步进电机节拍发生器设计
2017-11-17 02:14:23赵德权
微处理机 2017年5期
苏 琳,李 翠,赵德权
(中国电子科技集团公司第四十七研究所,沈阳110032)
步进电机节拍发生器设计
苏 琳,李 翠,赵德权
(中国电子科技集团公司第四十七研究所,沈阳110032)
通过对脆性材料切割工艺过程的剖析,结合感应子式步进电机的结构、原理和特点,并从电机实际应用的角度,阐述了一种节拍发生器的构造方法,在总速率可调节的基础上,引入了方式控制,即“四拍”方式和“八拍”方式,后者是前者的二分之一步距,采用“八拍”方式,可使“进刀量”更小,控制更精细,材料切面更细腻、平整,但效率相对要低些。考虑到在回程和移位过程中,并无实质性切割动作,这时采用“四拍”方式运行,可显著提高效率。因此,在硬件和软件设计时,充分考虑材料易解离的特性,采用两种方式切换的办法,既照顾到速度,也保证了质量,事实证明,这种解决方案是实用、有效的。
感应子式;步进;节拍;步距角;绕组;调速;进刀量;位移
1 引言
目前,国内材料科学研究已经有了长足进步,收获了一些成果,但开发手段还相对落后,在一些精密设备自主研制上,由于技术壁垒增高,在国际上追赶起来愈加困难,这极大制约了整体科研水平的进一步提高与发展。在以晶体、陶瓷、岩样等坚硬物质作为处理对象时,由于加工样品性脆、容易解离的特点,需要更为先进的技术支持,为此我们不得不引进大量设备或关键部件,也付出了巨额的财力和物力,通过引进吸收,国内也设计制造了一些晶体研磨和切割方面的仪器设备,令人振奋和鼓舞。
2 三轴驱动过程
滚轮上金刚石线长为80m;线速0~3m/s可调,由调速电机驱动,x轴双向往复运动,转向信号由位置传感器提供,回转周期最少20s(设实际使用60m线,两端各预留10m)。
360°旋转夹具,左右最大具有10°倾角。
夹具沿y轴运动,最大行程180mm,由y步进电机驱动[1-2]。
夹具沿z轴运动,最大行程165mm,由z步进电机驱动。
切割线沿x轴向运动,进行切割操作,y轴为进料方向,z轴为切割位移。
加工样品最大尺寸 150mm(y)×150mmm(z)。
两个导向轮使切割线在x轴向形成一段直线,两个张紧轮自动调节切割线松紧,并传递断线信号。两个限位开关,当切割线超出工作范围时断电保护。自动循环泵提供冷却液。
3 x轴向控制
(1)由DA转换器[3]DAC0832及运放电路提供0~10V模拟电压,用以控制变频器的模拟输入端,来达到电机调速的目的[4]。
(2)正反转控制,x轴电机是往复运动的,通过变速箱转成位移,在接近80m长切割线两端一定距离时,会触发Lf(左边界)或Rf(右边界)传感器,以决定电机转向。当使用的变频器具有FWD和REV端子,则不需要启停端控制。即当FWD接地为正转,REV接地为反转,二者接高或悬空为停止态,因二者事实上的互斥性,当FWD和REV同时为低时,变频器规定为正转方向。由二组继电器分别控制FWD和REV端,产生方法即将继电器(如图1)的NO端接变频器的地端,NC端接高(+10V或+5V),COM端作为控制输出。
(3)启停控制
当变频器的正转和反转控制输入共用一个端子时,接入的开关量“0”和“1”分别代表不同的运行状态,即一个状态(低)为正转,另一个状态(高)为反转,此种情况下,必有启动和停止控制,一般也共用一个输入端,为表述方便,令接地为运行,接高或悬空为停止。并令正反转控制端为FWD/REV,启停控制端为START/STOP。
因每组信号逻辑上的互斥,恰好利用继电器常开和常闭两个触点的互斥性,采用同(2)中所述的方式跨接继电器,即可实现FWD/REV端和START/STOP端的控制。
图1 继电器输出
因此,在设计上,对FWD/REV及START/STOP等开关量输出控制,一般不做“接死”处理,而是将继电器的三端(公共端COM、常开触点NO和常闭触点NC)输到接线端子即可,甚至连继电器的控制端信号(4,5)也从接线端子获取,实际使用时,可根据不同的变频器和使用要求来灵活跨接。预留4组继电器可充分满足要求
4 y轴向和z轴向控制
此二轴向需由步进电机驱动,选择合适的电机非常重要。
(1)类型:采用感应子式步进电机作为驱动,其优势在于:与传统的反应式相比,结构上转子加有永磁体,免去转子励磁时的耗能,因此该电机效率高,电流小,发热低。因永磁体的存在,该电机具有较强的反电势,其自身阻尼作用比较好,使其在运转过程中比较平稳、噪音低、低频振动小。而定子激磁只需提供变化的磁场即可。
(2)相数:感应子式步进电机定子有4对极N、S磁场的激磁线圈,即称为四相电机。
(3)拍数:即完成一个磁场周期性变化所需脉冲数或导电状态,或指电机转过一个齿距角所需脉冲数,以四相电机为例,有四相四拍运行方式即AB-BC-CD-DA-AB,四相八拍运行方式即A-AB-B-BC-C-CD-D-DA-A。
(4)步距角:对应一个脉冲信号,电机转子转过的角位移用θ表示。θ=360°/(转子齿数×运行拍数),以转子齿数为50的四相电机为例,四拍运行时步距角为θ=360°/(50×4)=1.8°(俗称整步),八拍运行时步距角为θ=360°/(50×8)=0.9°(俗称半步)。
(5)位移:旋转的电机沿着丝杠形成位移,实施中,设计丝杠丝距为1mm,即电机旋转1周,位移量为1mm,当以四拍运行时,步距为 1mm×1.8/360=0.005mm;以八拍方式则为0.0025mm。
5 节拍发生器
(1)节拍逻辑的数字表述
根据四相电机绕组特性,采取负极驱动更便捷,开关器件应选为NPN管,基极控制为高有效。由于电机四拍及八拍都是循环轮转的,为描述和设计上的方便,四项绕组以 A、B、C、D 顺序取位,“1”为加电状态,“0”为失电状态,同时规定数据起点均为AB。

四拍循环方式AB-BC-CD-DA-数字表述即为:八拍循环方式AB-B-BC-C-CD-D-DA-A-数字表述即为:

从上述可以看出,(2)式包含(1)式,连续位置输出时即为八拍方式(半步),取偶数(0起始)位置输出即为四拍方式(整步),因此,根据取数位置的变化,可以灵活地实现两种方式的平稳转换,使得步进过程不失步(禁止在奇数位置转换),反序输出则实现反转。
(2)硬件电路实现
为了减轻主控器的负担,节拍发生器有必要由纯硬件逻辑来实现[5-7]。如图2所示,U3器件28C64为电可擦写存储器,从0地址开始,以顺序结构固化节拍数据,对应(2)式,即为:0CH,04H,06H,02H,03H,01H,09H,08H。相应地址线也仅使用A0、A1和A2,其余接地。
存储器采用只读方式,取低4位数据使用,暂记作abcd。
U1为74191可逆计数器,CLK为时钟端,也作为步进时钟;DOWN/UP端为可逆计数控制端,“0”为加计数,“1”为减计数,也是步进电机正/反转(Rev/Fowd)控制端;
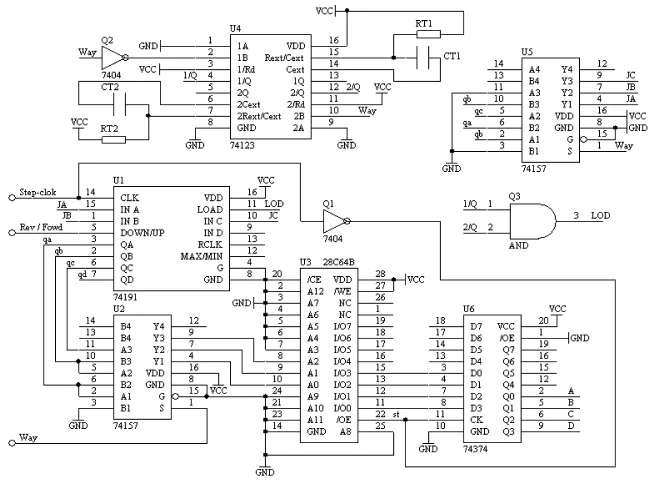
图2 节拍发生器硬件电路图
U2器件74157为四二选一电路,S端为“0”,选择 A3,A2,A1,输出 Y3,Y2,Y1 对应前级器件 QC,QB,QA;为“1”选择 B3,B2,B1,则输出 Y3,Y2,Y1 对应QB,QA,0。显然,前者形成0-7(或7-0)连续8个地址循环输出,后者形成0-2-4-6(或6-4-2-0)偶数地址循环输出,即与八拍模式和四拍模式的取数规则相符,所以S端也作为步进电机方式选择信号。再看U3位置,步进脉冲取反作为读出使能信号/OE,abcd是此刻输出信号,当/OE变高后,输出不能一直维持,因此,应利用/OE上跳沿锁存U3的低4位数据,采用U6器件74374完成锁存,对应输出ABCD就是所需要的节拍信号。
由于U2器件对四拍地址的处理,相当于对前级计数器进行乘2操作,实际寻址位置为计数输出的2倍,当从四拍转向八拍时,乘2作用消失,计数输出需要乘2并重置到计数器中,才能保持当前寻址的位置不变;同样,从八拍转向四拍时,由于后继乘2操作的影响,当前计数输出则需要除以2处理,实际寻址位置才能保持。
方式转换时,维持实际位置不变,意义在于保持节拍的连续性,亦即保持动作的连续性。否则,随着方式的频繁转换,易产生误差积累,且软件处理起来比较繁琐。
U5即是产生重置地址的逻辑,一种选择为乘2的结果,另一种选择为除以2的结果,选择器输出JA、JB和JC即为重置数据。U4器件74123为两路单稳态电路,在方式信号Way上跳沿和下跳沿产生单稳低脉冲,宽度由RT和CT决定(一般取μs级,或与节拍脉冲相当),通过与门电路Q3合成LOD,用以重置计数器。一旦有方式转换,就必有Way上跳沿或下跳沿发生,也就能随时进行地址的调校。采用硬件实现节拍发生器逻辑,当Step-clock脉冲为连续均匀的,电机动作也连续平稳,噪音小。用软件方式实现上述逻辑,则难以做到这一点。使用中y轴和z轴都需要这样一组逻辑支持。
(3)绕组驱动[8]
节拍逻辑还不能直接连向电机绕组,至少加一级驱动。图3左侧给出一个绕组的驱动电路,YA连向图2的节拍输出A端。右侧为电机4相绕组的连接形式,v1为A和B绕组公共端,v2为C和D绕组的公共端。
y和z每个轴向电机的其它绕组均要按A相的形式连接,控制端连向对应的节拍输出端。
实施中,NPN管选为TIP126型,并加装散热片,电阻RS应选为1Ω/5W。

图3 绕组驱动及电机绕组
6 工艺流程
y轴电机在手动调位和程控方式时,均以四拍方式运行,只有z轴电机在控制进刀量时,才使用8拍方式,退刀过程仍使用4拍方式,以尽量提高工作效率。寻位步距0.005mm,可以确保加工精度0.01mm的要求,因机器专为脆性材料设计,并倾向科学研究,根据样品硬度高易解离的特点,进刀过程是缓慢的、细致的,当切割线弯曲时,根据传感结果,自动调整进刀速率。
7 结束语
由于采用高精度的步进电机,切割过程寻位定位非常精准,进刀过程自动调节,剖面平整细腻,线速的精确控制和无级调整,即保证同批产品的均匀性,也顾及到不同材质的使用要求,兼顾精度与效率,具有比较理想的加工品质,更适合超薄材料的制作。加入一些抗干扰设计,使系统在各种复杂的工况下,保持了较高的稳定度。
[1]谭建成.电机控制专用集成电路[M].北京:机械工业出版社,2003(6):15-164.Tan Jiancheng.Special Integrated Circuit for Motor Control[M].Beijing:Mechanical Industry Press,2003(6):15-164.
[2]任致程.实用电动机控制电路350例[M].北京:人民邮电出版社,2002(7):28-52.Ren Zhicheng.Practical Motor Control Circuit 350 Cases[M].北京:People Post Press,2002(7):28-52.
[3]陈国栋,何玉表,徐中佑,等.集成电路应用设计手册[M].沈阳:辽宁科学教育出版社,1986(5):1-38.Chen Guodong,He Yubiao,Xu Zhongyou,etc.Application of Integrated Circuit Design Manual[M].Shenyang:Liaoning Science and Education Press,1986(5):1-38.
[4]陈章龙,娄兴棠,曹名扬,等.实用单片机大全[M].哈尔滨:黑龙江科学技术出版社,1988(5):174-225.Chen Zhanglong,Lou Xingtang,Cao Mingyang,etc.Practical Single-chip Daquan[M].Haerbin:Heilongjiang Science and Technology Press,1988(5):174-225.
[5]马小亮.大功率交-交变频调速及矢量控制技术 [M].北京:机械工业出版社,2003(10):42-57.Ma Xiaoliang.High Power AC/AC Variable Frequency Speed Regulation and Vector Control Technology[M].Beijing:Mechanical Industry Press,2003(10):42-57.
[6]严蔚敏,吴伟民.数据结构[M].北京:清华大学出版社,1987(1):10-31.Yan Weimin,Wu Weimin.Data Structure[M]Beijing:Tsinghua University Press,1987(1):10-31.
[7]杨吉祥,成松林.微处理机实用30例[M].南京:江苏科学技术出版社,1985(1):159-163.Yang Jixiang,Cheng Songlin.Microprocessor Practical 30 Cases[M].Nanjing:Jiangsu Science and Technology Press,1985(1):159-163.
[8]张曾常.电机绕组接线速成[M].北京:机械工业出版社,1996(5):1-126.Zang Cengchang.Motor Winding Wiring Crash[m].Beijing:Mechanical Industry Press,1996(5):1-126.
Design of Stepping Motor Beat Generator
Su Lin,Li Cui,Zhao Dequan
(The 47th Research Institute of China Electronics Technology Group Corporation,Shenyang 110032,China)
Based on the analysis of the brittle material cutting process,combining with the structure,principle and characteristics of the induction sub-stepper motor,and from the practical application of the motor,a method of constructing the beat generator is described.On the basis of the total speed adjustablity,the mode control is introduced,namely"four-beat"and"eight-beat"modes,in which the latter is 1/2 step distance of the former.By adopting the"eight-beat"mode,the amount of feed is smaller,and the control is finer,with the more delicate and smoother material cutting aspects but relatively lower efficiency.Considering that there is no substantial cutting motion in the process of return and shift,the"fourbeat"operation can significantly improve the efficiency.Therefore,in the design of hardware and software,fully considering the material characteristics of easy dissociation,using two modes to switch,it can ensure both the speed and the quality,and this fact proves that the solution is practical and effective.
Induction type;Step;Beat;Step angle;Winding;Speed;Feeding;Displacement
10.3969/j.issn.1002-2279.2017.05.021
TP3
B
1002-2279-(2017)05-0080-04
苏琳(1987—),女,辽宁省沈阳市人,助理工程师,主研方向:计算机应用。
猜你喜欢
防爆电机(2020年3期)2020-11-06 09:07:42
铁道通信信号(2020年8期)2020-02-06 09:13:22
电子测试(2018年22期)2018-12-19 05:12:42
测控技术(2018年5期)2018-12-09 09:04:50
电子制作(2017年7期)2017-06-05 09:36:13
电子制作(2017年1期)2017-05-17 03:54:12
照明工程学报(2016年3期)2016-06-01 12:18:01
电子制作(2016年23期)2016-05-17 03:53:43
电测与仪表(2016年2期)2016-04-12 00:24:42
云南电力技术(2015年2期)2015-08-23 01:31:52