基于宏的非圆曲线轮廓的通用编程加工
2017-12-20 04:40
武汉船舶职业技术学院学报 2017年4期
(武汉船舶职业技术学院,湖北武汉 430050)
基于宏的非圆曲线轮廓的通用编程加工
李洪涛
(武汉船舶职业技术学院,湖北武汉 430050)
随着数控加工机床的广泛应用,非圆曲线轮廓的加工内容不断增加,如何合理、高效地编制相应的数控加工程序,这一问题愈显突出。本文通过对数控加工的本质分析,结合变量及宏概念的运用,旨在建立一种非圆曲线轮廓加工的通用编程加工方法。
数控加工;非圆曲线;变量;宏
数控加工中,通过以坐标这一数字形式来描述零件轮廓,然后指令加工刀具依次经过用坐标点位描述的零件轮廓,去除多余材料,保留下来的就是所需要的加工零件。实际加工中,经常会碰到一些曲线轮廓,而又没有与之直接对应的数控加工指令,往往使得加工人员无从下手编制加工程序。
1 曲线轮廓加工分析

图1 曲线方程
如图1,对于形如:y=f(x)这一方程所表示的曲线轮廓的加工。需计算出曲线轮廓上的A1,A2,……An点的坐标,我们可设其中一点Ai坐标为(xi,yi)。为了方便,我们假定每一点在x方向的间距是定值0.5(步长为0.5).则xi+1=xi+0.5,将xi+1代入方程,可得yi+1=f(xi+1)可得Ai+1点坐标,依次类推,只要知道Ai点的坐标,就可以得到A2,……An的坐标。然后指令刀具依次经过A1,A2,……An各点。
具体如何选取点位才能达到加工要求,有等步长、等弦长、等容差等方法,不在此赘述。但有一点是明确的,要想加工精度越高,所需取的点数就会非常多,如果采用常规的数控指令,可能需要成百上千条,使得程序非常冗长。
2 宏指令变量的运用
如何才能简化编程,利用变量可以赋值及可以运算这一特点。数控宏指令可以很好地解决这一问题。具体数字表示的数控指令G01 XxiYyi,只能表示一个程序段,运行到(xi,yi)这个点,而采用变量的数控指令G01X[#1] Y[#2]则可以表示为众多的程序段,运行到众多的点位,只要变量#1,#2变化了,点的位置就变化了。一条G01X[#1] Y[#2]指令就拥有了成千上万条G01的功用。运用宏指令提供的函数运算功能、转移语句、循环语句,可以构成不断的点位计算及刀具在点位间的运动,从而达到加工目的。
3 通用编程方法的研究
设曲线轮廓由方程y=f(x)给定,如图2,X∈[a,b]。变量#1表示x坐标,变量#2表示y坐标。则通用编程程序如下:
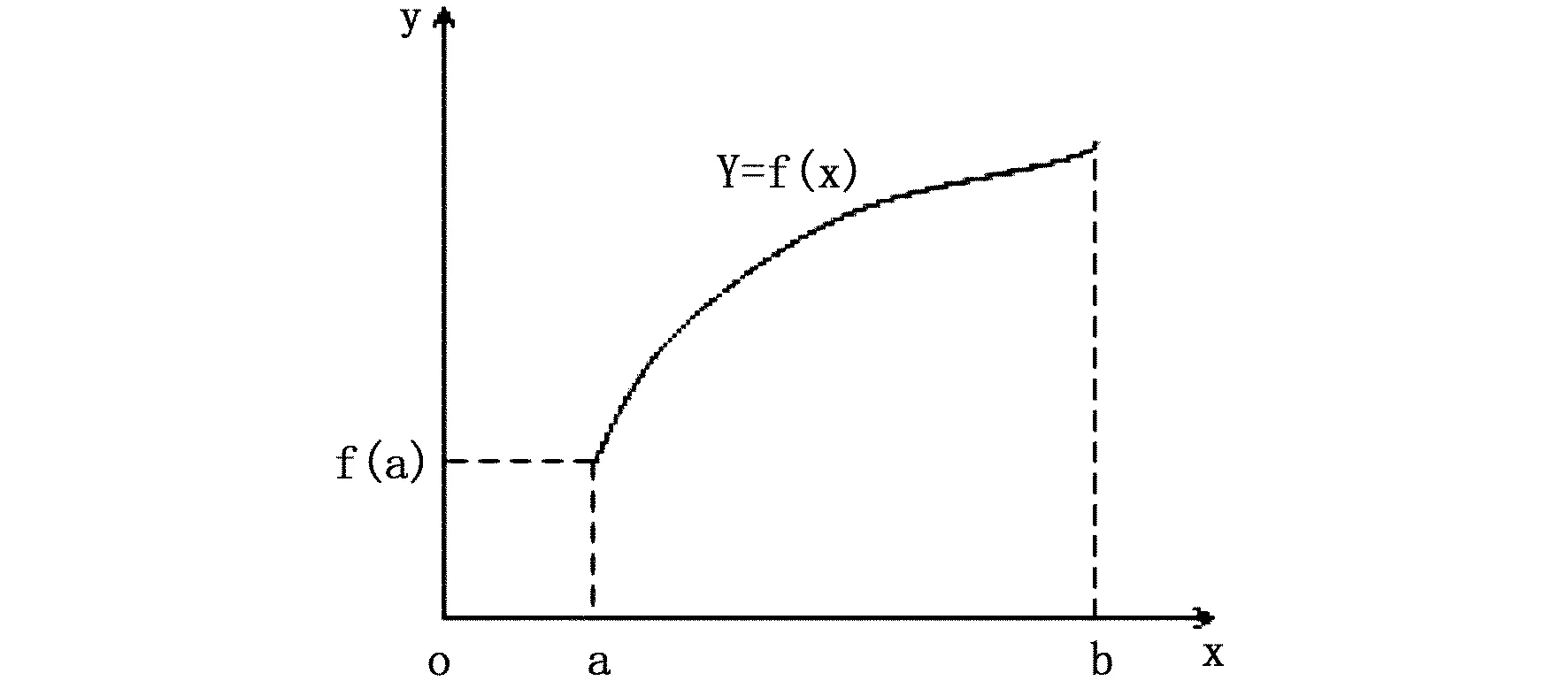
图2 曲线方程
……
#1=a (赋第一方向边界初值)
N100 if[#1 le b] go to 200 (不超出曲线边界就执行下列循环)
#2=f(#1) (计算第二方向坐标)
G01 x[#1]y[#2]f150 (运动到下一点)
#1=#1+0.5 (第一方向下一点坐标)
go to 100 (跳转到N10程序段,形成循环,进行下一点的坐标计算及运动)
N200 ……
只要是宏指令中所含有的函数,由它所描述给定的曲线轮廓,均可以按此方法套用。
4 该方法的实际运用
设有一曲线轮廓由方程y=50sin(x)给定。加工程序如下:
N1 g21g40g49g69g80g90 (安全程序段)
N5 g54 (调用G54坐标)
N10 t01 (选刀)
N15 m03s2000 (启动)
N20 g00x0y0 (定位)
N25 g43z5.h01 (建立长度刀补)
N30 g01z-1.f50 (下刀)
N35 #1=0 (赋第一方向边界初值)
N40 if[ #1 gt 360] go to 70 (不超出曲线边
界就执行下列循环)
N45 #2=50*sin[#1] (计算由y=50sin(x)表示的第二方向坐标)
N50 g01 x[#1] y[#2] f120 (运动到下一点)
N55 #1=#1+0.5 (第一方向下一点坐标)
N60 go to 10 (跳转到N10程序段,形成循环,进行下一点的坐标计算及运动)
N70 g00 z30. (抬刀)
N80 g49 z31. (取消长度刀补)
N90 g28m05 (返回参考点)
N100 m30 (结束)
加工结果模拟仿真如图3所示。
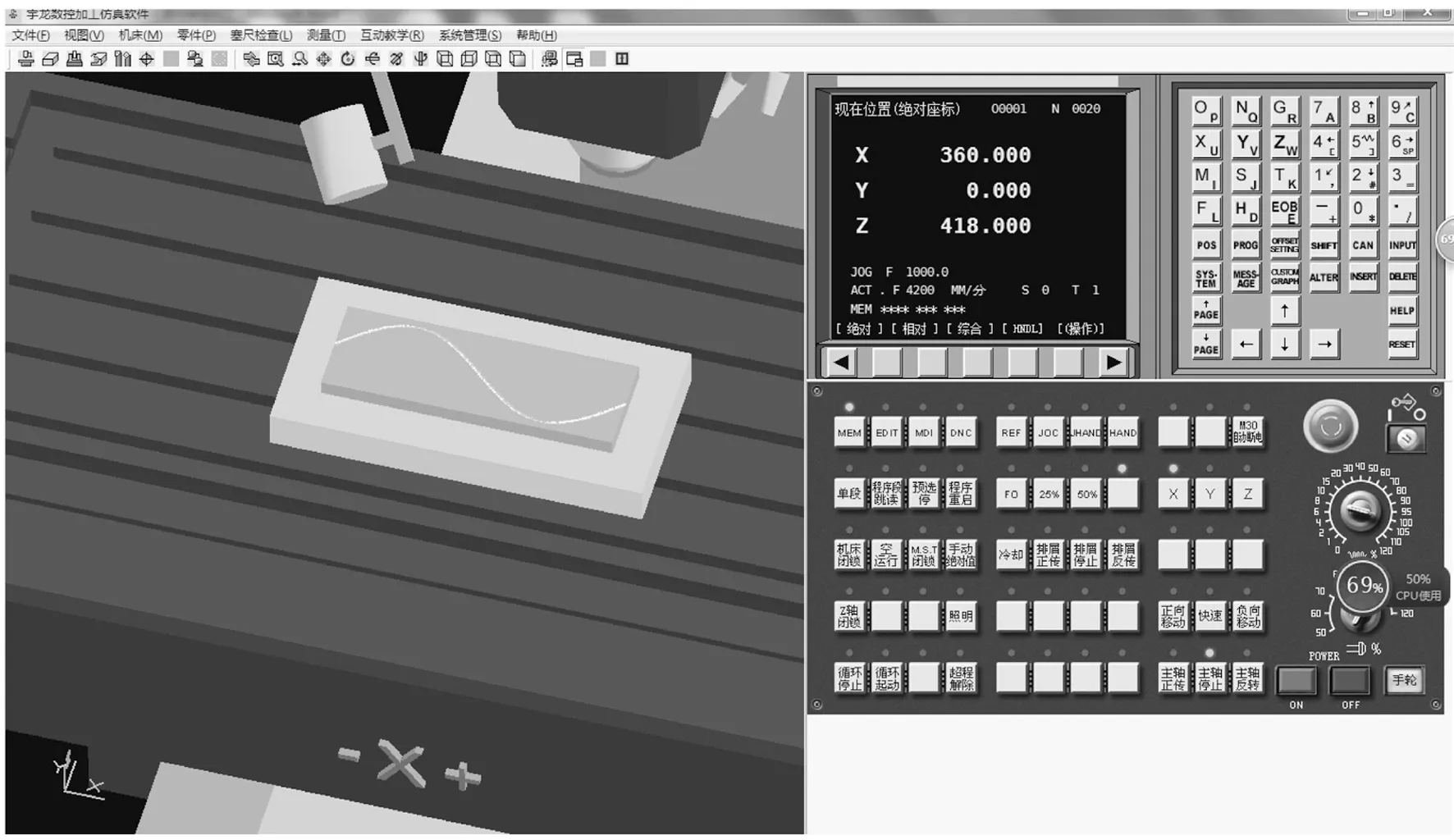
图3
5 结 语
实际上,对于任意曲线轮廓方程y=f(x),只需将程序段N45替换成相应的变量形式就可以了。当然也可以设定y向变化,计算x向的坐标。如果在实际加工中,需要考虑刀补的话,按通常的方法使用就可以了。
GeneralProgrammingofNon-circularContourbasedonMacros
LIHONG-tao
(Wuhan Institute of Shipbuilding Technology,Wuhan 430050,China)
With the wide application of NC machine tool, the processing content of non-circular curve contour is increasing. How to reasonably and efficiently compile the corresponding NC machining program becomes quite important. Through the analysis of the nature of CNC machining, combined with the use of variables and macro concept, the study aims to establish a general programming method for non-circular curve contour machining.
NC machining; non-circular curve;variable;macro
TP314
A
1671-8100(2017)04-0039-02
2017-05-12
李洪涛,男,副教授,主要从事数控加工方面的教学和科研工作。
(责任编辑:谭银元)
猜你喜欢
电动工具(2022年2期)2022-05-18
装备制造技术(2020年1期)2020-12-25
航天制造技术(2020年4期)2020-09-11
制造技术与机床(2019年11期)2019-12-04
组合机床与自动化加工技术(2019年11期)2019-11-27
制造技术与机床(2018年12期)2018-12-23
组合机床与自动化加工技术(2018年9期)2018-10-09
证券市场红周刊(2018年37期)2018-05-14
中国设备工程(2018年2期)2018-03-02
中国交通信息化(2017年4期)2017-06-06