
影响普碳钢可浇性因素分析与实践
2017-11-27 06:34张太生张建奎霍桂兰
河南冶金 2017年5期
张太生 张建奎 杨 杰 霍桂兰
(安阳钢铁股份有限公司)
影响普碳钢可浇性因素分析与实践
张太生 张建奎 杨 杰 霍桂兰
(安阳钢铁股份有限公司)
通过对普碳钢生产过程中炼钢、连铸各工序关键工艺控制参数的数据分析,找出了影响普碳钢可浇性的主要因素和临界点,并针对要因优化制订了有效的工艺制度,取得了明显的改进效果,对炼钢生产具有一定的指导意义。
普碳钢 可浇性 分析
0 引言
普通碳素结构钢(以下简称“普碳钢”),由于其氧化性强以及外来夹杂物进入,在浇注过程中经常出现钢中夹杂物多,影响钢水质量,甚至影响到连铸工序的可浇性,造成漏钢等生产事故。据统计,因普碳钢可浇性差造成的漏钢、回炉等生产事故占总事故的66.89%,严重影响了工序的生产稳定顺行,必须对普碳钢可浇性差产生的原因进行研究分析,并采取针对性措施加以解决。
1 数据分析说明
1)统计样本数:13 216炉,共109个浇次。
2)钢水可浇性主要是以钢水的流动性和钢渣多少来衡量,引起钢水可浇性差的主要原因是脱氧产物在钢水浇铸温度下呈固态,这些固态脱氧产物凝固沉积于水口使孔径变小,阻碍钢流顺行,严重时水口完全堵死,导致断流。水口结瘤物系网络状复合夹杂物与残钢的混合物,该复相夹杂物以纯Al2O3为主体,其间以RO相进行胶结。对于堵塞机理,认为一是钢中Als含量较高,保护浇铸不完善,造成铝的二次氧化使钢中析出Al2O3等高熔点夹杂物粘附在水口壁上形成结瘤;二是钢水中高熔点絮状物(如Al2O3)等非金属夹杂物在钢中来不及上浮,粘附于水口内壁造成结瘤。
3)以浇注正常为可浇性良好和以渣多为可浇性差作为类别对象进行分析,以普碳钢可浇性差指数(以下简称“指数”)为评价参数,分析炼钢过程各工艺关键控制参数对普碳钢可浇性的影响,目标指数控制在1.0以下。
2 影响因素分析
2.1 出钢终点碳含量的影响
由碳氧平衡积可知,出钢终点碳含量越高,钢中氧含量越低。统计分析得出,出钢终点碳对普碳钢可浇性差有影响,其指数随出钢终点碳含量的升高而降低,说明在较低的出钢终点碳时,钢水脱氧不足钢中氧含量高,出钢终点碳每降低0.01%,指数上升高0.145,如图1所示。

图1 出钢终点碳与指数关系
2.2 钢中Mn/Si的影响
钢中硅(Si)、锰(Mn)含量控制既影响钢的机械性能,又影响钢水的可浇性。当Mn/Si大于3.0,可得到完全液态的脱氧产物,可以改善钢水的流动性,保证了连铸顺行。钢中Mn/Si越高钢渣流动性越好,易于流动排除。统计分析得出,钢中Mn/Si在2.60以下时,指数随着钢中Mn/Si的降低骤然升高,可浇性变差,但大于3.0影响不大,如图2所示。
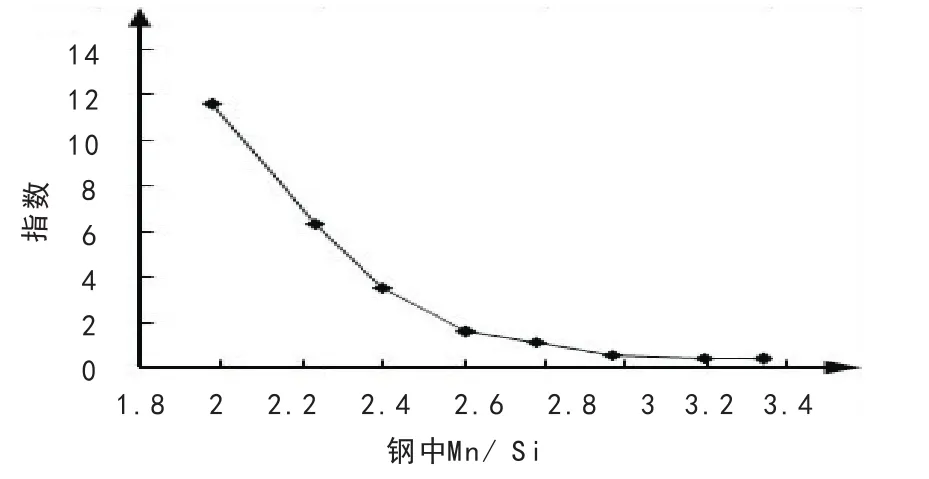
图2 钢中Mn/Si与指数关系
2.3 吹氩时间的影响
吹氩能够均匀钢水成份和温度,同时促使夹杂物上浮,搅动的钢水促进了钢中非金属夹杂物碰撞长大,上浮的氩气泡能够吸收钢中的气体,同时粘附悬浮于钢水中的夹杂物并带至钢水表面被渣层所吸收。统计分析得出,钢水可浇性随着吹氩时间的延长而有效改善,但超过6 min影响不大,如图3所示。
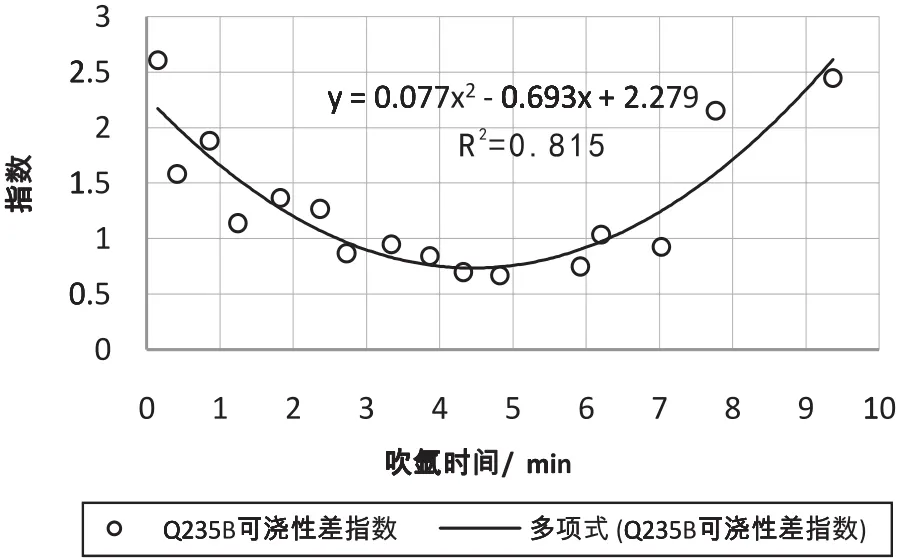
图3 吹氩时间与指数关系
2.4 拉坯速度的影响
对于定径水口拉速控制工艺,拉坯速度越高意味中间包液面越高,夹杂物在中间罐内停留时间长,容易排除。统计分析得出,当拉坯速度约低于2.90 m/min时,指数迅速升高,可浇性变差,如图4所示。
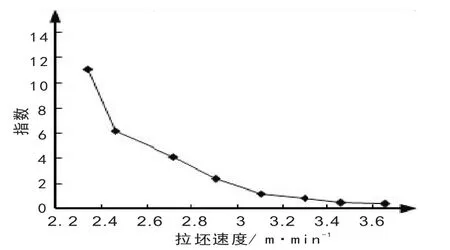
图4 拉坯速度与指数关系
2.5 拉坯速度波动的影响
连铸机拉坯速度波动越大,说明中间包液面及流场稳定性越差,对夹杂物的排除不利。统计分析得出,指数随着拉坯速度波动的降低即浇注稳定性的提高而减小,可浇性有所改善,且在负偏差时斜率绝对值大,即下炉拉速突然增加更容易影响普碳钢的可浇性,如图5所示。
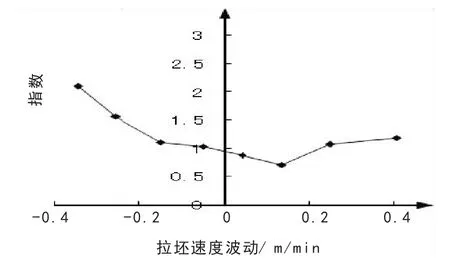
图5 拉坯速度波动与指数关系
2.6 浇注温度的影响
钢水浇注温度越高,钢水黏度越低,流动性越好,有利于夹杂物的上浮,反之不利于排除。统计得出,在浇注温度较低时(约低于1 532℃),指数明显升高,正常浇注温度条件下影响不大,如图6所示。

图6 浇注温度与指数关系
3 普碳钢生产工艺制度的优化
3.1 冶炼成份控制
根据以上数据的统计分析结果,优化设计普碳钢冶炼成份及钢中Mn/Si控制标准,见表1。

表1 普碳钢冶炼成份及钢中Mn/Si控制标准
3.2 冶炼终点控制
为控制终点钢中氧含量,控制出钢终点碳≥0.08%,当出钢终点碳每降低0.01%脱氧剂补加量增加0.17 kg/t。同时为满足连铸浇注温度要求,控制转炉终点出钢温度为1 635℃~1 665℃。
3.3 吹氩时间控制
吹氩时间应控制在3.0 min~6.0 min,保证吹氩效果,促进钢中夹杂物上浮,净化钢液。
3.4 连铸浇注工艺控制
为发挥连铸中间包冶金工艺功能,中间包液面控制必须大于600 mm, 最低液面不低于450 mm,连铸机拉坯速度≥3.2 m/min,炉与炉拉速波动控制在±0.2 m/min,浇注温度控制在1 530℃~1 550℃。
4 应用效果
通过对普碳钢生产过程中关键工艺控制参数的优化,普碳钢可浇性得到了很好的改善。其中,Mn/Si不合比率由优化前的0.66%降低到0.32%,转炉出钢终点碳由优化前的0.072%提高到0.086%。浇注过程的稳定性明显提高,合格率由优化前的88.71%提高到96.17%,平均拉坯速度由3.27 m/min提高到3.56 m/min。漏钢事故率由0.51%降低到0.01%,事故回炉率由0.09%降低到0.00%。其运行效果见表2。

表2 普碳钢生产事故统计对比
5 结语
1)通过优化普碳钢生产过程关键工艺控制参数,普碳钢可浇性得到了很好的改善,漏钢事故率和生产事故回炉率大幅降低。
2)统计分析得出,出钢终点碳对普碳钢可浇性差有影响,指数随出钢终点碳含量的升高而降低,说明在较低的出钢终点碳时,钢水脱氧不足钢中氧含量高。
3)钢中Mn/Si和拉坯速度对普碳钢可浇性影响较大,当钢中Mn/Si在2.60以下时或拉坯速度低于2.90 m/min时,指数随着钢中Mn/Si和拉坯速度的降低骤然升高。
4)钢水可浇性随着吹氩时间的延长而有效改善,但超过6 min影响不大,吹氩时间应控制在3.0 min~6.0 min。
5)拉坯速度波动在低于-0.20 m/min或大于0.20 m/min,对指数有影响,且负偏差时斜率绝对值更大即影响更大。
6)钢水浇注温度只有在低于1 532℃时,指数才明显增加,正常浇注温度影响不大。
[1] 孙毅杰,刘晓峰,高祝兵,等.钢水可浇性引起连铸机非计划断浇原因分析[J].四川冶金,2010,32(6):38-42.
[2] 茅洪样,胡东艳.连铸过程中水口堵塞机理及其预防对策[J].武汉科技大学学报(自然科学版),2000,23(2):1117.
ANALYSIS AND PRACTICE OF INFLUENCING FACTORS OF GENERAL CARBON STEEL CASTING
Zhang Taisheng Zhang Jiankui Yang Jie Huo Guilan
(Anyang Iron and Steel Stock Co., Ltd.)
Through the data analysis of key process control parameters in each procedure of steel-making and continu⁃ous casting process during carbon steel production,the main factors and critical points affecting the casting property of plain carbon steel are found out,and the effective technological system is formulated according to the optimization.The obvious improvement effect is obtained, which has certain guiding significance for steel-making production.
carbon-steel casting analysis
2017—3—25
猜你喜欢
水泵技术(2022年2期)2023-01-15
煤气与热力(2021年4期)2021-06-09
山东冶金(2019年6期)2020-01-06
山东冶金(2019年2期)2019-05-11
山东冶金(2019年1期)2019-03-30
西南石油大学学报(自然科学版)(2018年4期)2018-08-02
中华建设(2018年3期)2018-04-23
红土地(2017年2期)2017-06-22
当代工人(2016年11期)2016-07-19
安徽冶金科技职业学院学报(2015年3期)2015-12-02
