
通信仪表盒盖注射工艺设计
2017-12-25 05:25王晓红林玉桓
数字通信世界 2017年12期
王晓红,林玉桓
(无锡商业职业技术学院,无锡 214153)
通信仪表盒盖注射工艺设计
王晓红,林玉桓
(无锡商业职业技术学院,无锡 214153)
通过对塑料的品种、生产批量及注射工艺参数等进行分析,制定了塑件注射成型工艺卡,完成了通信仪表盒盖的工艺设计。
仪表盖;注射;工艺设计
1 项目名称及设计任务
项目名称及设计任务如表1所示。
2 工艺设计过程
2.1 塑料仪表盒盖的尺寸精度与结构分析
2.1.1 仪表盒盖的尺寸、精度和表面质量
由表1设计任务书可知仪表盖尺寸精度无特殊要求,可按MT5查取公差,其主要尺寸公差列表,如表2所示。
因为该塑件表面没有提出特殊要求,表面粗糙度可以取到Ra=0.8μm。没有特殊要求的塑件内部表面粗糙度,可取Ra=3.2μm。

表2 仪表盒盖主要尺寸公差(单位mm)
2.1.2 塑件的结构工艺分析
(1)该塑件外形为回转体,壁厚均匀,为4mm,符合最小壁厚要求,圆角过渡无尖角。
(2)为塑件顺利脱模,塑件增设1°~2°的拔模斜度。
(3)塑件型腔较大,有尺寸不等的五个孔,可设计五个小型芯装配到型腔板上。
2.2 拟定仪表盒盖成型工艺方案
由任务书知该塑件材料为ABS,产量为10万件。
ABS是聚苯乙烯的改进性产品,是目前产量最大、应用最广的工程塑料,ABS 易吸水,成型加工前应进行干燥处理。 顶出力过大或机械加工时塑件表面会留下白色痕迹,脱模斜度宜取2°以上。易采用高料温、高模温、高注射压力成型。
综上分析,塑料盖采用注射成型加工。查《塑料模设计手册》初步确定注射成型工艺参数,填入表4所示塑件注射成型工艺卡。
2.3 初选注射机
仪表盒盖如表1所示,属中批量生产,为提高生产率,拟采用一模两腔的单分型面模具结构。
2.3.1 计算塑料仪表盖体积
利用Pro/E软件或UG软件进行三维造型,获得塑料仪表盖的体积为
仪表盒盖采用注射成型加工及一模两件的模具结构,由此可计算成型所用塑料总体积为:

2.3.2 初选注射机
确定注射机最大注射量。

根据注射量分析,另外考虑到各种因素,如:塑料的品种、生产批量及注射工艺参数、塑件结构、注射模具尺寸等,初选XS–ZY-250型塑料注射机。注射机的主要技术参数如表3所示。

表3 XS–ZY-250型注射机的主要技术参数
2.4 制定塑件注射成型工艺卡
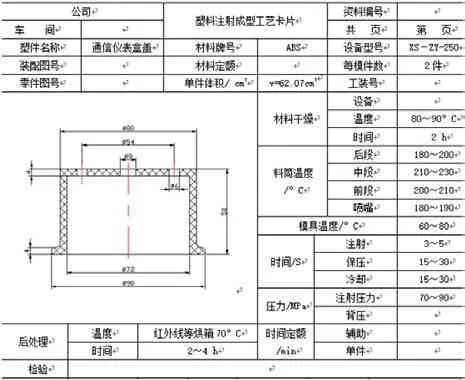
表4 塑件注射成型工艺卡
3 结束语
根据以上分析,制定塑件注射成型工艺卡,完成工艺设计。实践证明,工艺正确,塑件合格。
[1] 杨占尧.实用模具计算手册[ ].上海:上海科学技术出版社,
[2] 张景黎.模具加工与装配[ ].北京:化学工业出版社,
[3] 何冰强、高汉华等.塑料模具设计指导与资料汇编[ ].大连:大连理工大学出版社,
10.3969/J.ISSN.1672-7274.2017.12.010
F764.4文献标示码:B
1672-7274(2017)12-0032-02
王晓红,女,1967年生,吉林人,无锡商业职业技术学院教师,副教授,高级工程师,研究方向为机械设计及制造。
猜你喜欢
建筑与预算(2022年5期)2022-06-09
建筑与预算(2022年2期)2022-03-08
农业技术与装备(2021年7期)2021-09-25
孩子(2021年1期)2021-01-27
模具制造(2019年4期)2019-06-24
科技视界(2019年11期)2019-06-20
模具制造(2019年3期)2019-06-06
中央民族大学学报(自然科学版)(2017年2期)2017-06-11
新少年(2017年3期)2017-03-23
汽车维护与修理(2016年10期)2016-07-10
