
一种前风窗上横梁连接板
2017-12-08 08:26:16姜文龙中国汽车工程研究院股份有限公司
新商务周刊 2017年16期
文/姜文龙,中国汽车工程研究院股份有限公司
一种前风窗上横梁连接板
文/姜文龙,中国汽车工程研究院股份有限公司
现有汽车一般包括位于车门上方的侧围上边梁和位于前风挡玻璃上方的前风窗上横梁,当侧围上边梁和前风窗上横梁均采用冲压成型制成时,只需通过简单的焊接方法便能将侧围上边梁与前风窗上横梁固定。然而,当侧围上边梁采用辊压工艺成型制成,而前风窗上横梁采用冲压成型制成时,现有的焊接方法则很难将二者固定。
汽车工业;前风窗上横梁连接板
1 技术要点
1.1 所要解决的技术问题
为解决上述问题,专门设计前风窗上横梁连接板,用于固定汽车的侧围上边梁与前风窗上横梁,前风窗上横梁连接板包括第一焊接板及由第一焊接板弯折延伸的第二焊接板,第一焊接板与侧围上边梁通过两层焊的方式焊接固定,第二焊接板与前风窗上横梁通过两层焊及二氧化碳保护焊的方式焊接固定,第一焊接板上设有第一定位孔,第一定位孔用于将前风窗上横梁连接板定位于侧围上边梁上。
1.2 取得的有益的技术效果
相比较传统的焊接固定方式,上述汽车通过设置前风窗上横梁连接板连接固定侧围上边梁和前风窗上横梁,使得不同材质的侧围上边梁和前风窗上横梁也能牢固的连接。
2 描述
图1-使用环境示意图
图2-与侧围上边梁及前风窗上横梁焊接图
图3-前风窗上横梁连接板结构示意图
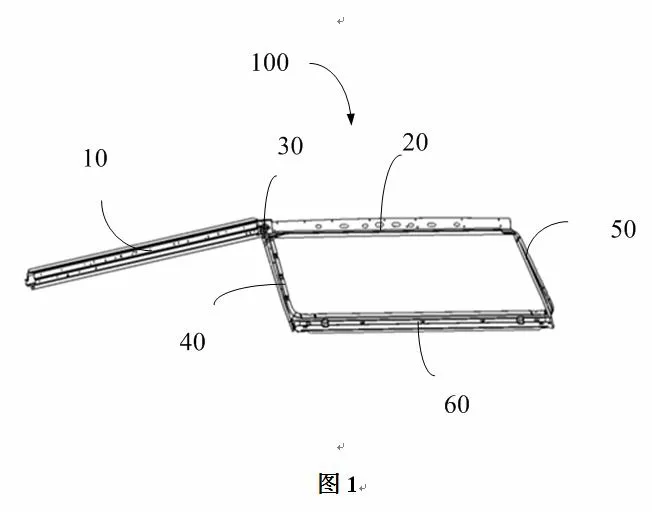
图1 使用环境示意图
如上图所示的环境示意图提供了一种汽车100,包括侧围上边梁10、前风窗上横梁20及前风窗上横梁连接板30,前风窗上横梁连接板30将该侧围上边梁10与前风窗上横梁20固定。汽车100还包括与前风窗上横梁20连接的左A柱内板上板40和右A柱内板上板50、及连接左A柱内板上板40与右A柱内板上板50的前风窗下横梁内板60。
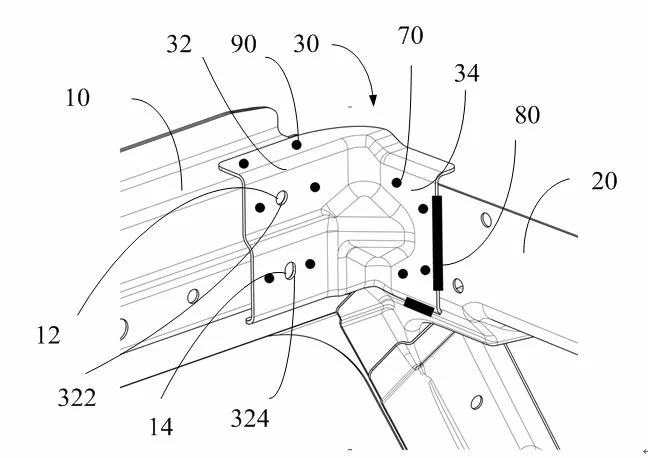
图2-与侧围上边梁及前风窗上横梁焊接图
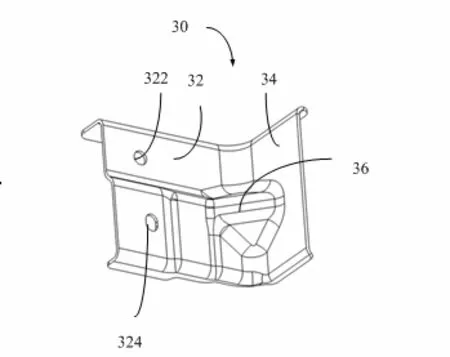
图3-前风窗上横梁连接板结构示意图
侧围上边梁10由冲压成型制成,包括第一定位柱12和第二定位柱14。第一定位柱12及第二定位柱14均用于将前风窗上横梁连接板30定位于侧围上边梁10上。前风窗上横梁20由辊压工艺成型制成。前风窗上横梁连接板30包括一第一焊接板32、由第一焊接板32弯折延伸的第二焊接板34及设于第一焊接板32与第二焊接板34的连接处的一加强肋36。第一焊接板32用于与侧围上边梁10焊接固定,第二焊接板34用于与前风窗上横梁20焊接固定。加强肋36分别与第一焊接板32及第二焊接板34垂直,用于增加第一焊接板32及第二焊接板34的强度。加强肋36的形状大致呈一三角状。
第一焊接板32上开设有第一定位孔322及第二定位孔324。第一定位孔322的形状为圆形,第一定位孔322用于供侧围上边梁10的第一定位柱12穿设。第二定位孔324的形状为长圆形,以便第二定位柱14装入第二定位孔324内。
在组装汽车100时,可参照如下步骤进行:
将前风窗上横梁连接板30的第二焊接板34通过两层焊及二氧化碳保护焊的方式焊接固定于前风窗上横梁20上,以形成连接前风窗上横梁连接板30与前风窗上横梁20的第一焊点70和第二焊点80。将前风窗上横梁连接板30通过第一定位孔322和第二定位孔324套设于前风窗上横梁20的第一定位柱22和第二定位柱24上,再将前风窗上横梁连接板30通过两层焊的方式焊接固定于侧围上边梁10上,以形成连接前风窗上横梁连接板30与侧围上边梁10的第三焊点90。汽车100便组装完毕。
相比较传统的焊接固定方式,上述汽车100通过设置前风窗上横梁连接板30连接固定侧围上边梁10和前风窗上横梁20,使得不同材质的侧围上边梁10和前风窗上横梁20也能牢固的连接。而且,通过在前风窗上横梁连接板30上设置定位孔,使得前风窗上横梁连接板30在安装的过程中能与侧围上边梁准确定位。
3 技术关键点
(1)前风窗上横梁连接板的结构设计特点特征;
(2)前风窗上横梁连接板与其周边零件的搭接方式;
(3)前风窗上横梁连接板与其周边零件的焊接结构。
[1]张玉盛.焊接技术的现状和发展趋势[J].魅力中国,2010,(26):204-204.
[2]宗培言.焊接结构制造技术与装备[M].北京:机械工业出版社,2007.7-8.
猜你喜欢
数学小灵通(1-2年级)(2020年9期)2020-10-27 03:24:18
当代贵州(2019年41期)2019-12-13 09:28:56
模具制造(2019年4期)2019-06-24 03:36:42
模具制造(2019年4期)2019-06-24 03:36:40
模具制造(2019年4期)2019-06-24 03:36:40
工业设计(2016年5期)2016-05-04 04:00:48
焊接(2016年2期)2016-02-27 13:01:14
中国共青团(2015年7期)2015-12-17 01:24:38
华东理工大学学报(自然科学版)(2015年4期)2015-12-01 04:00:42
应用技术学报(2014年1期)2014-02-28 14:52:16
