
角部雨檐新型成形工艺与模具设计
2017-12-22 06:55:48赵亚夫
锻压装备与制造技术 2017年4期
赵亚夫
(中车长春轨道客车股份有限公司,吉林 长春 130062)
角部雨檐新型成形工艺与模具设计
赵亚夫
(中车长春轨道客车股份有限公司,吉林 长春 130062)
角部雨檐是铁路客车车体关键零部件,由于板料成形各处变形相差较大,制件成形后产生翘曲和边线参差不齐等诸多质量问题。本文全面分析了角部雨檐原有成形工艺及成形需要克服的难点,提出了一种全新的成形工艺和模具结构,并应用在生产实际中,取得良好效果。
角部雨檐;铁路客车;新型工艺;模具结构设计
角部雨檐是铁道客车的防雨零件之一,位于客车侧墙与端墙交汇转角处的车顶下沿,并与客车端墙与侧墙的直雨檐相连接,既是结构件,又是表面装饰件,故对其形状尺寸和表面质量的要求较高。材料为冷轧耐候钢板(09CuPCrNi-A),料厚2.0mm,抗拉强度σb=451MPa;屈服强度σs=314MPa;延伸率δ=26%。其形状如图1所示。
1 成形工艺分析与工艺方案的确定
从零件图可见,该零件相对壁厚较小,精度IT7级,是一个由复杂曲面组成的回转体制件。从断面可见,回转体的母线是由多段直线和圆弧相切而成的复杂曲线,母线上各点的回转半径相差较大。在板料水平放置时冲压方向与回转体方向成一定角度。通过对产品工艺性分析可知,该零件可采用两种冲压工艺方法成形:
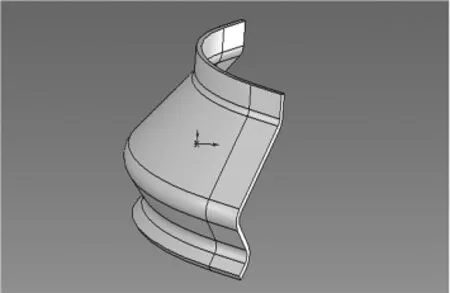
图1 角部雨檐零件图
(1)传统工艺方法。成形工序为:成形→轴向修边→径向修边→整形。由于工件母线各点回转半径相差较大,因此工件在成形过程中各回转面变形量相差较大,毛坯板料成形时走料不规则,成形后工件各边参差不齐,必须分别对成形后的工件进行轴向修边和径向修边,保证工件的尺寸精度。采用这种方案,由于工序多,所需模具数量较多,因此效率较低。由于模具需采用型面定位和斜楔切断等结构,造成模具结构复杂,成本高,模具使用寿命低,维修难度大。
(2)落料→成形法。这种方法的关键是要根据工件各部位变形量的不同,首先通过工艺计算和成形试验,准确确定展开料形状尺寸,按照槽回转体各个回转轮廓展开尺寸和延伸比率,将顶面面工艺补充量减小,底面不足部分按缺少量增加,以获得垂直的端头;其次在成形工序中采用在曲面上倾斜放料的方式,保证冲压方向和制件回转体轴线方向垂直;最后确定定位尺寸,通过三维模拟在模具上摆放调整料件位置,确定弹性定位销的前后和左右位置,使毛坯成形后直接达到工件尺寸要求,从而减少径向修边和轴向修边工序。该工艺方法工序少,特别是模具结构简单,使生产效率大为提高。
综合以上分析,采用第二种冲压工艺方案。其冲压工艺如图2所示。
2 毛坯展开料尺寸和成形定位尺寸的确定
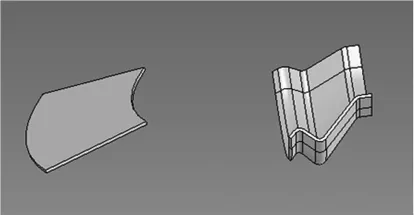
图2 冲压工艺示意图
在实际设计和生产过程中,工件的形状尺寸是确定的,因此先设计制造角部雨檐成形模具。经分析计算,用三维软件初步确定展开料尺寸,通过激光下料进行成形工艺试验和修正,最终确定展开料尺寸。通过三维虚拟装配确定定位销在成形模具中的定位尺寸。
3 成形模具结构设计
成形制件的好坏与模具设计质量密切相关,合理的模具结构是加工合格制件的关键。在模具设计时应注意以下几点:
(1)根据最后试验确定的毛坯展开料尺寸设计落料模具;
(2)根据雨檐零件形状、尺寸、材料性能设计成形模具。首先应考虑工件成形后的回弹,由于工件成形后塑变较大,因此回弹较小,沿径向方向角度回弹约1°;其次应考虑毛坯在成形时冲压方向和定位问题。在雨檐成形时选择垂直回转轴方向作为冲压方向,使模具设计制造得到简化,并有利于金属成形时的流动,但对定位要求较高。采用弹性定位销定位,保证工件在倾斜放料时的稳定性。
如图3所示为角部雨檐压形模具结构图。
4 实际生产过程和生产制件
在500t机械压力机上采用本文设计的模具进行角部雨檐成形。工件成形过程示例如图4所示,最终制件如图5所示。可以看出,采用本文设计的新型模具结构,可以解决模具轮廓不清晰和各边参差不齐的质量问题。
5 结束语
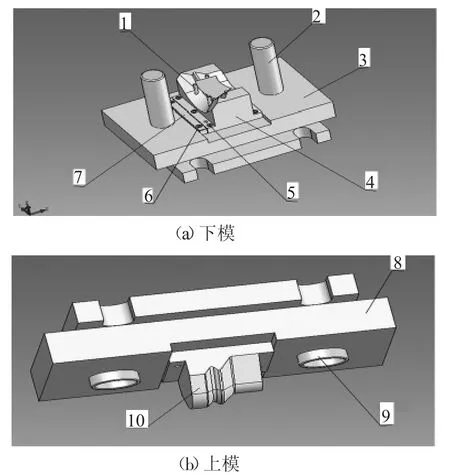
图3 角部雨檐模具设计结构图

图4 实际生产过程图

图5 最终制件图
在长客公司25G型碳钢车生产实际中,通过采用上述工艺和新的模具,零件一次成形,尺寸稳定,外形美观,成形精度高,直接应用于车体生产中,完全满足质量要求。新工艺和新模具达到了简化工艺和模具结构,降低冲压生产周期和成本,提高生产效率和产品质量的目的,实践效果很好。此项工艺技术的成功开发也为类似产品的工艺分析和模具设计提供很好的借鉴和指导作用。
[1]王孝培.冲压设计资料[M].北京:机械工业出版社,1983.
[2]姜奎华.冲压工艺与模具设计[M].北京:机械工业出版社,1986.
[3]丁松聚.冷冲模设计[M].北京:机械工业出版社,1998.
[4]冲模设计手册编写组.冲模设计手册[M].北京:机械工业出版社,1988.
[5]肖景容,姜奎华.冲压工艺学[M].北京:机械工业出版社,2008.
[6]贾玉申.冲压模具设计手册[M].北京:中国铁道出版社,1996.
A new forming technique and tool design for the corner rain eaves
ZHAO Yafu
(CRRC Changchun Railway Vehicles Company Limited,Changchun 130062,Jilin China)
The former forming process of corner rain eaves and the difficulties to be overcome have been analyzed in the text.A new forming technology and tool structure have been put forward,and applied into the practical production.It achieves good effect.
Corner rain eaves;Railway carriage;New forming technique;Tool structure design
TG386
A
10.16316/j.issn.1672-0121.2017.04.025
1672-0121(2017)04-0086-03
2017-03-24;
2017-05-11
赵亚夫(1973-),男,高工,冲压B类专家,主要从事冲压工艺、设备、模具及新技术开发研究。E-mail:zhaoyafu@cccar.com.cn
猜你喜欢
橡胶科技(2021年7期)2021-07-20 01:23:06
模具制造(2021年3期)2021-05-03 13:37:22
模具制造(2019年7期)2019-09-25 07:29:56
制造技术与机床(2018年12期)2018-12-23 02:41:16
科技创新导报(2017年34期)2018-06-05 10:17:28
环球市场(2017年21期)2017-09-10 07:22:44
制造技术与机床(2017年12期)2017-02-02 07:04:38
山东医药(2015年13期)2016-01-12 00:39:34
上海金属(2015年6期)2015-11-29 01:09:05
上海金属(2015年2期)2015-11-28 08:37:17
