
风电安装船圆柱形桩腿打底焊接过程的数值模拟
2017-11-17 06:36:52,,,,,
中国海洋平台 2017年5期
, , , , ,
( 1.东南大学 机械工程学院, 南京 2111892; 2.南通中远船务工程有限公司, 江苏 南通 226005)
风电安装船圆柱形桩腿打底焊接过程的数值模拟
郇学东1,孙桂芳1,卢轶1,张永康1,顾翔2,王振刚2
( 1.东南大学机械工程学院,南京2111892; 2.南通中远船务工程有限公司,江苏南通226005)
为了改进超大型桩腿的焊接工艺,采用ANSYS的生死单元与移动高斯热源对超大型圆柱形桩腿的打底焊接过程进行模拟,得到圆柱形桩腿打底焊接的残余应力分布与焊接变形。研究发现:在桩腿焊接预热及保温温度为150 ℃的条件下,焊接残余应力最大值为692 MPa,第2道焊缝的残余应力小于第1道焊缝;圆柱形桩腿主要变形为角变形,最大变形量为0.544 mm。将桩腿焊接的预热及保温温度分别为100 ℃和200 ℃的结果与150 ℃的模拟结果进行对比,发现选取150 ℃作为焊接预热及保温温度时,焊接残余应力及焊接径向变形均最小。
风电安装船;桩腿;数值模拟;焊接变形;残余应力
0 引 言

图1 进行保温处理的圆柱形桩腿
海上风力发电是一种清洁的能源利用方式,而且是风电发展的新领域。近年来,我国海上风电发展迅猛,极大推动了风能制造业和产业链的发展,其中风电机组安装装备和技术是占领海上风电领域的核心技术。风电设备安装船是集运输、起重、打桩、升降和航行功能于一身的工程船,其桩腿一般采用高强度钢分组焊接而成。由于桩腿在实际插桩与拔桩过程中皆会受到应力冲击,因而控制桩腿的焊接变形与焊接残余应力至关重要[1]。现阶段桩腿的焊接工艺一般参照传统焊接工艺[2]通过实践经验得到,通过数值模拟方法研究桩腿焊接过程以确定和改进焊接工艺的研究案例较少。
本文以由南通中远船务工程有限公司设计建造的风电安装船SEA INSTALLER[3]的提升桩腿为原型进行焊接模拟,研究采用数值模拟改进超大型桩腿焊接工艺的方法。该桩腿为圆柱形,整体高度82.5 m,材料为超高强度钢NVE 690[4],板厚83 mm,卷制直径为4 500 mm,采用分段建造方式进行焊接组建。焊接前、焊接过程、焊接后皆对焊件(焊缝附近约500 mm范围)进行保温处理。图1为焊接结束后进行保温处理的圆柱形桩腿。
本文采用大型通用有限元数值模拟软件ANSYS模拟桩腿的焊接过程[5-6]。由实际焊接工艺特点(4位焊工在4个位置同时分别进行平、横、仰、立式焊接),将有限元模型近似简化为1/4圆柱桩腿模型。但由于整个结构共有300多道焊缝,每道焊缝焊接用时近1 h,计算量较大。本文在模拟圆柱形桩腿的打底焊接过程时,将每道焊缝分为180小段,采用生死单元技术模拟焊材的填充过程,在焊材出生时添加高斯热源模拟电弧焊热量的输入,并通过改变焊材预热及保温温度,对不同工艺下的焊接结果进行对比。
1 有限元模型的建立
1.1有限元模型

图2 圆柱形桩腿有限元模型
将焊接过程中预热、保温的区域(距焊缝0.5 m范围内)为分析区域, 并按照桩腿的实际尺寸建立1/4圆柱桩腿模型:圆柱内径4 334 mm,外径4 500 mm,V型焊缝角度为50°。取前2层焊缝为打底焊接焊缝,每层焊缝厚度为3 mm,其中第1道焊缝截面为矩形。焊缝区及其周围的网格划分较密,距离较远的地方网格划分较稀疏,整个模型共有158 372个单元、40 722个节点。图2为划分完网格的圆柱形桩腿有限元模型。对于模型的物理参数设定,参照文献[7]进行设置。
考虑材料的高温物理性能参数(见表1)随温度变化,采用金相计算软件JMatPro进行计算[7]。

表1 NVE 690的热物理性能参数

续表1 NVE 690的热物理性能参数
1.2焊接数值模拟方案
选用ANSYS软件中的SOLID 70和SOLID 185单元分别进行温度场和应力场分析,用间接耦合方法进行热应力分析[8]。根据实际焊接工艺取前2层共2道焊缝作为打底焊接的焊缝进行数值模拟,每道焊缝分为180小段,采用生死单元技术模拟焊材的生成。在焊材出生时添加高斯热源模拟热量的输入,移动高斯热源的中心为依次激活小段的型心。为实现焊缝每一小分段的依次激活,将2道焊缝的所有分段依次按照其型心的径向、周向和轴向位置进行排序,最终采用ANSYS自带的APDL语言实现打底焊接过程的模拟。
在实际焊接过程中,桩腿的预热及保温温度为150 ℃,因此设定环境温度与桩腿初始温度为150 ℃,并为桩腿模型表面施加60 W/( m2·℃)的对流载荷。热源移动速度参考实际焊接工艺取60 mm/min。2道焊缝焊接完成后,进行时长10 000 s的保温处理,冷却焊缝。
更改桩腿焊接过程的预热及保温温度为100 ℃和200 ℃,分别进行热应力分析,得到不同工艺下的焊接残余应力与变形。
2 模拟结果与分析
2.1温度场结果与分析
图3为不同时刻的焊接温度场分布,图3a)为焊接初始时的温度场分布,图3b)为焊接过程中热源附近区域的温度场分布,图3c)为冷却结束后的温度场分布。

图3 焊接不同时刻温度场分布
由图3a)可以看出高斯热源在移动时的温度场分布。由图3b)可知:焊缝处的温度最高,约为1 700 ℃,且靠近热源区域的等温线较为密集,说明热源区域的温度梯度较大,远离热源区域的等温线较为稀疏,此处的温度梯度较小,符合焊接温度场的一般理论。由图3c)可知:冷却之后的温度场最大温度差小于7 ℃。

图4 节点温度随时间变化曲线图
图4为圆柱形桩腿有限元模型上3个节点温度随时间变化的曲线。节点1位于起始焊缝的中心位置,经历了2次加热后快速冷却,峰值温度为1 500 ℃左右;节点2位于焊缝边上60 mm处,最高温度约200 ℃;节点3位于热影响区边缘,温度恒定为初始温度150℃,焊缝处的瞬时高温对其并无影响。
2.2应力场结果与分析
图5为焊接结束并冷却至保温温度(150 ℃)后的残余应力分布图,其中:图5a)为打底焊接第1道焊缝的残余应力分布图,图5b)为第2道焊缝残余应力分布图。由图5可知:打底焊缝结束并冷却到保温温度时焊接残余应力最大值为679 MPa,接近NVE 690钢的屈服应力,故焊接结束后应采取措施消除残余应力。对比图5a)和图5b)可知:第1道焊缝残余应力较大区域为焊缝中心,而第2道焊缝残余应力较大区域则分布在焊缝周边;第1道焊缝的高残余应力区域明显较第2道焊缝大。这是因为第1道焊缝呈矩形,第2道焊缝是平滑的V型坡口,在焊接过程中有更好的应力释放空间,因而焊缝质量较第1道焊缝更好。
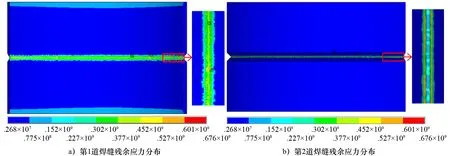
图5 焊接残余应力分布
为了更好地比较两道焊缝的残余应力,取第1道和第2道焊缝相同位置处(焊缝上表面中心线)的两条路径分别记为P1和P2,比较两条路径上的等效应力值,如图6所示。由图6可知:路径P1的应力值大于P2路径。应力结果显示需要更关注第1道焊缝的焊接质量。

图6 P1和P2路径应力分布曲线
图7为焊后冷却到保温温度150 ℃时的总体变形以及x,y,z方向的焊接变形。计算应力场时采用柱坐标系,x,y和z分别对应柱坐标的径向、周向和轴向。由图7a)可知:焊接整体最大变形位于焊缝中间位置,为0.544 mm,圆柱形桩腿的主要变形为焊缝膨胀、收缩导致焊缝上翘的径向变形。由图7b)和图7c)可知:径向的变形规律与周向相似。图7d)为轴向变形。所有变形分布皆关于焊缝对称,这是因为数值模拟采用了对称模型。

图7 焊接变形分布云图
对于圆柱形桩腿一般较为关注其径向变形,因为径向方向的变形直接关系到圆柱形桩腿的圆度,变形太大最终可能导致桩腿工作时承载的不稳定性[1]。对于径向变形(图7b)),剔除掉个别焊缝处的畸变点,应更关注图中方框区域内的变形量,即圆柱形桩腿的径向最大变形数值,保温温度为150 ℃情况下该变形量为0.437 mm。
2.3不同初始条件下的结果对比与分析
为了有效控制圆柱形桩腿的焊接残余应力和焊接变形,合理选择焊材的预热及保温温度至关重要。本文改变桩腿焊接预热与保温温度分别为100 ℃与200 ℃,模拟不同预热及保温温度对焊接结果的影响。为确保结果的合理性,应力场计算的参考温度与选取的预热以及保温温度一致。针对圆柱形桩腿焊接的特点,选取保温状态下的最大残余应力和2.2节中圆柱形桩腿的径向最大变形数值作为比较对象。数值模拟的结果见表2。

表2 不同条件下的计算结果
由表2可知:在预热及保温温度为150 ℃时,残余应力值最小;在预热及保温温度为100 ℃时,残余应力略大于150 ℃情况下的残余应力,但径向最大变形较150℃时有所减小;在预热及保温温度为200 ℃时,打底焊接残余应力较大,且径向最大变形也明显增大。因此,选取150 ℃作为焊接预热及保温温度较合适。
3 结 论
(1)在焊接预热与保温温度150 ℃的情况下,圆柱形桩腿打底焊接的焊接残余应力最大值为692 MPa,接近NVE 690钢的屈服应力,且第2道焊缝的平均残余应力小于第1道焊缝。焊接变形结果显示圆柱形桩腿存在由焊缝膨胀、收缩导致的角变形。桩腿轴向的变形量可以为其无余量制造提供参考。
(2)改变桩腿焊接的预热及保温温度分别为100 ℃和200 ℃,通过对比最大残余应力和圆柱形桩腿的径向最大变形数值可知:选取150 ℃作为焊接预热及保温温度较为合适,验证了实际焊接工艺参数中温度选取的合理性。后续工作可以针对焊接速度等方面进行研究,改进焊接工艺。
[1] 欧阳占欢,张永康,王匀,等.自升式风电安装船升降系统强度非线性分析[J].太阳能学报,2015,36(01):78-84.
[2] 陈淑梅,李鹏飞.海上风车安装船桩腿安装焊接工艺优化[J].焊接技术,2014,40(04):55-57.
[3] 崔燕. 第三代风电安装船SEA INSTALLER [J].中国船检,2012(09):83-85.
[4] 邬丽莲.新钢E690高强钢焊接性能分析[J].江西冶金,2012,32(06):28-31.
[5] 赵欣,张彦华.焊接过程温度场数值模拟中热源模型的选择[C]//第五届全国计算机在焊接中的应用学术与技术交流会, 2008:430-433.
[6] 李江飞,齐海波,任德亮,等.薄壁多焊缝复杂构件焊接过程的数值模拟[J].焊接学报,2015,36 (01):87-90.
[7] 周宏,罗宇,蒋志勇,等.高强度桩腿齿条厚板切割数值仿真研究[J].中国造船,2013,54(03):105-113.
[8] 凌桂龙.ANSYS 14.0热力学分析从入门到精通[M].北京:清华大学出版社,2013:382-392.
NumericalSimulationonRootWeldingProcessofCylindricalPileLegsofWindTurbineInstallationVessel
HUAN Xuedong1, SUN Guifang1, LU Yi1, ZHANG Yongkang1, GU Xiang2, WANG Zhengang2
( 1. School of Mechanical Engineering, Southeast University, Nanjing 211189, Jiangsu, China; 2. COSCO Shipyard, Nantong 226005, Jiangsu, China)
In order to improve the welding technology of super large pile legs, numerical simulation of the root welding process for the cylindrical pile legs based on birth-death element and moving Gauss heat model in ANSYS is carried out. Both distribution of residual stresses and welding deformation during the root welding process are simulated. When preheating and insulating at 150 ℃, the maximum welding residual stress is 692 MPa, and the residual stress of the second welding seam is less than that of the first one. The maximum total deformation of the cylindrical pile legs is 0.544 mm, with angle deformation being its main deformation form. Preheating and insulating of pile legs is also carried out at 100 ℃ and 200 ℃ respectively. Results show that preheating and insulating at 150 ℃ is better both for the welding residual stress and the radial deformation.
wind turbine installation vessel; pile leg; numerical simulation; welding deformation; residual stress
TG404
A
2016-07-12
江苏省产学研项目(No. BY2015070-05) ;江苏省工业支撑计划(No. BE2013119)
郇学东(1991-),男,硕士研究生
1001-4500(2017)05-0089-05
猜你喜欢
煤气与热力(2021年3期)2021-06-09 06:16:20
舰船科学技术(2021年12期)2021-03-29 01:28:24
小学阅读指南·低年级版(2020年11期)2020-11-16 07:00:53
测控技术(2018年4期)2018-11-25 09:47:10
建筑科技(2018年6期)2018-08-30 03:41:08
学与玩(2017年12期)2017-02-16 06:51:26
电子制作(2017年19期)2017-02-02 07:08:31
焊接(2015年8期)2015-07-18 10:59:13
石家庄铁道大学学报(自然科学版)(2015年3期)2015-02-28 15:05:39
中国工程咨询(2015年2期)2015-02-14 02:59:14
