TK6920数控镗铣床加工水电闸门技术
2017-11-04 05:26:45李亮
水电站机电技术 2017年10期
李 亮
(中国水利水电第十四工程局有限公司机电安装事业部,云南 昆明 650032)
TK6920数控镗铣床加工水电闸门技术
李 亮
(中国水利水电第十四工程局有限公司机电安装事业部,云南 昆明 650032)
TK6920数控镗铣床是在加工大型工件中应用广泛,精度及生产效率高的先进设备。水电弧形工作闸门弧面半径大,弧面面积大,运用TK6920数控镗铣床配合万能铣头可一次装夹完成弧面的粗精加工。平面闸门节间有凹槽凸台、节间连接面连接螺栓孔、水封面、主轮孔等加工,TK6920数控镗铣床配合数控回转工作台及垂直铣头可一次装夹完成所有工序的粗精加工。
数控镗铣床;水电弧形与平面闸门;加工
1 加工弧形闸门
观音岩工程左冲砂底孔弧形工作闸门,孔口尺寸4 m×4 m,底槛高程为1 028 m,闸门设计水头为106 m,总水压力38 333 kN,封水宽度为5 m,弧门半径9 m,门叶分2个制造单元制造,闸门封水形式为冲压水封+常规水封,主水封为伸缩式冲压水封止水,常规水封为“P60”橡塑水封,针对弧门的特性,弧门的加工歩聚如下:
1.1 门叶加工工艺分析
弧门的半径为9 000 mm,宽度为4 968 mm,其材料为Q345B,总重约为32 000 kg,共分为2节制造加工。利用西门子TK6920数控落地镗铣床配合万能铣头(任意角度旋转,旋转精度为6’)加工,不仅保证弧面精度,而且大大提高了加工速率。底节弧长3 531.6 mm,对应的圆心角为22.483°,顶节门叶弧长为3 099 mm,对应的圆心角为19.729°,弧面公差精度要求为0~-1 mm,表面粗糙度为12.5。根据精度要求合理等分弦长K(即每次刀盘的吃刀宽度),选择等分圆心角为 θ=0.8°(θ=2×arcsin(K/2/R)),对应的 K=125.663 mm,弧面公差为△=R×[1-cos(θ/2)],代入公式得△=0.219 mm,与 CAD 放样的公差一致,符合图纸公差要求。
1.2 门叶加工坐标计算
(1)底节加工通过CAD放样坐标,刀盘刀尖至万能铣头回转轴的旋转中心距离L=300,R+L=9300。
CAD放样图见图1

图1 放样图
(2)底节加工通过三角函数计算坐标
函数坐标 Yn=(R+L)× sin[(nθ)];Zn=-(R+L)×{1-cos(nθ)};
R为弧门半径,L为万能铣头上盘铣刀刀尖到回转轴的距离,n∈{0,1,2…},θ角从 0°开始依次增加0.8°(弧门分节处通过圆心)。
计算坐标数据见表1。
(3)顶节门叶坐标计算
顶节门叶坐标计算与底节门叶计算方法相同。
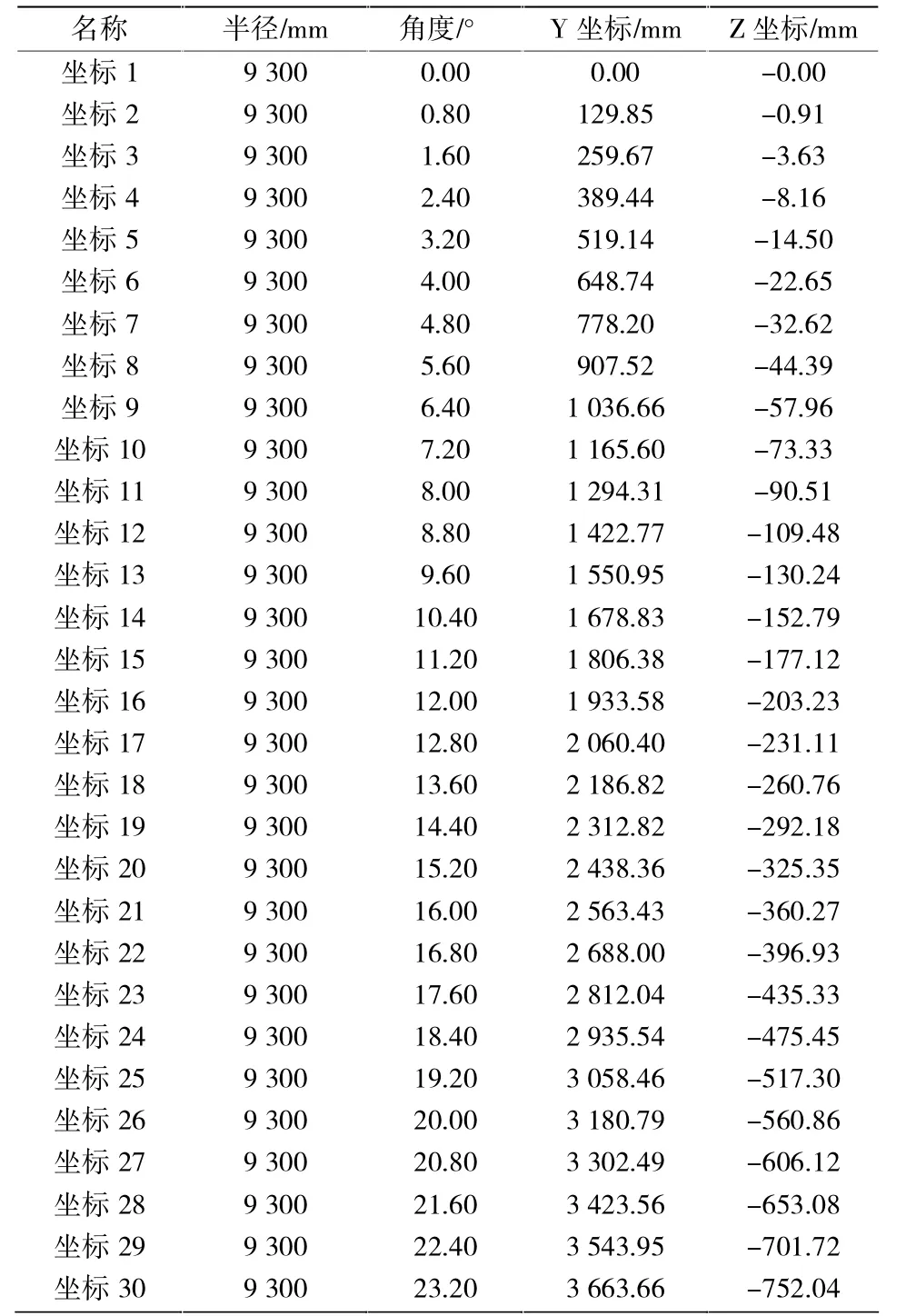
表1
1.3 工件找正及装夹
(1)先根据铆工事先画好的基准线,用划线尺找正弧面水平方向,再找正X轴方向,用百分表接触毛坯表面拉平,然后找正弧面,使基准线与圆心的连线与机床Y轴垂直(因弧门分节处通过圆心),找正弧面的坐标如下(表2):

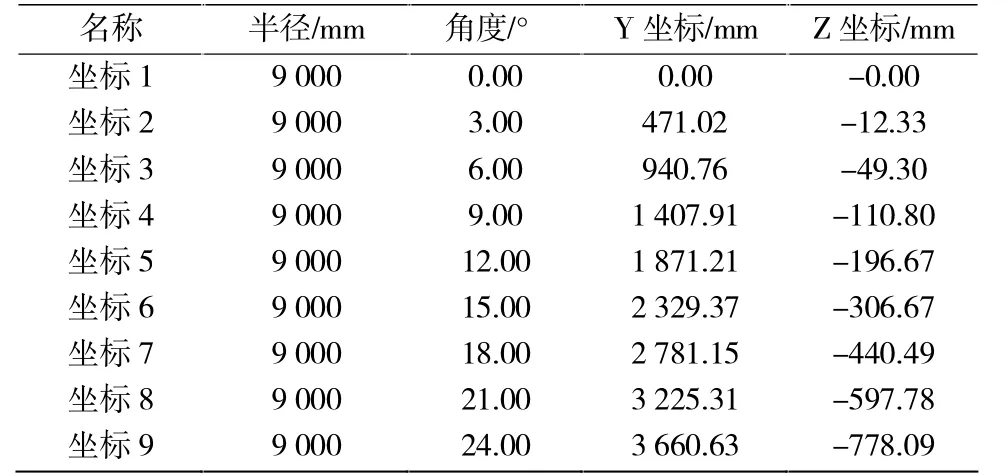
表2
(2)毛坯加工余量为5 mm,为保证面板加工后厚度不小于图纸尺寸,用百分表找正弧面后的机床工件坐标数据与表2对应的Z值的差值在0~-5。
(3)确认找正后,再用垫片垫在弧门与垫块有空隙的地方,选用合适的受力位置,用压板把弧门压紧在固定工作台上。
1.4 刀具选择
采用平面刀盘直径为160 mm,9片YT5的三角刀片铣削(三角型刀片排屑量好,散热块,价格便宜,YT5的材质适合加工Q345B钢材)[2],最大处加工量为5 mm,采用300 r/min的转速,进给率300 mm/min加工。
1.5 对刀
首先机床回零,手动调整万能铣头起始角度,与第一刀的角度相同为0°,根据找正的数据选择对刀点,设置工件坐标系原点(G55 X0 Y0 Z0)[6]
1.6 编程加工
后续每加工完一等分弦长,先调整万能铣头的角度与坐标值对应的角度相同,按照相应的数值编好数控程序加工(表3)。

表3
2 加工平面闸门
阿海水电站平面定轮滚动闸门门叶总长12 800 mm,宽 6 950 mm,高 1 575 mm,总重 133 619 kg,主要分5节加工。单节长6 950 mm,宽3 200 mm,高1 575 mm。节间采用凹槽与凸台配合定位,螺栓连接,水封采用“P60”橡塑水封,主轮踏面与水封的垂直距离尺寸公差在1 mm之内,从而保证水封压缩5 mm,达到封水的效果。
平面定轮滚动门叶加工歩聚:
2.1 门叶工艺分析
(1)主要加工内容:铣削水封座板、铣削节间面、铣削凹槽与凸台、镗削φ260的主轮孔、镗削φ300与φ306的吊耳梨形孔、铣削斜端面。
(2)加工精度要求:门叶横向直线度≤2.0、门叶底缘直线度≤0.5、门叶底缘倾斜度≤1.0。
(3)零件特点分析:该零件主要由平面及孔系组成,其中4-φ260H9 4个内孔的表面粗糙度要求较高,为Ra1.6;而凹槽及凸台配合要求更高,凹槽与凸台长度方向配合要求精度为500K7与500h6,节间面要求平面度精度各为1 mm,节间面平行度要求精度为1 mm。TK6920数控落地镗铣床配合回转工作台(B轴及V轴),单节门叶装夹一次加工完所有工序。按照先面后孔、先粗后精、先基面后控制面的原则确定加工顺序。加工工序为:先铣削连接水封面→铣削节间连接面(包含凹槽或凸台)→旋转工作台180°用同样的方法加工节间面(包含凹槽或凸台)→工作台旋转90°(180°)镗削φ260的主轮孔。
2.2 门叶找正及装夹
门叶摆放在回转工作台的垫块上,用水平仪以门叶边梁4个角找正水平,保证其扭曲3.5 mm之内及加工后节间之间面板的错台2 mm之内,按照铆工划好的节间连接面的粗基准拉直,用压板在合适位置压好。
2.3 刀具选择
数控加工中,铣削平面零件内外轮廓及铣削平面常用平底立铣刀,该刀具有关参数的经验数据如下:①铣刀半径RD应小于零件内轮廓面的最小曲率半径 R min,一般取 RD=(0.8~0.9)R min;②零件的加工高度 H<(1/4~1/6)RD[2],以保证刀具有足够的刚度;③用平底立铣刀铣削底部时,由于槽底两次走刀需要搭接,而刀具底刃起作用的半径R e=R-r,即直径为d=2R e=2(R-r)[5],编程时取刀具半径为 R e=0.95(R r)。对于一些立体型面和变斜角轮廓外形的加工,常用球形铣刀、环形铣刀、鼓形铣刀、锥形铣刀和盘铣刀。刀具选择应考虑工件的材质及吃刀量,粗加工刀具、精加工刀具,面、凹槽、凸台加工刀具,主轮孔镗刀。根据零件特点所选铣刀(表4)。

表4
2.4 对刀
加工平面门叶时,以水平仪找正的边梁平均值对刀设为原点(G55 Y0)。
2.5 加工
(1)以原点起刀10 mm加工水封座板面(E面),(保证水封平面度0.5mm之内)如图2所示:

图2
(2)以铆工划好的粗基准线加工完其中一节间连接面,工作台旋转180°,再加工另一节间连接面(保证两节间连接面的平行度在0.5 mm)。
(3)以加工好的水封座板及节间连接面加工凹槽及凸台(保证两节门叶组装后凹槽与凸台配合紧密,同时保证水封的整体平面度及主轮的平面度)。
(4)以加工好的水封座板及节间连接面为基准加工主轮孔(保证主轮孔与水封的高差0.5 mm之内,整体组装时所有主轮的平面度在1 mm之内)。
(5)加工底节斜面,配合万能铣头,万能铣头往上旋转9.46°进行加工底节斜面(保证与门槽底坎角度配合,图3)。

图3 门叶底节斜端面角度图
3 结语
大型弧门与大型平面滚动闸门的加工精度与加工成本一直是水工产品加工的一大难题。大型弧门若采用传统的弧面数控编程加工方式及平面闸门采用多次装夹,则加工时间过长,降低精度,阻碍生产进度,增加制造成本。而TK6920数控镗铣床采用数字化控制实现四轴联动配备万能铣头,在大型弧门加工采用等分弦长加工及平面闸门一次装夹加工中各个方面都占优势,从装夹上减少装夹次数,简化工序,达到节约时间,一次装夹加工多个工步,减少二次装夹产生的累计误差,在水电闸门大型工件加工中非常实用。
[1]赵长旭.数控加工工艺课程指导书[M].西安:西安电子科技大学出版社,2007.
[2]艾兴,肖诗纲.切削用量简明手册[M].3版.北京:机械工业出版社,2004.
[3]郑贞平,喻德,张小红.UGNX 5.0数控加工典型范例[M].北京:电子工业出版社,2008.
[4]李业农.数控机床及其应用[M].北京:国防工业出版社,2008.
[5]余英良.数控机床加工技术[M].北京:高等教育出版社,2007.
[6]周保牛.数控铣削与加工中心技术[M].北京:高等教育出版社,2007.
TV663
B
1672-5387(2017)10-0059-03
10.13599/j.cnki.11-5130.2017.10.020
2017-07-21
李 亮(1985-),男,助理工程师,从事水利水电设备机械加工工作。
猜你喜欢
商品与质量(2021年39期)2021-12-05 06:02:28
制造技术与机床(2019年11期)2019-12-04 05:49:50
制造技术与机床(2018年9期)2018-09-19 06:48:16
制造技术与机床(2017年10期)2017-11-28 05:20:54
制造技术与机床(2017年8期)2017-11-27 02:10:12
水利科技与经济(2017年8期)2017-04-22 02:41:10
水利科技与经济(2016年2期)2016-04-21 09:32:26
水电站设计(2015年3期)2015-12-10 03:05:46
中国水能及电气化(2015年4期)2015-01-26 19:10:03
湖南水利水电(2014年6期)2014-02-27 14:47:57