基于HHT的齿轮故障声发射实验研究①
2017-11-13 06:34郭福平李谷乔
化工机械 2017年4期
郭福平 李谷乔
(广东石油化工学院机电工程学院)
基于HHT的齿轮故障声发射实验研究①
郭福平 李谷乔
(广东石油化工学院机电工程学院)
以齿轮为研究对象,建立齿轮箱故障声发射实验装置,采集不同缺陷、不同转速的齿轮声发射信号。首先采用经验模态分解(EMD)方法进行预处理,得到经验模态分解图、时频谱和边际谱,而后应用Hilbert变换方法进一步处理,对比不同转速下正常齿轮与故障齿轮的HHT谱。结果表明:声发射检测技术可以判断齿轮是否有故障。
齿轮 故障 声发射检测技术 Hilbert变换
齿轮是机械传动中最常用的零件,转动设备中常见的故障都与齿轮故障相关。据统计,旋转机械故障中齿轮故障约占10.3%[1]。齿轮箱的各种零件中故障率最大的是齿轮,据统计其故障率超过60%[2]。振动检测是旋转机械设备进行监测和诊断的主要手段,已经形成较完善的理论体系[3]。可用于提取齿轮故障信号特征信息的方法有很多,包括时域波形法、时域参数分析法、频谱分析法、平均响应法、细化分析法、倒频谱分析法及瞬时频率波动分析法等,这些方法各有特点。
声发射检测是一种动态检测方法,该方法探测到的能量来自被检物件本身,而不像其他检测方法;而且可获得因载荷等外变量变化引起的缺陷的实时或连续信息[4~6]。声发射检测方法不同于其他常规无损检测方法,通过发现隐藏的缺陷,甚至在不能触及的某些结构部位的隐藏缺陷,以阻止破坏的蔓延。这能弥补目前齿轮状态监测常用的振动法在发现缺陷、受低频噪声干扰方面的不足,所以将声发射检测用于齿轮的在线状态监测和故障诊断有重要意义。
笔者将齿轮箱内齿轮上预加工不同的人工缺陷,建立齿轮声发射检测系统,采集齿轮声发射信号,获取不同转速下的齿轮声发射数据。使用HHT(Hilbert-Huang Transform)技术,首先对信号EMD分解进行预处理,再利用Hilbert变换来进行对比分析处理,进而判断齿轮箱中齿轮是否存在故障。
1 实验仪器及设备
建立齿轮故障声发射检测实验平台(图1),实验采用美国物理声发射公司SAMOS48通道声发射检测系统、WD宽频传感器和2/4/6三档增益可调前置放大器。由电机、减速箱、中间轴支撑、轴承套、风机叶轮及工作台等组成,其中减速箱内为可更换的齿轮。齿轮故障的实验设计中,选取了两种齿轮情况来进行实验,分别是将齿轮加工成含有磨损故障和正常情况的齿轮。预制的人工缺陷齿轮(下称故障齿轮)如图2所示。

图1 齿轮故障声发射检测实验平台

图2 预制人工缺陷的齿轮
2 实验步骤
具体实验步骤如下:
a.连接数据采集系统信号线,安装传感器。安装过程中,要先打磨去除齿轮箱表面的油漆、氧化皮或油垢等污垢,擦干净后,涂上耦合剂,用磁座固定声发射传感器探头。
b.设置LAY文件,采用断铅的方法检查传感器的灵敏度[7]。
c.对环境噪声进行测试。
d.启动齿轮故障模拟试验平台进行声发射数据采集。
e.调节转速。从100r/min开始,按此值依次增加到1 000r/min,停止实验数据采集。
f.从平台上拆下齿轮箱,不变动小齿轮,更换为预制缺陷大齿轮,重复步骤a~e,采集不同故障齿轮的声发射数据。
3 数据分析
3.1 HHT方法原理
HHT方法主要由EMD(Empirical Mode Decomposition,经验模态分解)方法和Hilbert变换两个部分组成,其中EMD是核心模块。基于EMD的时频分析首先要对信号进行EMD分解进而得到一系列本征模态函数(Intrinsic Mode Function,简称IMF)分量,使得各IMF分量是窄带信号,然后对每个本征模态函数进行Hilbert变换,再组成时频谱图进行分析[8]。其中,最关键的是EMD方法,先对信号进行平稳化处理,再依据信号中不同尺度的波动或趋势逐级分解,产生一系列不同特征尺度的数据序列信号,每个序列信号是一个本征模态函数分量。而作为本征模态函数,应满足以下两个条件:
a.在信号时域范围内,过零点和局部极值点数目必须相等或最多相差一个;
b.在任一时刻点,局部极大值点所构成的上包络线和局部极小值点所构成的下包络线,其均值必须为零[9,10]。
再对这些本征模态函数进行Hilbert变换便可得到信号的时频谱图,谱图能准确地反映出系统原有的特征。EMD的分解优势在于瞬时频率经Hilbert变换后具有物理意义,有利于进行非平稳信号的有效Hilbert变换。
3.2 基于HHT的齿轮声发射信号处理
HHT谱能将各IMF分量的频率和出现时间表示在一张图上,可根据图中点的分布判断信号在时-频谱上能量的分布情况,因为EMD具有自适性,根据被分析信号的频率构成分解信号,使得HHT谱能更好地反映局部信息[11~13]。
笔者以转速为300r/min的齿轮声发射数据为例,对正常齿轮和故障齿轮进行HHT重构后信号和原始信号的对比,结果如图3、4所示。
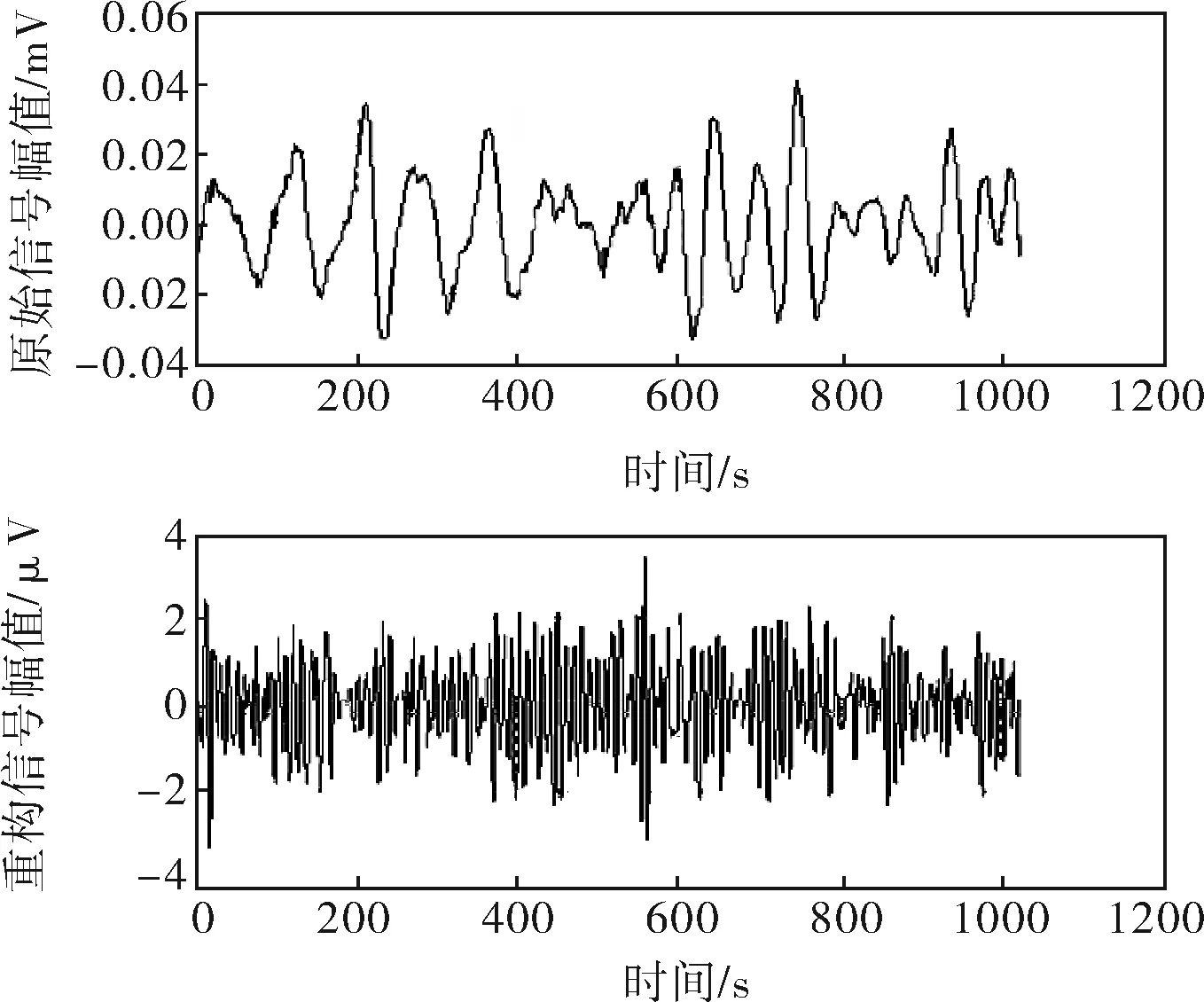
图3 300r/min下正常齿轮声发射信号时域图
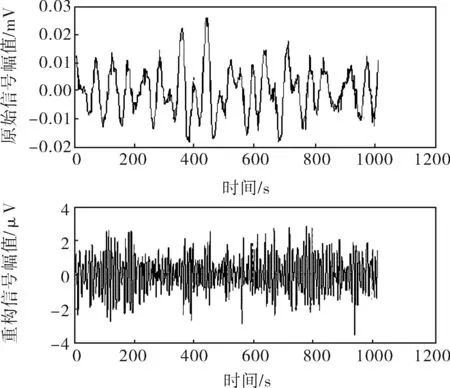
图4 300r/min下故障齿轮声发射信号时域图
由图3、4对比可见,正常齿轮和故障齿轮都会产生声发射信号,并且都有一定的周期性,但是故障信号的周期性更加明显。
3.3 正常与故障信号经验模态分解(EMD)分析
通过得到的经验模态分解图(图5、6)可以发现,信号在经过EMD分解后,得到7个模态分量(IMF1~IMF7)和一个残余分量(res)。其中前几个频率较高的分量为故障信息,而频率较低的分量为噪声信息和其他干扰信息。正常与故障信号经验模态分解后起作用的频率成分都主要集中在前5个模态分量中,这几个模态分量基本包括了齿轮运转过程中的所有声发射信息。针对声发射信号,重构时选取包含主要信息的前5个IMF分量,其余分量抛弃。

图5 正常齿轮信号模态分量

图6 故障齿轮信号模态分量
3.4 正常与故障齿轮模量边际谱分析
模量边际谱不同于傅里叶变换之处在于经傅里叶变换得到的频谱所显示的频率成分是实际存在的,而模量边际谱中各频率处的幅值能表明在信号的变化过程中出现过这些频率成分。若将HHT谱和希尔伯特边际谱相结合,则可以准确地反映信号的频率组成,而且HHT谱是时频图,能表现出声发射信号的撞击时间和频率信息。
为了更方便观察整个分解效果,现对其进行变换操作,便可以得到信号的各模量边际谱、HHT谱和总边际谱。图7是正常齿轮信号各模量边际谱,从图上可以看到各IMF分量的能量分布,从边际谱中可以看出分布得比较散乱,没有大量集中的频段。图8是故障齿轮信号各模量边际谱,第1个IMF分量函数中的能量在5 000Hz附近,相比正常信号具有明显突出的幅值。

图7 正常齿轮信号各模量边际谱
HHT谱可将各IMF分量的频率和出现时间表示在一张图上,根据图中点的分布推断信号在时-频谱上能量的分布情况,而且经验模态分解具有自适应性,根据被分析信号的频率构成去分解信号,所得的HHT谱能更好地反映局部信息。图9是正常齿轮信号的HHT谱,图10是磨损齿轮信号的HHT谱,从图9中可以发现,正常齿轮的高能量声发射信号主要集中在低频范围内,并且信号幅值不是很大,通过高亮的能量线可以看出采集到的声发射信号有一定的周期性,这点与时域信号的观察还是吻合的,但由于信号能量很小,通过HHT谱来观察周期性不是很明显。从图10可以发现,由于齿轮故障的存在,故障信号的频率成分比正常信号更加复杂,信号在各采样点处的能量值与正常信号相比有了一定的增强,并且故障信号的周期性与正常信号周期性相比更加明显了。
通过选取300r/min转速下各频谱的分析,对比不同转速下正常齿轮与故障齿轮的HHT谱,通过对比分析可知,齿轮声发射信号的HHT谱可以判断该齿轮是否有故障。
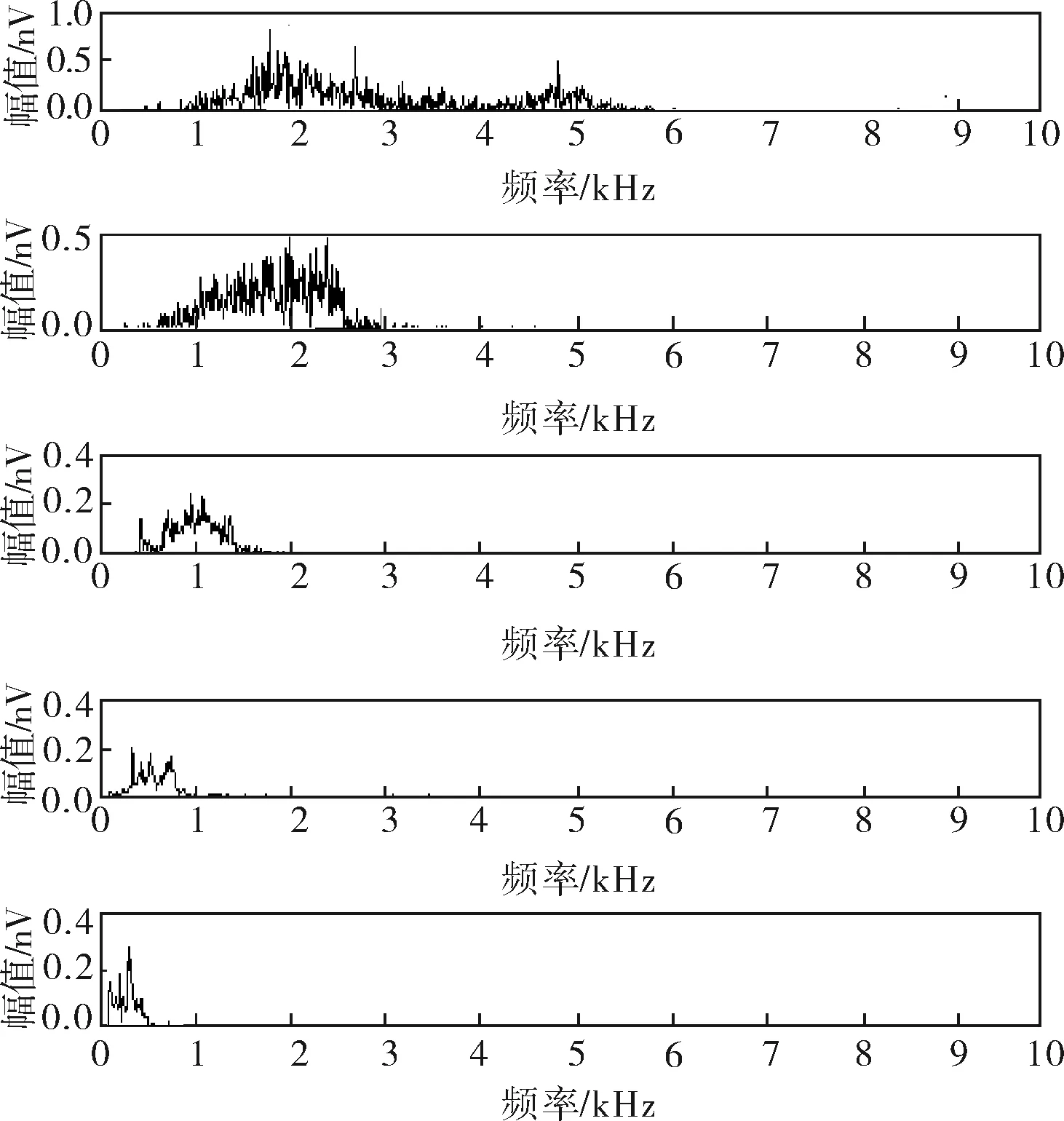
图8 故障齿轮信号各模量边际谱

图9 正常齿轮信号的HHT谱

图10 故障齿轮信号的HHT谱
4 结论
4.1 正常齿轮和故障齿轮都有产生声发射信号,并且都有着一定的周期性,但是故障的信号周期性更加明显。
4.2 通过比对分析齿轮声发射信号的HHT谱,可以发现声发射信号的周期性很明显,对比分析边际谱能够得出故障信号的频率信息,能更准确地检测到故障特征。
[1] 吕蓬.旋转机械故障模式识别方法研究[D].北京:华北电力大学(北京),2010.
[2] 扈玉辰.基于LMD和循环平稳解调的齿轮箱故障诊断技术[D].太原:中北大学,2014.
[3] 王鹏.基于声发射的滚动轴承智能故障诊断方法研究[D].北京:北京化工大学,2012.
[4] 吴小娟.基于EMD的故障特征信息提取研究[D].武汉:武汉理工大学,2006.
[5] 李孟源,尚振东,蔡海潮,等.声发射检测及信号处理[M].北京:科学出版社,2010.
[6] 王健.基于声发射信号降噪的损伤监测算法研究[D].济南:山东大学,2014.
[7] 韩双连,隋青美,姜明顺.声发射信号分析及其软件实现[J].化工自动化及仪表,2014,41(8):930~934.
[8] 李腾,吕跃刚.基于希尔伯特黄在风力发电机组轴承故障诊断[J].科技创新与应用,2013,(19):59.
[9] 李怀俊.基于能量信号分析的齿轮传动系统故障诊断方法与系统研究[D].广州:华南理工大学,2014.
[10] 王艳茹,蒋鹏,岳文彤,等.基于Hilbert-Huang变换的玻璃纤维自增强塑料声发射信号分析[J].化工机械,2009,36(5):498~501,506.
[11] 申世英.HHT与振动峭度在滚动轴承故障频率特征提取中的应用[J].山东工业技术,2016,(2):284~285.
[12] 胡爱军.Hilbert-Huang变换在旋转机械振动信号分析中的应用研究[D].保定:华北电力大学(保定),2008.
[13] 戴光,余永增,张颖,等.基于小波和EMD的滚动轴承非接触声发射诊断方法[J].化工机械,2009,36(4):326~330.
ExperimentalStudyofGearFaultAcousticEmissionBasedonHHTTransform
GUO Fu-ping,LI Gu-qiao
(CollegeofMechanicalandElectricalEngineering,GuangdongUniversityofPetrochemicalTechnology)
Taking the gear as the object of study,an experimental facility for the gearbox failure acoustic emission was established to collect acoustic emission signals of the gear with different defects and different rotate speeds,in which,having EMD(empirical mode decomposition) method adopted to preprocess these emission signals so as to obtain EMD diagram,time-frequency spectrum and marginal spectrum and then having them further processed with Hilbert method.Comparing normal gears’ and fault gears’ HHT spectrums at different speeds shows that the acoustic emission testing technology can determine the gear’s faults.
gear,fault,acoustic emission,Hilbert transform
广东高校省级重点平台和重大科研项目青年创新人才项目(650477)。
郭福平(1981-),副教授,从事声发射检测技术和故障诊断研究工作,gfpmmc@163.com。
TQ050.7
A
0254-6094(2017)04-0390-05
2016-10-11,
2017-01-10)
猜你喜欢
空间科学学报(2021年6期)2021-03-09
天津经济(2020年7期)2020-08-20
当代陕西(2019年19期)2019-11-23
智族GQ(2019年9期)2019-10-28
中国自行车(2018年10期)2018-11-30
英美文学研究论丛(2018年1期)2018-08-16
消费导刊(2018年8期)2018-05-25
人民音乐(2016年3期)2016-11-07
能源(2016年10期)2016-02-28
空间控制技术与应用(2015年2期)2015-06-05