
YJ17卷烟机刀头进刀机构的改进
2017-11-22 01:32:18
传感器世界 2017年10期
重庆中烟工业有限责任公司黔江卷烟厂,重庆 40900
一、前言
YJ17[1]卷烟机是目前卷烟机主要型号之一,由于YJ17卷烟机自身的刀头进刀机构零件易变形[2],故障率较高[3],故障后维修时间较长,且对产品质量带来隐患[4],影响设备的有效作业率。
为此,对YJ17卷烟机的刀头进刀机构进行改进,重新设计内部构件,减少相应的维护时间和劳动强度,提高设备的运行稳定性和可靠性,从而有效保证设备的有效作业率。
二、存在问题
1、工作流程
YJ17卷烟机进刀机构由棘轮、棘爪与进刀盒组成,分自动和手动两种方式[5]。当机械达到设定的切割次数时,PLC输出一个脉冲信号,接通电磁阀Y11,压缩空气(2.5×105Pa)推动气缸活塞,带动推杆推动棘爪,由棘爪推动棘轮带动刀盒齿轮轴转动,齿轮轴再通过齿轮把动力传给进刀轴,实现一次进刀量为0.06mm的进刀,约3s后,电磁阀失电,切断压缩空气,在弹簧作用下复位,完成一次自动进刀。
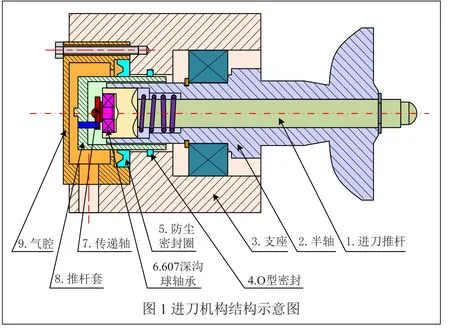
如图1所示,进刀程序启动后,压缩空气进入气室,推动推杆套8带动进刀推杆1实现进刀,动力从推杆套8传给传递轴7,再通过轴承6在克服弹簧弹力下推着进刀推杆1一起向右运动。安装在支座上的气腔,为自动进刀机构提供了一个气室,气室的密封主要依靠防尘密封圈5和O型密封4保证。轴承6安装在进刀推杆1上,在弹簧作用下与半轴2一起随设备运行作高速旋转。推杆套8在轴承6、传递轴7和推杆套8上的销钉作用下,保持静止,减少对密封件的磨损,降低自动进刀故障。
2、问题分析
(1)密封件磨损情况分析。YJ17刀头采用的是双刀双切式,正常运行时,刀盘转速一般在1750r/min,进刀频率为切割4000次时进一次刀,该部位转速高,动作频繁,导致轴承6的使用寿命短。轴承损坏后,半轴2会通过推杆套8上的销钉带动推杆套旋转,加速对密封件的磨损,使气室因密封不良出现漏气,降低对进刀推杆的推力,无法完成正常进刀[6]。
(2)对轴承所受载荷进行分析。进刀刀头装置工作时,刀片每切割4000次进刀一次,每次进刀,电磁阀打开,气腔充气,压强P=0.25MPa,推杆套的 直 径d=36mm,r=d/2=18mm,S=πr2= 1017mm2,F=PS=254N。推杆套以254N的推力向前推动连接轴,通过607深沟球轴承推动推杆完成进刀;进刀后,电磁阀关闭,气腔放气,推杆在弹簧的作用下带动推杆套一起复位,推杆套没有轴向限位装置,由于惯性的作用,在推杆套与传递轴之间产生轴向间隙,导致下次进刀时,推杆套对607深沟球轴承产生冲击[7]。
通过上述分析可知,607深沟球轴承要承受间歇的轴向冲击载荷,而间歇的冲击载荷对轴承的作用力远远大于气腔压力,使轴承内、外滚道与滚动体的接触处产生过量的塑性变形,形成不均匀凹坑,长期变形而导致607深沟球轴承失效。因此,607深沟球轴承承受较大的轴向冲击载荷是其频繁损坏的关键原因,在转速较高的情况下,也会缩短轴承寿命[8]。
(3)YJ17卷烟机自动进刀机构采用的非标准件的设计思路。当轴承损坏时,会带来推杆套、密封件等的更换,对备件消耗也带来相应的影响;进刀推杆是靠弹簧复位,卡簧限位,更换很不方便,需拆卸半轴,维修时间长;备件更换后,安装半轴需仔细校正,对维修技术要求高,若安装不到位,会带来其他零件的非正常损坏。
三、改进方法
1、自动进刀装置的改进
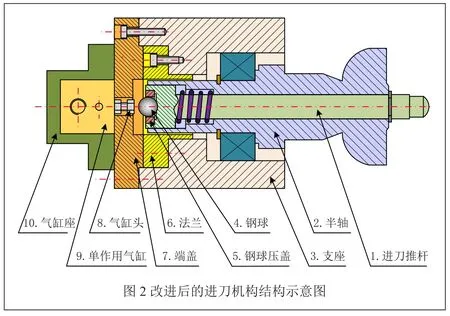
单作用气缸9通过螺钉固定于气缸座10上,端盖7和法兰6通过螺钉固定于支座3上,气缸座10通过螺钉固定于端盖7上, 钢球压盖5把钢球装在进刀推杆上。当进刀机构得到进刀信号后,电磁阀动作,高压脉冲打开,单作用气缸9的气缸头3向前移动3mm后顶住钢球推动进刀推杆10,推杆推动棘爪,由棘爪推动棘轮转动,棘轮带动进刀蜗杆转动,带动蜗轮转动,在蜗轮和滚轮的共同作用下推动切刀进给一次。当电磁阀关闭时,气路闭合,进刀推杆在弹簧的作用下复位。如此循环动作,实现刀片稳定可靠的自动进给。
2、主要改进要点
(1)采用标准气缸代替原来的气动机构。用标准气缸取代原来的气动机构。原来的气动机构安装在支座里,不利于维护、维修。加工一个气缸座并把标准气缸安装在上面,再把它们一起安装在端盖上。不但结构简单,维修、维护方便,而且延长调心球轴承2206-2RS1的使用寿命。
(2)取消深沟球轴承607及两种密封等相关部件。取消易坏的深沟球轴承607,取消传动轴、推杆套、气腔、防尘密封圈、O型密封圈等。在不改变进刀顶杆的结构和尺寸情况下,去掉深沟球轴承607和传动轴,加工一个钢球压盖,把直径为11mm的钢球安装在进刀顶杆的轴心线上。钢球压盖与进刀顶杆过盈配合,钢球与钢球压盖间隙配合。在安装时加注润滑脂,使得钢球在不进刀时与进刀顶杆一起转动,进刀时钢球滚动,这样既减少了摩擦力,又增强了抗冲击的能力[9]。
(3)重新设计加工气缸座、端盖、法兰、钢球压盖和支座。去掉支座上的O型密封圈(密封气腔和推杆套),去掉气腔和气腔上的防尘密封圈,去掉推杆套,加工一个法兰安装在原气腔安装位置,并把支座车掉14mm,并加工一个端盖安装在支座上,这样使得与原支座在外形尺寸上一致[10]。
四、改进效果
通过对ZJ17卷烟机进刀机构进行改进和重新设计,使进刀机构的稳定性和可靠性得以提高,降低了进刀机构的故障率,缩短了维护保养的时间,减轻了维修工作量和劳动强度,提高了设备的运行效率。
猜你喜欢
润滑与密封(2023年5期)2023-05-25 02:37:06
中国科技纵横(2023年4期)2023-05-18 13:07:22
商品与质量(2021年43期)2022-01-18 05:30:08
制造技术与机床(2021年5期)2021-06-18 03:08:26
装备制造技术(2020年4期)2020-12-25 05:26:16
爆炸与冲击(2018年6期)2018-10-16 08:53:10
新商务周刊(2017年8期)2017-12-24 14:04:53
机械与电子(2014年3期)2014-02-28 02:07:58
华东理工大学学报(自然科学版)(2014年5期)2014-02-27 13:49:36
华东理工大学学报(自然科学版)(2014年5期)2014-02-27 13:49:36
