2000年以后的十年间,我国TPU行业生产应用得到了爆发式的增长。目前在TPU全球区域分布方面,已辐射至欧洲、北美、亚太、南美和中东非洲地区,我国大陆地区TPU的供应商和下游客户大部分集中在华南和华东沿海地区[3-4]。
TPU材料已逐渐发展为许多行业的重要组成部分,是替代PVC(聚氯乙烯)以满足诸多领域环保要求的理想材料,被国际上称为新型环保聚合物材料。其主要终端市场涵盖了建材装饰、汽车部件、服装鞋材、电缆电线、医药卫生、管道管材及航天军工等领域。2015年全球TPU市场规模大约为19.21亿美元,亚太地区以超过50 %的销量领先全球市场。根据IAL的数据预测,2017年全球TPU制品的产量将达到5.468×105t,根据中国聚氨酯工业协会的统计数据,我国TPU制品消费量从2007年的1.15×105t增长到2013年的2.3×105t,年复合增长率为12.25 %, 2017年我国TPU消费量预计将达到3.52×105t,占全球TPU消费量的64 %。
目前,我国双螺杆法TPU生产线设计普遍采用平面流线化设计方案,该方案优点是设计简单、建设方便、生产设备集中、厂房投资少。但是缺点也相当突出,主要体现在设备放热造成车间室温高、生产设备产生极大噪声,工人生产操作环境条件差,严重影响工人身体健康;同时存在重复搬用浪费,增加设备投资,生产成本高等问题。
本文作者在实践生产基础上,总结归纳提出TPU立体空间化设计方案,旨在解决上述存在问题,提高土地利用率。
1 TPU生产工艺
TPU是由氰酸酯和多元醇共同发生聚合反应而生成的高分子化合物。其分子结构是由二苯基甲烷二异氰酸酯或甲苯二异氰酸酯和扩链剂反应得到的刚性嵌段以及二苯基甲烷二异氰酸酯或甲苯二异氰酸酯等二异氰酸酯分子和大分子多元醇反应得到的柔性链段交替构成的。
1.1 生产原料
1.1.1 多元醇聚合物
用于TPU生产的多元醇聚合物有两大类:聚酯多元醇和聚醚多元醇。常见的聚酯多元醇有聚已二酸乙二醇酯、聚已二酸丁二醇酯、聚已二酸乙二丙二醇酯等;聚醚多元醇有聚氧化丙烯二醇和聚四氢呋喃二醇。评价其品质优劣的指标主要有:羟值、酸值、黏度、水分、分子量分布范围、不饱和度等。
1.1.2 异氰酸酯
TPU生产常用的异氰酸酯为二苯基甲烷二异氰酸酯(MDI),分子式为C15H10N2O2,相对分子量:250,属于芳香族类化合物,常温下纯MDI呈白色或微黄色固体,加热时有刺激性臭味,对呼吸器官有较小的刺激性,熔点≥38 ℃,沸点:194 ~ 199 ℃,密度:1.19。
1.1.3 扩链剂
扩链剂主要是低分子二元醇、小分子二元胺,分子量在80 ~ 350。主要有1,4-丁二醇(BDO)、1,4-环己烷二甲醇、1,4-双2-羟乙氧基苯等。其中常用的是1,4-丁二醇,分子式:C4H10O2,相对分子量:90.12,属于脂肪开链二醇,为无色黏稠油状液体,极易吸水,能与水混溶,密度:1.02,熔点:20.2 ℃,沸点:229.5 ℃。
1.2 原料配比
以聚酯多元醇为1 mol,则异氰酸酯(MDI)大约为2 ~ 8 mol,扩链剂(BDO)为1 ~ 7 mol。异氰酸酯指数R= ( NCO / OH)= 0.97-1.03。R≤1.0时为全热塑性TPU,聚合物分子为端羟基,完全线性结构,易溶于有机溶剂。而R略大于1,并且小于1.1时为半热塑型TPU,用于生产各种制品[5]。
1.3 生产工艺简介
将高分子聚酯多元醇加热熔化后加入A料罐,加热至100 ~ 120 ℃后在低速搅拌下真空脱水2 ~ 3 h,使之含水量<0.05 %,解除真空并通氮气保护后备用。
将异氰酸酯熔化后加入B料罐,加热至60~70℃后在低速搅拌下真空脱水0.5 ~ 1 h,解除真空并通氮气保护后备用。
将扩链剂加入C料罐,加热至80 ~ 90 ℃后在低速搅拌下真空脱水0.5 ~ 1 h,使之含水量达到要求后,解除真空并通氮气保护后备用。
三种原料经TPU浇注机配比混合后,进入100 ℃左右的双螺杆反应器中,以不同分段温度区(120 ~ 220 ℃)反应一定时间后,由机头挤出胶条,经水下拉条造粒、冷却、分级筛选、烘干等操作,检验合格后即为成品[6]。产品详见图1。

图1 TPU产品颗粒Fig.1 The particle product of TPU
2 双螺杆法生产设备简介
双螺杆法生产TPU的工艺设备一般包括以下7个部分,各部分名称和功能如下:
(1)原料储化系统:保持原料多元醇、异氰酸酯、扩链剂一定温度、脱水、搅拌混匀催化剂。
(2)计量浇注系统(浇注机):控制原料至最佳反应温度、根据生产配方精确调节原料配比、计量浇注。
(3)双螺杆反应挤出机:TPU 生产的主要反应场所,原料在一定温度压力下进行聚合反应生成 TPU 产品。
(4)水下切粒机:对双螺杆机反应生成的 TPU 产品进行水冷却、产品造粒。
(5)筛分机:对 TPU 产品颗粒进行分级筛选。
(6)烘干除湿系统:除去 TPU 产品中的水分,达到不同规格产品要求的相应干燥度。
(7)自动化包装系统:产品包装[7]。
TPU生产工艺流程如图2所示。
3 TPU双螺杆生产法立体化生产设计方案
3.1 TPU平面流线化设计存在的问题

图2 TPU 生产工艺流程Fig.2 The process fl ow diagram of TPU
目前,国内双螺杆法TPU生产线设计普遍采用平面流线化设计方案,即将原料储化系统、浇注系统、双螺杆反应挤出机、水下切粒机、除湿机、筛分机、烘干系统和包装机布置在一个平面化流水线上。笔者从生产实践中发现,该方案优点是设计简单、建设方便、生产设备集中、厂房投资少,但是其缺点主要有三大方面:
一是工人操作环境条件差,劳动强度高。采用双螺杆法生产工艺,单条TPU生产线产量较低(500~800 kg / h左右),因此,TPU生产一般采取多条生产线(十条以上)同时生产,由于TPU生产对洁净度和水分控制要求较高,因此车间需要防尘防水,一般采用铺设环氧地坪防尘,并要求车间全封闭。夏季双螺杆机和烘干机散热造成车间室温升高(30 ~ 40 ℃),车间设置风机制冷不仅增加投资和运行成本,同时制冷影响螺杆机和浇注机中原料保温。
二是平面流线化设计方案不便于TPU产品自动化放料包装,该方案存在严重的重复搬运,产品必须经过动力提升设备后进入自动化包装机。因此,需要增加动力提升设备,造成搬运浪费,也增加了投资和生产成本。
三是TPU多条线同时进行生产,车间产生极大噪声。双螺杆机、切粒机、筛分机、烘干除湿系统和包装机产生极强噪声,长期在车间中从事生产活动,会严重影响工人身体健康。虽然采用减震和隔音棉包覆能够在一定程度上降低车间噪声,但是效果有限,同时给生产操作带来不便,也增加了投资。
3.2 立体化TPU生产设计方案
笔者在多年设计实践和生产的基础上,总结双螺杆法TPU生产工艺特点,提出立体化设计思路。将双螺杆法TPU生产工艺设备按照功能划分为A、B、C三个部分。
A部分:主要包括原料储化系统部分(原料多元醇、异氰酸酯、扩链剂的化料罐)、制冷及真空泵辅助系统等。
B部分:计量浇注系统(浇注机)、双螺杆反应挤出机、水下切粒机、筛分机。
C部分:烘干除湿系统、自动化包装系统。
本方案采用立体分层化设计思路,车间厂房采用混凝土框架结构,原料化料罐和烘干除湿系统设备采用钢结构搭建。具体分为两层,生产厂房层高5.5 m,第二层的层高可根据反应釜最高点适当调节。将A、B部分置于第二层,C部分中的烘干除湿系统设备采用钢结构置于第一层与第二层之间,C部分中的自动化包装系统置于第一层。原料可通过泵注入第二层中的原料化料罐,化料罐中的原料经重力进入浇注机,计量配比后注入双螺杆机,从双螺杆挤出机产出的TPU经水下切粒机切粒冷却后进入筛分机,经过分级筛分后,TPU产品颗粒利用重力进入烘干除湿系统,经过烘干除湿后,再次利用重力进入第一层的自动化包装机系统,工人在第一层进行包装搬运。详细工艺流程设计见图3、图4。
该设计方案将噪声源与放热源集中布置于第二层,工人所在的放料包装场所置于第一层。分割后,第二层只需要1 ~ 2名工艺巡检人员进行按时工艺巡检和生产控制,而需要大量包装搬运人员的第一层避免了噪声污染和设备放热影响;同时,原料从化料罐进入浇注机,TPU颗粒从筛分机进入烘干除湿系统,烘干后再进入自动化包装系统,上述工艺过程原料和产品输送均利用重力依次通过。
4 两种设计方案比较

图3 立体化TPU生产设计方案Fig.3 The three-dimensional view of TPU production design

图4 立体化TPU生产设计方案侧视Fig.4 The lateral view of the three-dimensional TPU production design
立体化生产设计方案主要针对目前平面流线化设计方案存在的车间室温高、噪声污染严重及搬运浪费造成的额外成本进行设计改进。与平面流线化设计方案相比,该立体化设计方案创新之处是利用重力原理,通过空间立体化分层设置,物料和产品按照工艺流程顺序,利用重力依次传输,无需增加动力提升设备,流程更加合理顺畅。在满足 TPU 生产工艺对洁净度和水分严苛要求的生产条件下,改善了工人操作环境,节省了设备投资。
通过投资、土地利用率、运营成本、工人操作条件等方面,对TPU平面流线化设计方案和立体化设计方案进行比较。详见表1。
5 结论
TPU作为一种新型高分子绿色材料,由于其具有优良机械性能和环保性,进入21世纪以来,逐渐得到越来越多行业青睐。与世界发达国家相比,我国TPU行业尚属初级阶段,工业生产技术水平存在差距,但发展潜力巨大。
本论文通过平面流线化设计方案和立体化设计方案对比,得出:流线化设计方案将设备布置在一个平面化流水线上,该设计优点是建设方便、设备集中、厂房投资少,但是车间噪声大、室内温度高、操作环境差、工人劳动强度高,需要真空提料机,存在重复搬用浪费,增加了电耗。立体化设计方案不仅解决了车间设备放热造成的室温高、生产车间噪声大的问题,极大改善了工人劳动环境,无需真空提料机和车间空调,节约设备投资和电能消耗,提高了土地利用率,不足之处是厂房投资较流线化设计方案高。从长远运营角度看,立体化设计方案生产成本更低,布局更加合理,设计更加体现人性化,符合精细化生产管理要求,综合生产效益比流线化设计方案更佳,是未来TPU高水平工业化生产的必然选择。
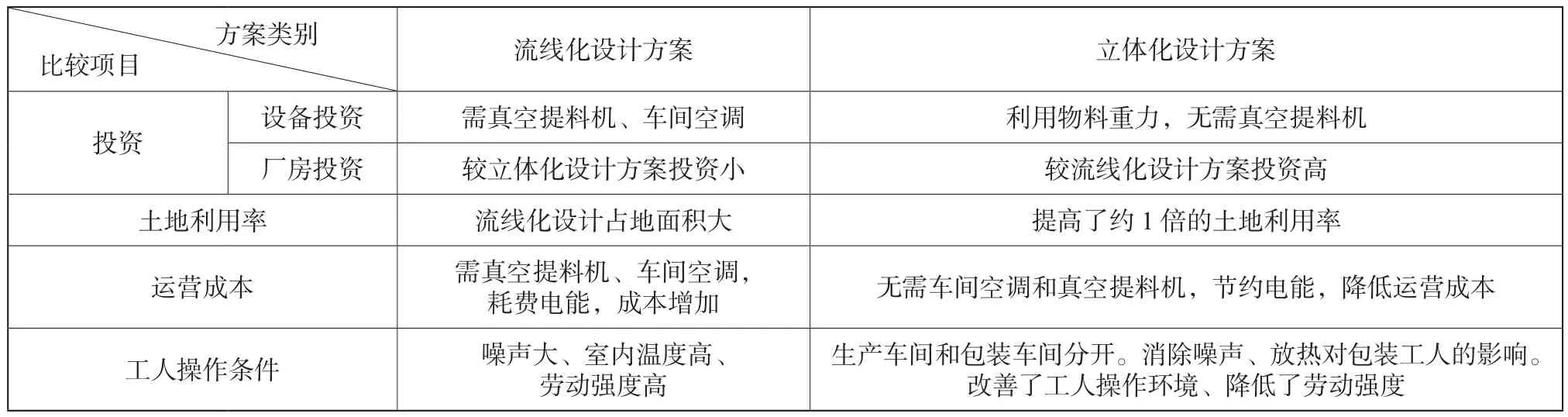
表1 流线化和立体化TPU 生产工艺设计方案比较Tab.1 Comparison of fl owline and three-dimensional TPU production process design
[1]山西省化工研究所.聚氨酯弹性体手册[M].北京:化学工业出版社,2001.
[2]陶宇.热塑性聚氨酯弹性体的应用浅谈[J].聚氨酯工业,2001(1):1-3.
[3]彭帆.中国TPU市场分析(上)[J].新材料产业,2008(2):27-32.
[4]彭帆.中国TPU市场分析(下)[J].新材料产业,2008(3):47-50.
[5]陈鑫实,浅谈TPU母料的生产工艺和设备[J]. 聚氨酯. 2006(9):72-74,6.
[6]张春锦,张佑涛.热塑聚氨酯弹性体(TPU)及生产设备[EBIOL]. http://www.doc88.com/p-6072038676877.html.
[7]白子文,张旭琴.TPU生产工艺路线的比较与选择[J].聚氨酯工业,2005,20(5):37-40.
Improvement for Design of Process in Production of TPU by Using Double Screw
Guo Jiwen, Fan Yi, Zhou Chengjing
(Yinchuan High-tech Innovation&Business Incubation Center, CAS, Yinchuan750011)
At present, TPU production methods mainly include the intermittent method, the method with double screw and the method with conveyor belt. Intermittent method is characterized by low investment in equipment, convenient replacement of products and small-scale production. However, both the methods with double screw and conveyor belt can realize continuous reaction and production, which are suitable for mass production [1-2]. In this paper, the raw materials, equipments and process used in the method of producing TPU with double screw were brie fl y introduced. With respect to the problems existing in the design that is commonly encountered in plane streamline double screw production process, one ef fi cient method of three-dimensional double screw production process was proposed.
double screw method; TPU; process design; production ef fi ciency
TQ 334.1
A
2095-817X(2017)06-0014-005
2017-05-16
郭积文(1988—),男,助理工程师,主要从事化工设计、工程咨询及科技成果转移转化工作。
猜你喜欢
化学反应工程与工艺(2021年1期)2021-01-08
精细石油化工进展(2020年4期)2020-12-17
VOGUE服饰与美容(2019年10期)2019-12-02
中国粮油学报(2019年4期)2019-07-12
西南石油大学学报(自然科学版)(2019年2期)2019-04-25
西南石油大学学报(自然科学版)(2018年4期)2018-08-02
中国塑料(2016年8期)2016-06-27
福州大学学报(自然科学版)(2016年5期)2016-03-15
中国粮油学报(2016年5期)2016-01-23
中国塑料(2015年8期)2015-10-14
