汽车电子手刹按键镀铬堆镀现象的分析与解决
2017-11-14 03:38燕平
电镀与涂饰 2017年19期
燕平
(上汽大众汽车有限公司质保实验室,上海 201805)
【经验交流】
汽车电子手刹按键镀铬堆镀现象的分析与解决
燕平
(上汽大众汽车有限公司质保实验室,上海 201805)
电子手刹按键表面镀层呈中部薄、端部和边缘厚,不仅影响外观和触感,甚至存在镀层起壳的风险.采用金相显微镜、二次元投影仪和X射线荧光测厚仪对汽车手刹按键镀铬端部堆镀现象进行研究.在设计初期,适当增大倒圆角可从根本上改善上述堆镀现象;而在造型设计冻结后,施镀时在端部增加阴极保护框可有效屏蔽部分阴极电场,调节不同区域的电流密度分布,使镀层厚度均匀分布.
电子手刹按键;镀铬;堆镀;倒圆角;辅助阴极
在现代汽车轻量化、降低成本、追求设计美学的趋势下,塑料基材电镀铬工艺起到了至关重要的作用[1-4].塑料镀铬由于兼具塑料和金属材料的优点,即塑料的质轻、耐冲击、易加工成型、价格低廉,金属材料的耐有机溶剂、耐热,具有金属光泽和触感,力学性能好的特点,因而受到越来越多的关注.塑料电镀铬在汽车手刹按键上的成功引入,不仅提升了塑料基材的力学性能和耐有机溶剂腐蚀性能,保证了其安全性,而且很好地提高了塑料基材的光泽度和触感舒适性.但在电镀产品的生产中发现,按键镀铬端部容易出现堆镀,即端部镀层的厚度较大,影响了外观和触感.镀层的异常堆积破坏了镀层分布的连续性,堆镀处易产生较大的内应力,在受到较大的外界作用力时,会有变形甚至镀层脱落的风险[5].本文拟对电子手刹镀铬按键的堆镀现象进行研究,以避免出现上述问题,提高整车质量和客户满意度.
1 问题描述
汽车电子驻车系统(EPB)电子手刹按键电镀铬的主要工艺流程为:上挂→除油→亲和→粗化→还原(中和)→预浸→钯活化→加速→解胶→化学镀镍→酸洗→预电镀镍或铜→电镀酸铜→电镀半光亮镍→电镀光亮镍→电镀铬→铬还原.
1.1 宏观特征
如图1所示,某车型的EPB电子手刹按键在试制阶段其端部存在堆镀,影响美观.具体表现为:可视镀铬端部较中部平面更厚甚至翘曲,且尖端触摸有明显的硬物割手感,快速、用力触摸易引起手指疼痛甚至划伤.
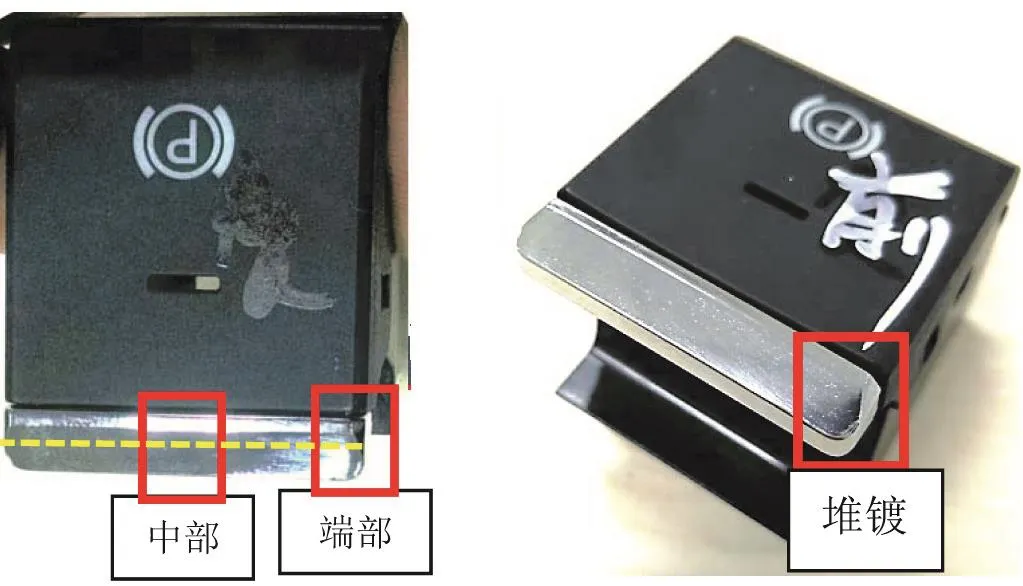
图1 端部镀层堆镀的EPB电子手刹按键照片Figure 1 Photos of EPB electronic handbrake button with over-electrodeposition phenomenon at the tip
1.2 微观特征
塑料表面的镀层自外向内依次为 Cr(0.3 ~ 1.0 μm)、Ni(≥10 μm)和 Cu(≥20 μm),总厚度≥30.3 μm.按照某整车厂的质量要求,镀层厚度测量可采用电解腐蚀法或X射线荧光与金相测试相结合的方法.为了直观反映表面镀层厚度分布情况,选择后一种方法来测量厚度.
先使用Fischer X射线荧光测厚仪测量图1所示中部和端部的Cr层厚度,分别为0.577 μm和0.678 μm,中部和端部镀层厚度之比约为1.0∶1.2,即中间薄端部厚.而后按图1中虚线所示区域对EPB电子手刹按键的截面进行剖切,再使用二次元投影仪对截面进行成像,结果如图2所示,可见镀层总厚度在端部厚,中间薄.

图2 EPB按键端部(左)和中部(右)镀层的二次元投影图(X40)Figure 2 Binary optical projects of the coatings at the tip (left) and center (right) of EPB button (X40)
为进一步定量表征截面镀层厚度的分布情况,把该剖切零件截面向下放置于斯特尔镶嵌模中央.同时将ClaroCit粉末树脂与液体固化剂按照质量比5∶3置于混合杯中,充分搅拌1.5 min后缓慢倒入镶嵌模中,室温下固化20 min即得固态镶样,研磨抛光后在200倍的金相显微镜下测量厚度,结果如图3所示.可以看出,Cu层和Ni层的总厚度在镀铬件端部约为122 μm,而在镀铬件中部为70 μm左右,端部的镀层厚度约为中部的1.8倍.

图3 EPB按键端部(左)和中部(右)镀层的截面金相照片(X200)Figure 3 Cross-sectional metallographic images of the coatings at the tip (left) and center (right) of EPB button (X200)
2 原因分析和制定解决措施
2.1 原因分析
镀层厚度分布不均匀是由电镀的基本原理决定的.如图4所示,在EPB电子手刹按键镀铬饰条靠近棱边的端部和边缘,由于尖端放电效应,电场线分布密集(红线),属于整个电镀面的高电流密度区,在电镀时,单位时间内这部分塑料基材表面沉积的金属较多,因而镀层较厚;相反,在电镀面的中部,由于电场线(灰线)的分布较稀疏,属于电镀的低电流密度区域,故镀层偏薄.
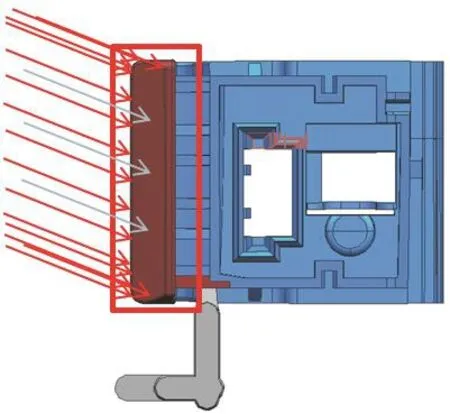
图4 无阴极保护框的EPB按键电镀时的电场分布示意图Figure 4 Schematic diagram showing the electric field distribution during electroplating of EPB button without protective cathodic frame
2.2 解决措施
根据零件的设计制造流程,调整产品结构设计、模具设计和挂具设计,如适当增大 R角(指与两条相交直线相切的圆弧所对应的圆角)、增加阴极保护框和调整挂具结构,都是改善镀层分布均匀性的有效方法.在选择相应措施时,可从问题产生时间(是否可以更改结构设计)、工艺难度、成本、零件结构、外观和装配要求等方面进行分析和比较.
2.2.1 增大R角
倒圆角(R角)设计可实现两个平面之间的圆滑过渡,有利于减轻尖角结构导致的应力集中,还可改善后续电镀过程中电场线的聚集.R角过小会产生堆镀、镀层烧焦等电镀缺陷,且尖角处容易出现镀层开裂.因此,在设计初期,应避免尖角、锐边和锯齿形的结构设计,用圆弧面过渡代替相交平面,即适当增大R角,通常圆角半径不小于0.3 mm,最好大于0.5 mm.适当增大R角适用于所有电镀零件,可以从设计之初缓解由电镀原理带来的堆镀问题,工艺难度和装配要求低,可有效降低重新开模的成本,有助于控制批量质量风险.但对造型设计汽车工程师来说,R角的调整会对外观产生一定的影响.
2.2.2 增加阴极保护框
增加阴极保护框属于更改电镀模具设计,是零件造型设计冻结后,产品造型设计已无法更改时的补救措施.由于阴极框相对于零件而言位置固定,因此对挂具设计和上挂操作要求低,适用于开关类、饰条类的小零件.但增加阴极保护框需要修模甚至重新开模,故工艺复杂且成本高.
2.2.3 调整挂具结构
挂具设计作为产品造型设计的另一个质量补救措施,主要包括调整零件分布、挂件方向,采用电场遮蔽等辅具和阻镀设计,具有工艺难度小、易操作、成本低的特点,适合于结构简单、挂具排布规则的大型零件,如长饰条.
2.3 本例的解决措施和效果
在本例中,由于EPB电子手刹造型已冻结,且零件尺寸小,因此选择增加阴极保护框的方法来改善镀层堆镀问题.具体方法是在原有注塑模具上平行于电镀件分型线新开流道(半框与工件的距离不超过1 cm),直径约为3 mm.注塑后,产品自带半框型结构,图5中的红色半框就是电镀阴极保护框.在后续电镀过程中,该保护框具有电流屏蔽的作用,即端部和边缘的部分电场线被分散到保护框上,使端部和边缘的电场线减少,因此镀层厚度的分布变得均匀(见图6).
增加电镀保护框后,使用Fischer X射线荧光测厚仪测得中部和端部的Cr层厚度分别为0.655 μm和0.670 μm,厚度比接近 1∶1,镀 Cr层的厚度分布均匀性得到改善.金相显微镜下测得的厚度结果(见图7)也进一步表明,端部和中部的镀Ni层和Cu层的平均总厚度为81 μm和64 μm,其厚度比约为1.2∶1.0.改善后零件的镀铬性能符合某汽车厂的质量标准要求.
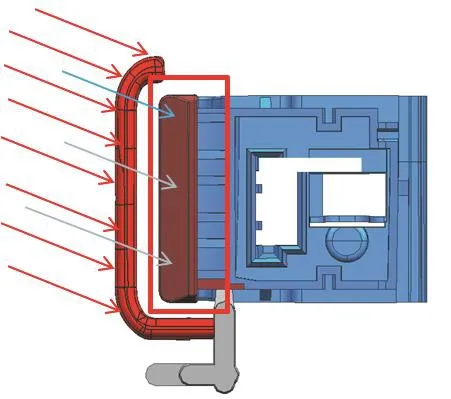
图5 有阴极保护框的EPB按键电镀时的电场分布示意图Figure 5 Schematic diagram showing the electric field distribution during electroplating of EPB button with protective cathodic frame
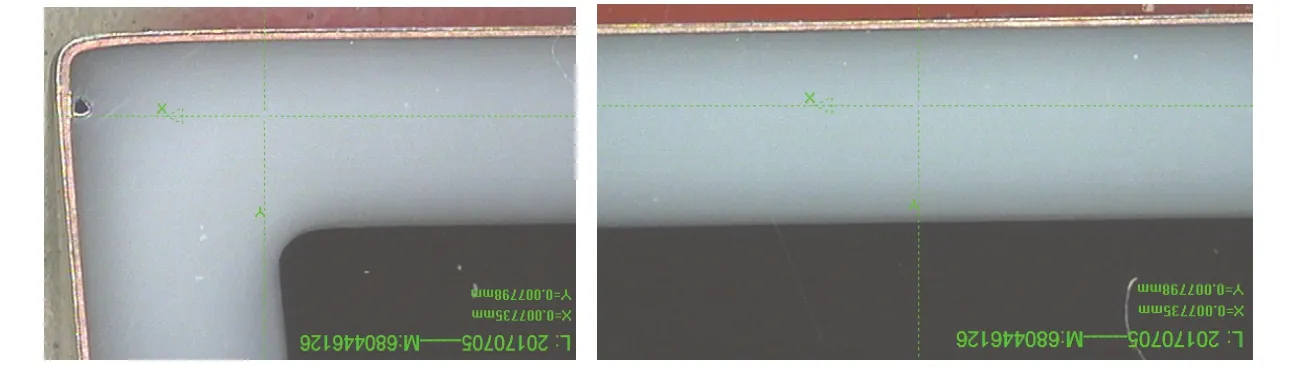
图6 增加阴极保护框后EPB按键端部(左)和中部(右)镀层的二次元投影图(X40)Figure 6 Binary optical projects of the coatings at the tip (left) and center (right) of EPB button with protective cathodic frame (X40)

图7 增加阴极保护框后EPB按键端部(左)和中部(右)镀层的截面金相照片(X200)Figure 7 Cross-sectional metallographic images of the coatings at the tip (left) and center (right) of EPB button with protective cathodic frame (X200)
3 结语
调整产品结构设计、模具设计和挂具设计,都是改善镀层分布均匀性的有效方法.对于整车厂,在设计初期应避免产品上出现尖端或锐角,适当增大R角可减轻由"尖端放电"效应引起的堆镀现象.就电镀厂而言,对于那些无法更改造型设计的小尺寸和大尺寸零件,可分别通过增加电镀保护框和调整挂具的方式来改善堆镀现象.本文对如何降低整车厂和零件生产厂商因堆镀问题带来的质量风险,具有指导意义.
本例中,笔者借助X射线荧光测厚仪、二次元投影和金相显微镜对汽车电子手刹开关的厚度分布进行了宏观和微观分析.综合对比镀层厚度的分布情况后发现,增加电镀阴极保护框可有效改善镀层在端部堆积的现象,提高镀层分布的均匀性.该方法生产的带有镀铬装饰的电子手刹开关,可以满足汽车质量标准和用户对质量的要求.
[1] MIDDEKE H J.Plating on plastics: Part I-History, application of metal plated plastics, kinds of plastics [J].电镀与涂饰, 2005, 24 (1): 35-39.
[2] 齐桂馥.影响塑料电镀的塑料工艺因素分析[J].工业技术, 2013 (7): 109.
[3] 郭伟荣, 曾鑫.ABS塑料电镀自动线生产工艺[C] // 第十二届全国表面工程.电镀与精饰年会暨2014(重庆)国际表面工程论坛论文集.[出版地不详:出版者不详], 2014.
[4] 张菊香.塑料电镀在汽车中的应用及发展[J].汽车工程师, 2014 (9): 16-18.
[5] 张菊香, 卢振光, 燕平.汽车手刹按键镀铬表面起壳的缺陷研究[J].材料保护, 2017, 50 (8): 93-95.
Analysis on over-electrodeposition phenomenon at the tip of chromium-electroplated automotive electronic handbrake button and its solutions
YAN Ping
The coating on surface of electronic handbrake button is thin at the center while thick at the tip and on the edge,which not only influences the appearance and tactility, but also has a peeling risk of coating.The over-electrodeposition phenomenon at the tip of chromium-electroplated automotive handbrake button was studied using metallographic microscope, binary optical projector and X-ray fluorescence coating thickness tester.The over-electrodeposition phenomenon mentioned above can be improved fundamentally by enlarging the rounded corner at the early design stage.After the modeling design is determined, the coating with a uniform thickness distribution can be obtained by adding an auxiliary cathodic frame near the tip during the electroplating process, which plays a role in adjusting the current density distribution at different parts of the substrate due to its efficient shielding to partial electric field around the cathode.
electronic handbrake button; chromium electroplating; over-electrodeposition; corner rounding; auxiliary cathode
TQ153.11
B
1004 - 227X (2017) 19 - 1047 - 04
10.19289/j.1004-227x.2017.19.006
Author's address:Laboratory of Quality Assurance, SAIC Volkswagen Co., Ltd., Shanghai 201805, China
2017-08-03
2017-09-11
燕平(1989-),男,山东淄博人,硕士,工程师,主要研究方向为汽车零部件表面处理和汽车防腐.
作者联系方式:(E-mail) yanping@csvw.com.
[ 编辑:周新莉 ]
猜你喜欢
化工管理(2021年7期)2021-05-13
人民交通(2016年6期)2017-01-05
表面工程与再制造(2016年4期)2016-11-10
现代工业经济和信息化(2016年3期)2016-05-17
船海工程(2015年4期)2016-01-05
船舶标准化工程师(2015年5期)2015-12-03
上海金属(2015年5期)2015-11-29
中国光学(2015年1期)2015-06-06
河南科技(2014年1期)2014-02-27
山东农机化(2010年8期)2010-08-15