点焊样板设计方法研究
2017-12-31 00:00:00魏天娇
大东方 2017年8期


摘要: 模线样板工作法作为模拟量传递的重要方法,因其经济、可靠的特点,在飞机零件多品种、中小批量的生产中仍然发挥着重要作用,因此,有必要设计一种点焊专用样板,工人可以使用样板直接在零件表面画出焊点位置,不必重复按尺寸划线作业,显著提高点焊类零组件生产效率。
关键词:点焊,方案
当前公司采用点焊工艺焊接的零、组件,一般都是由工人按设计数据手工划线的方法确定焊点位置,该方法存在划线精度差、工作效率低的问题,尤其对于批产飞机,工人需要对每件零件重复进行手工划线定位工作,严重制约了点焊类零、组件生产效率。
一、蒙皮类点焊样板技术方案
(1)蒙皮类点焊零、组件特点。21厂点焊加工的零、组件一般是表面无其他设计结构的蒙皮类零件,样板可以直接弯曲贴合使用表面,不需设置特殊躲避结构,部分零件成桶状结构具有较大曲度,零件尺寸一般较大。上述特点要求蒙皮类点焊样板材料应当密度小、易于弯曲且具有一定使用强度,在样板形式上直接按曲面展开结果设计平板点焊样板,使用时弯曲贴合零件表面并定位夾紧后用于焊点位置划线。
(2)21厂点焊样板材料
①材料一:镀锌板(0.6mm或0.8mm)
镀锌板比较轻薄、易弯曲,与零件贴合较好,如图1。通过对某机型零件设计点焊样板进行对比试验。
由于镀锌板材料较薄,无法使用传统方法刻打标记,可以通过下面两种方法解决,一、使用激光打标机进行激光刻字,如图1。二、设计活动补加,在活动补加上刻打样板标记。
②材料二:铝合金板
铝制样板同镀锌板一样,密度小、易弯曲变形。
③材料三:1mm厚钢板
1mm厚钢板具有较好的刚度,便于保存,但是不易于弯曲,仅适用于零件曲度较小的情况。
应根据零件形状、尺寸等具体情况选择点焊样板材料。
(3)蒙皮类点焊样板形式
蒙皮类点焊样板需将蒙皮表面进行曲面展开,按展开形状和点位设计展平状态的样板。
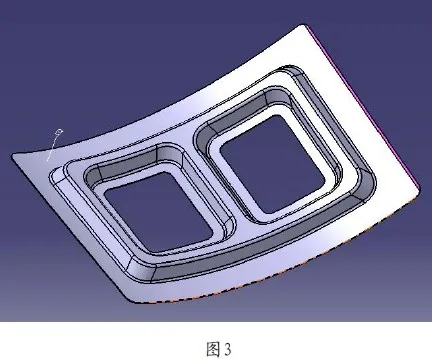
当零件点焊焊接由不同工序加工完成,应将样板进行分块设计,如下图2。
二、口框类点焊样板技术方案
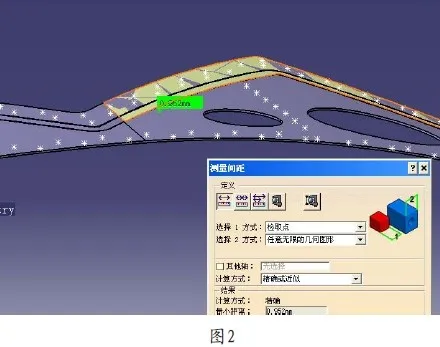
(1)口框类点焊零、组件特点。22厂点焊加工的零、组件一般是表面有复杂下陷结构的的口框类零件,如图3所示。点焊样板应设计带有立体补加结构,以躲避零件表面结构对样板使用的干涉,使样板能与零件表面贴合使用。
(2)口框类点焊样板材料。由于口框类点焊样板同样需要弯曲变形使用,因此样板材料要求与蒙皮类点焊样板要求相同。
(3)口框类点焊样板形式。由于口框类零件曲度一般较大且多具有下陷突起结构,点焊样板需设计躲避零件下陷突起的“几字”形立体补加,是样板与零件使用位置有效贴合。
样板在使用前需按工装弯曲成形,并使样板保持弯曲后的形态,如图4所示。
综上,现阶段,激光定位、检测技术高速发展,尤其在飞机制造领域,由于激光定位设备具有精度高、速度快的特点,目前已被广泛应用与飞机工业制造之中。
模线样板作为一种重要的模拟量传递方法,是飞机从设计到生产的技术桥梁。模线样板因其经济性、可靠性的特点,在飞机研制生产阶段仍将处于和数字化技术相并存的状态,并将继续发挥较重要的作用。
点焊样板作为模线样板的一种,可以作为先进定位设备引进前的效率工具和引进后的辅助工具,显著提高点焊加工零、组件的生产效率。
参考文献
[1]顾元杰等《航空制造工程手册》航空工业出版社 1992.
(作者单位:中航工业沈阳飞机工业集团(有限)公司)