X70M HFW焊管液压胀环法和平板拉伸法试验对比分析
2017-12-14 03:15屈献永胡松林张曙华
焊管 2017年11期
屈献永,胡松林,张曙华
(宝山钢铁股份有限公司,上海201900)
X70M HFW焊管液压胀环法和平板拉伸法试验对比分析
屈献永,胡松林,张曙华
(宝山钢铁股份有限公司,上海201900)
为了准确测量HFW焊管全管体真实屈服强度,设计并制造了液压胀环试验设备,测量了4种不同规格X70M HFW焊管的屈服强度,并与平板拉伸法测量的结果进行了对比。结果表明,无论用哪种测量方法,径厚比越大,HFW焊管的屈服强度越大,对应的屈强比也越大;液压胀环法测量的屈服强度比平板拉伸法测量的屈服强度高15~30 MPa;当应变<1%时,液压胀环法测得的应力比平板拉伸法测得的应力高
HFW焊管;屈服强度;液压胀环拉伸;平板拉伸
受外径和壁厚影响,HFW焊管大多无法取圆棒样做拉伸试验,而是用平板拉伸法测定强度性能。优点是加工试样方便,试验及评判方法统一。不足之处:①制作压平样时,存在未压平或过压,导致试样产生加工硬化,从而无法反应管体真实屈服强度;②平板拉伸样测得的数据只代表钢管周向一个面(点)的屈服强度,无法反应真实全周向的屈服强度。为此,部分国外标准,例如API SPEC 5L(45th)Table 20注释(d)中规定:“如果有协议,可根据ASTM A370规定,用环形试样通过液压胀环试验测定横向屈服强度”[1-2]。制管厂承接的某些国外合同技术规格书[3]也明确要求必须用液压胀环法来测定HFW焊管管体的屈服强度,并结合平板拉伸法测定的抗拉强度来计算钢管的屈强比。本研究对钢管水压前后用液压胀环法和平板拉伸法测得管体横向屈服强度,并做了统计对比分析。
1 试样制备及试验设备
1.1 试样制备
本研究选取Φ406.4mm×8mm/9.56mm/10.7mm/12.7 mm 4种规格X70M HFW焊管,管材化学成分见表1。平板拉伸试样(以下简称FB)按照工厂的加工标准压平试样,并按ASTM A370—2012的要求加工成标距为50 mm的标准试样。

表1 管材化学成分 %
液压胀环试样(以下简称RE):长76 mm的全圆周试样,端部加工平整无毛刺,确保在整个胀环试验过程中不受外部影响。
1.2 试验设备
国内的HFW焊管厂测定屈服强度时不常采用液压胀环设备[4],制管厂参考ASTMA370—2012中A2.3[5]、 GB/T 20568[6]和澳大利亚 AS 1855—2008[7]、AS 2193—2005[8]联合设备厂家设计并制造了一套专用的液压胀环设备[9-10](如图1所示)。平板拉伸设备选用德国ZwickZ1000液压拉伸试验机。
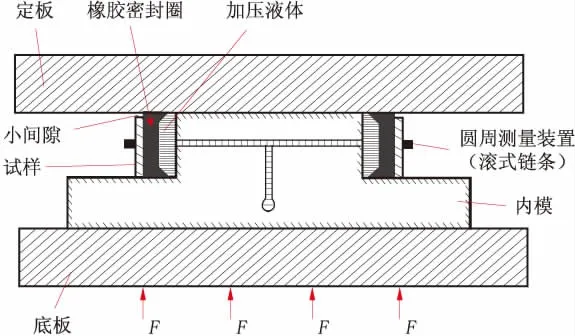
图1 液压胀环设备示意图
2 试验数据分析
2.1 不同壁厚钢管检测数据对比
图2为不同壁厚钢管试样采用平板拉伸法和液压胀环法测得的屈服强度数据,并计算出了相应的屈强比。可以看出:①同样的材质、外径,厚径比越大,不管用那种方法测得的屈服强度和屈强比都呈上升趋势。这主要是厚径比越大,HFW成型过程硬化效应越明显。②用平板拉伸法测得的屈服强度数值较分散,这主要是制样过程不规范所致(未压平或试样过压);而用液压胀环法测得数据较为集中,是因为受试样加工影响较小。
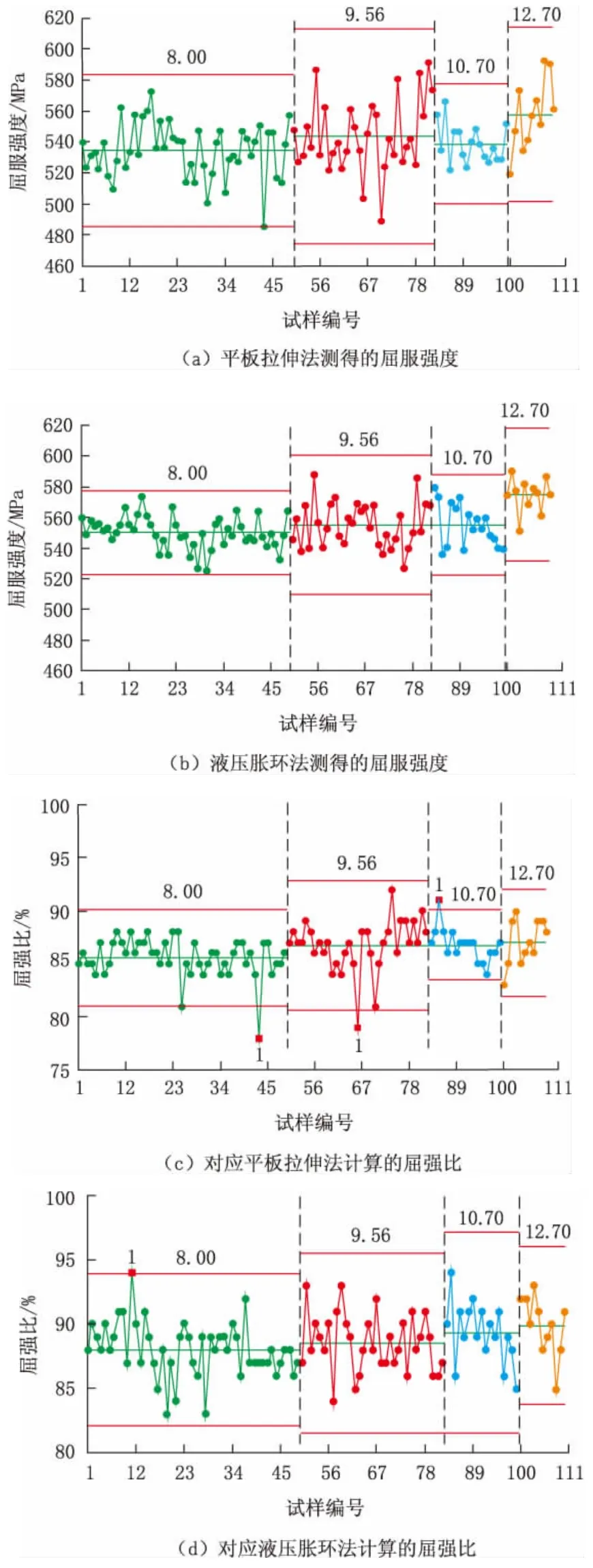
图2 不同壁厚钢管测得的屈服强度及屈强比
2.2 液压胀环法和平板拉伸法检测数据对比
图3 为选取Φ406.4 mm×8 mm钢管对两种试验方法测得的屈服强度进行了对比。由图3可以看出:①用液压胀环法测得的屈服强度数据比用平板拉伸法测得的屈服强度数据高15~30 MPa;②用液压胀环法测得的屈服强度数据计算出来的屈强比比用平板拉伸法测得的屈服强度计算出来的屈强比高2%~3%;③如果客户给出屈强比不能超过90%的要求,则图3中有部分试验批次钢管就不合格,需要重新优化炼钢和热轧工艺,开发低屈强比的HFW焊管用原料。
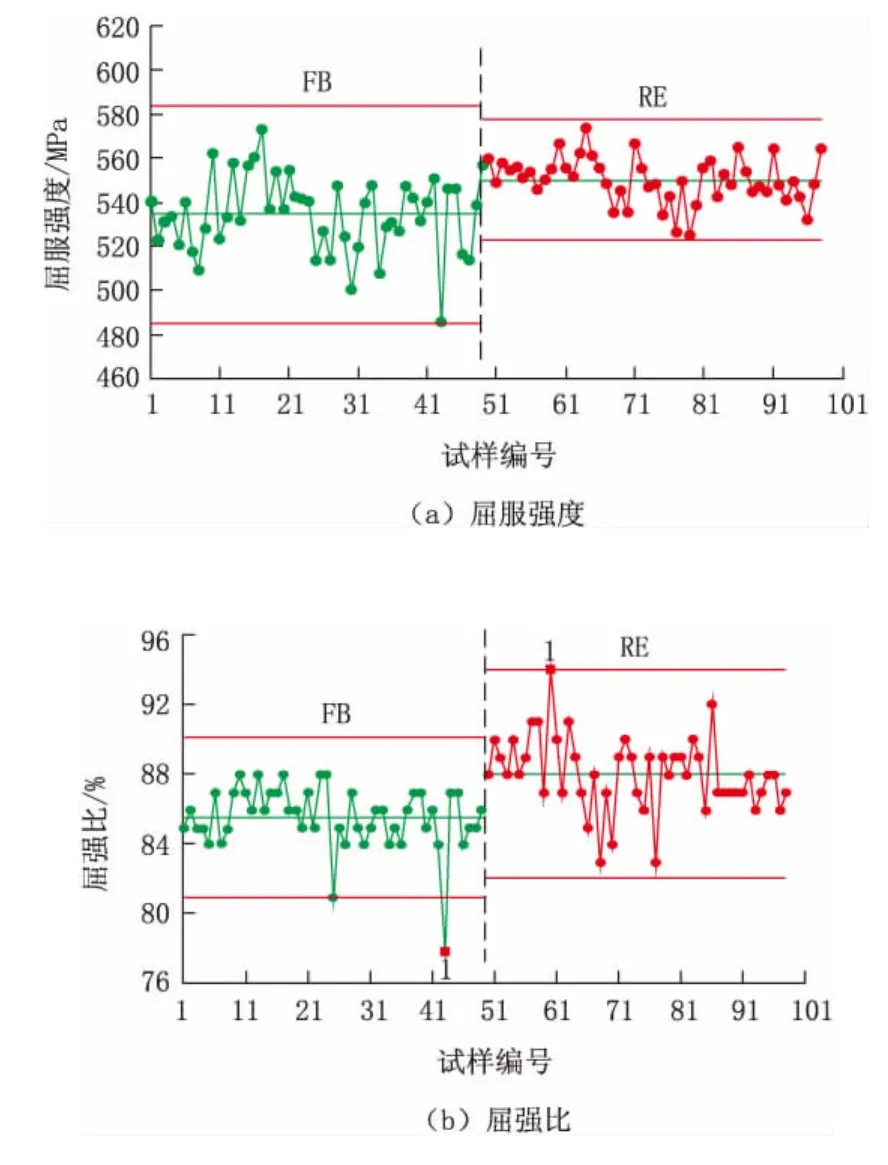
图3 平板拉伸法和液压胀环拉伸法测得的屈服强度及屈强比
2.3 液压胀环法和平板拉伸法对应的应力-应变曲线对比
图4 为选取Φ406.4 mm×8 mm钢管1组试样的应力-应变曲线对比(受制于液压胀环试验只能做应变<1%的试验,故只对比了0~1%应变的应力-应变曲线)。由图4可知,应变<1%时,液压胀环法对应的应力比平板拉伸法对应的应力高。
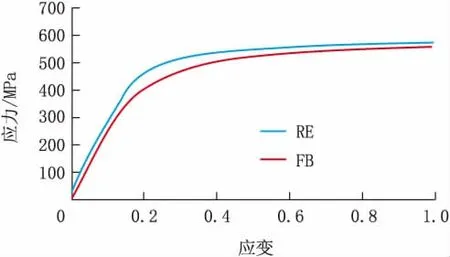
图4 平板拉伸法和液压胀环法拉应力-应变曲线对比
3 结 论
(1)用平板拉伸法和液压胀环法两种屈服强度测量方法对同外径、同材质、不同厚径比的HFW焊管屈服强度数值做了测量比较,发现厚径比越大,屈服强度也越大,对应的屈强比也大。
(2)对比两种试验方法测得的屈服强度,用液压胀环法测得的屈服强度比用平板拉伸法测得的屈服强度高15~30 MPa。
[1]API SPEC 5L(第45版),管线钢管规范[S].
[2]GB/T 9711—2011,石油天然气工业管线输送系统用钢管[S].
[3]AS 2885.1—2012,Pipelines-gas and Liquid Petroleum Part 1:Design and Construction[S].
[4]孙宏.管线钢管拉伸试验的研究[J].钢管,2009,38(3):56-58.
[5]ASTM A370-12,钢产品力学性能试验方法和定义[S].
[6]GB/T 20568—2006/ISO 15363—2000,金属材料管环液压试验方法[S].
[7]AS 1855—2008,Methods for the Determination of Transverse Tensile Properties of Round Steel Pipe[S].
[8]AS 2193—2005,Calibration and Classification of Forcemeasuring Systems[S].
[9]刘建红.管道用胀环试样试验台主密封圈的设计[J].润滑与密封,2009,34(4):93-95.
[10]王啸修.一种检测钢管屈服强度的液压胀环试验装置:中国,CN201420188628.4[P].2014-10-29.
Contrastive Analysis on Hydraulic Ring Expansion Test Method and Flat Tensile Test Method for X70M HFW Pipe
QU Xianyong,HU Songlin,ZHANG Shuhua
(Baoshan Iron&Steel Co.,Ltd.,Shanghai 201900,China)
In order to accurately measure the true yield strength of full body of HFW pipe,hydraulic ring expansion equipment was designed and manufactured,and yield strength of 4 specifications X70M HFW welded pipe was measured and compared with the results measured by Flatten Bar testmethod(FB).The results showed that no matter using which methods,the higher the diameter-thickness ratio,the higher the yield strength of HFW pipe and the yield ratio;the yield strength measured by Hydraulic Ring Expansion test method(RE)was 15~30 MPa higher than these measured by FB;when the strain was less than 1%,stress measured by RE was higher than these measured by FB.
HFW pipe;yield strength;hydraulic ring expansion test;flatten bar test
TG115.5
B
10.19291/j.cnki.1001-3938.2017.11.011
屈献永(1981—),男,工程师,现从事HFW焊管工艺技术研究工作。
2017-08-23
编辑:罗 刚
猜你喜欢
振动与冲击(2022年18期)2022-09-30
红岩春秋(2022年1期)2022-04-12
焊管(2020年3期)2020-04-13
制造技术与机床(2019年10期)2019-10-26
意林(绘英语)(2018年2期)2018-11-29
中国自行车(2018年9期)2018-10-13
车迷(2018年12期)2018-07-26
中国自行车(2017年7期)2017-08-16
科技资讯(2016年9期)2016-05-14
小天使·二年级语数英综合(2015年11期)2015-11-11