
反应堆压力容器主管道焊缝射线检查设备控制系统的设计与实现
2017-11-02 04:07:07汪双印肖晓南
化工自动化及仪表 2017年1期
叶 峰 刘 顺 汪双印 陈 衡 肖晓南
(中广核检测技术有限公司)
反应堆压力容器主管道焊缝射线检查设备控制系统的设计与实现
叶 峰 刘 顺 汪双印 陈 衡 肖晓南
(中广核检测技术有限公司)
针对核电站的特殊情况,设计了反应堆压力容器主管道焊缝射线检查设备控制系统,给出了该系统的硬件结构和软件实现方法。经验证,该系统能够稳定、快速并且高精度地到达焊缝位置,效果良好。
控制系统 反应堆压力容器 射线检查
反应堆压力容器位于核电站反应堆厂房中心,是反应堆厂房乃至核电站最核心的设备,是保证核电设备正常运行和安全的关键设备。作为防止一回路放射性物质泄漏的屏障之一,反应堆压力容器承受着一回路冷却剂的高温、高压和高放射性[1]。因此,对于反应堆压力容器安全端焊缝射线检查做出了强制性的要求,需要进行投入使用前的役前检查和运行后的在役检查。由于放射源进行射线检查时人员不能近距离操作,而且在役期间反应堆水池附近照射剂量高,使得反应堆压力容器安全端的射线检查必须采用远距离的电气和机械控制,以保证人员的安全,因此笔者设计了一套反应堆压力容器主管道焊缝射线检查设备控制系统。
1 检查部位
检查部位为进、出口接管安全端两端距离反应堆筒体轴心约3 190mm处的同种钢焊缝、距离同种钢焊缝112mm靠近反应堆压力容器侧的异种钢焊缝和紧贴异种钢的预堆边焊缝。图1为焊缝位置示意图。
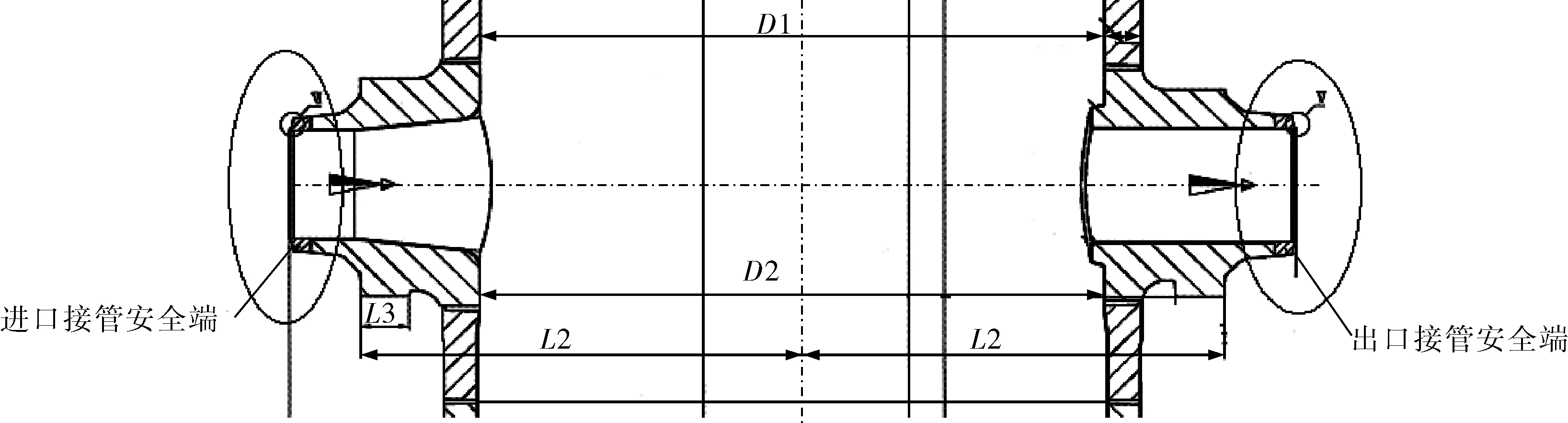
图1 焊缝位置示意图
2 射线检查设备的设计
反应堆压力容器主管道焊缝射线检查设备控制系统主要分为控制系统和机械系统。图2为整个控制系统的框图。
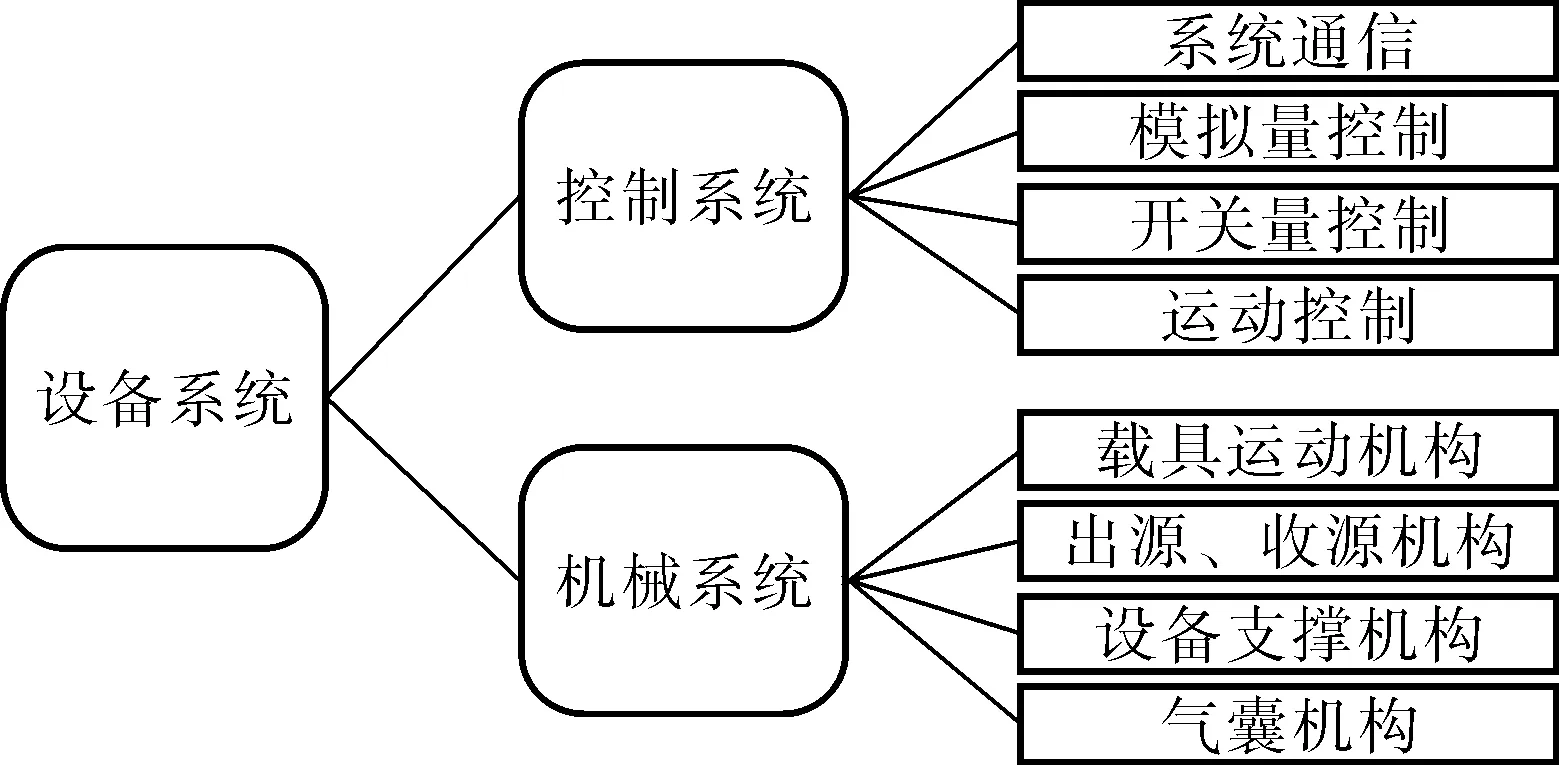
图2 反应堆压力容器主管道焊缝射线检查设备控制系统框图
控制系统主要包含有通信部分、压力控制部分、开关量控制部分和运动控制部分,硬件主要由上位机电脑、通信线缆、控制卡、驱动器和各个传感器实现。该系统的主要功能为控制气动机构的压力大小,处理压力传感器返回的模拟信号,控制气动系统电磁阀的通断,处理接近开关返回的数字信号,处理返回的编码器信号并通过闭环控制电机运动的精确定位。控制卡通过网线与电脑进行通信,将数据传送到上位机进行处理,并且接收上位机的控制命令。
机械系统主要包含载具运动机构,出源、收源机构,设备支撑机构和气囊机构,硬件上主要由电机、导轨、源机、气动支撑腿及气囊等构成。该系统的主要功能为保证设备整体在管道内的定位、支撑,保证设备的足够强度,提供载具的运动支持,保证整个设备系统的气密封性,并且保证在设备进行射线检查时能够排开焊缝处的水,以减少水对射线的衰减作用。
3 控制系统的设计与实现
本设备控制系统最核心的部分是运动控制卡,它具有非常强大的功能,如高速通信,提供RS232和12Mb/s USB或者10 BaseT Ethenet两种通信接口,高速编码器反馈接收,高抗干扰,提供了4MB Flash的非易失性存储空间,可提供8轴的运动控制,提供带光电隔离的8路数字输入8路数字输出,可扩展8路的模拟量接口,支持正负限位,具备急停的功能,并且提供了输入输出可扩展的互联模块和模拟量模块[2]。
运动控制卡是为专门解决复杂运动而设计的,是一种高性能的独立控制器,可完成多个轴的双闭环速度环和位置环伺服控制,能够用于JOG、PTP定位、多轴联动、矢量定位、电子齿轮同步、电子凸轮、多任务及轮廓运动等。图3为控制卡的内部框图。
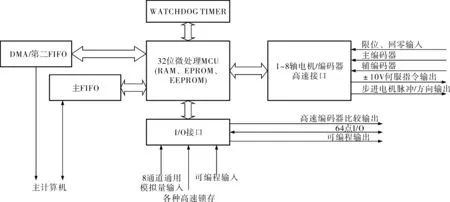
图3 运动控制卡内部框图
3.1 运动控制
在控制卡中独立的运动控制分为两种,一种是定位控制,用于设备载具运动,将气囊送到指定位置;另一种是JOG点动运动,用于源机的收源、出源运动。
在进行定位控制时,首先通过上位机设定相应的加速度、减速度和速度值,然后给到某轴一个目标位置信息(可以使用绝对位置和相对位置),使能并给出开始运动信号后(在没有接收到限位信号的前提下)电机开始加速到设定速度,然后维持速度,最后在到达目标位置前减速,形成一个梯形或者三角形的速度-时间曲线。运动时,控制卡实时通过高速的主编码器接口采集当前位置信息,通过内部的闭环运算,得到目标值和当前位置值的误差,通过误差的大小和设定速度来决定输出到电机驱动器接口的模拟量信号值(16位分辨率,±10V)的大小。定位控制方式主要用于载具的移动控制,控制框图如图4所示。

图4 定位控制框图
也可使用JOG点动运动方式。JOG运动控制方式非常灵活,在运动期间可以随时改变速度、加速度和方向。当开始运动命令发出后,电机立即加速到设定的速度,并且以此速度持续运转,直到有新的命令。如果运动期间改变运动速度,控制器就会控制电机按照设定加速或者减速到新的速度。JOG模式主要用于源机的出源、收源控制。
3.2 IO控制
对于数字IO控制,直接使用互联模块上的8输入8输出通用IO。所有的通用IO都采用了光耦进行隔离,提高了系统的抗干扰和安全性能。输出IO提供给外部的接口为集电极开路,在使用继电器等感性负载时,务必要在负载上并联一个续流二极管,以防烧坏光耦输出侧(图5)。
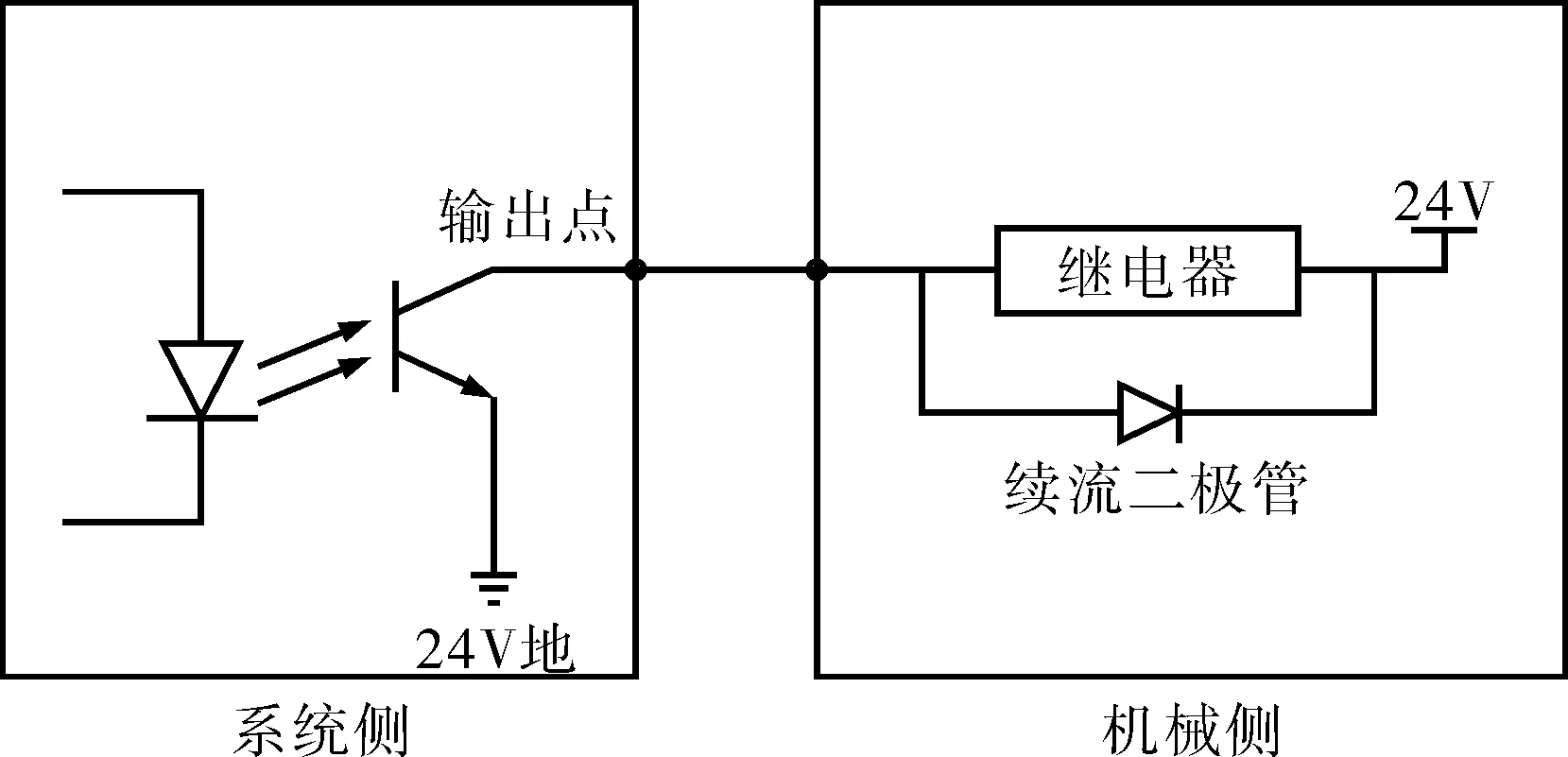
图5 输出接口连接方式
数字IO主要用于设备的电磁阀控制和接近开关。电磁阀主要控制设备支撑腿的伸出与收回,用以设备在管道内部的固定。接近开关信号主要来自设备在压力容器内壁定位的接触信号。
3.3 模拟量控制
设备需要实时监控各个气动部件的气压,这就需要用到模拟量扩展模块。该模块包含8通道模拟量输入(12或16位分辨率,±10V)和40个可编程数字IO。对于模拟的输出,可采用电机接口中的模拟量输出接口,直接使用TL指令即可简单快速地设置输出电压,用于控制比例调节阀输出相应的气压供给设备气动部分。
4 程序编写与上位机实现
控制卡可以运行事先下载到内部Flash存储器的程序,也可使用上位机实时发送控制指令运行。
在终端上编写好程序,利用终端的烧写功能将程序下载到控制卡内部,上电后程序会自动运行。一段重复10次运动到1 000的位置的内部程序(指令)和说明如下:
#BEGIN 程序标号
Count=10 循环计数器置初值
#LOOP 循环程序标号
PA1000 绝对位置1 000
BGA 开始运动
AMA 等待运动完成
WT100 暂停100ms
PA0 返回绝对位置0点
BGA 开始运动
AMA 等待运动完成
WT100 等待100ms
Count=Count-1 循环计数器减1
JP#LOOP,Count>0 通过循环测试10次
EN 程序结束
用户可以利用API函数使用VB、VC、C/C++及LabVIEW等高级语言来编写满足特殊应用需求的程序。控制卡提供了非常全面的控制指令和高级语言的API函数,极大地减少了用户编写上位机的工作量。编写的上位机界面如图6所示。
5 结束语
反应堆压力容器主管道焊缝射线检查设备控制系统在实际应用中可靠度较高,能够稳定、快速并且高精度地到达焊缝位置,多次长时间超7天不间断使用未出现任何设备故障。该系统已经用于国内多家核电站的役前和在役检查,取得了良好的效果,圆满完成业主的各项检查任务。
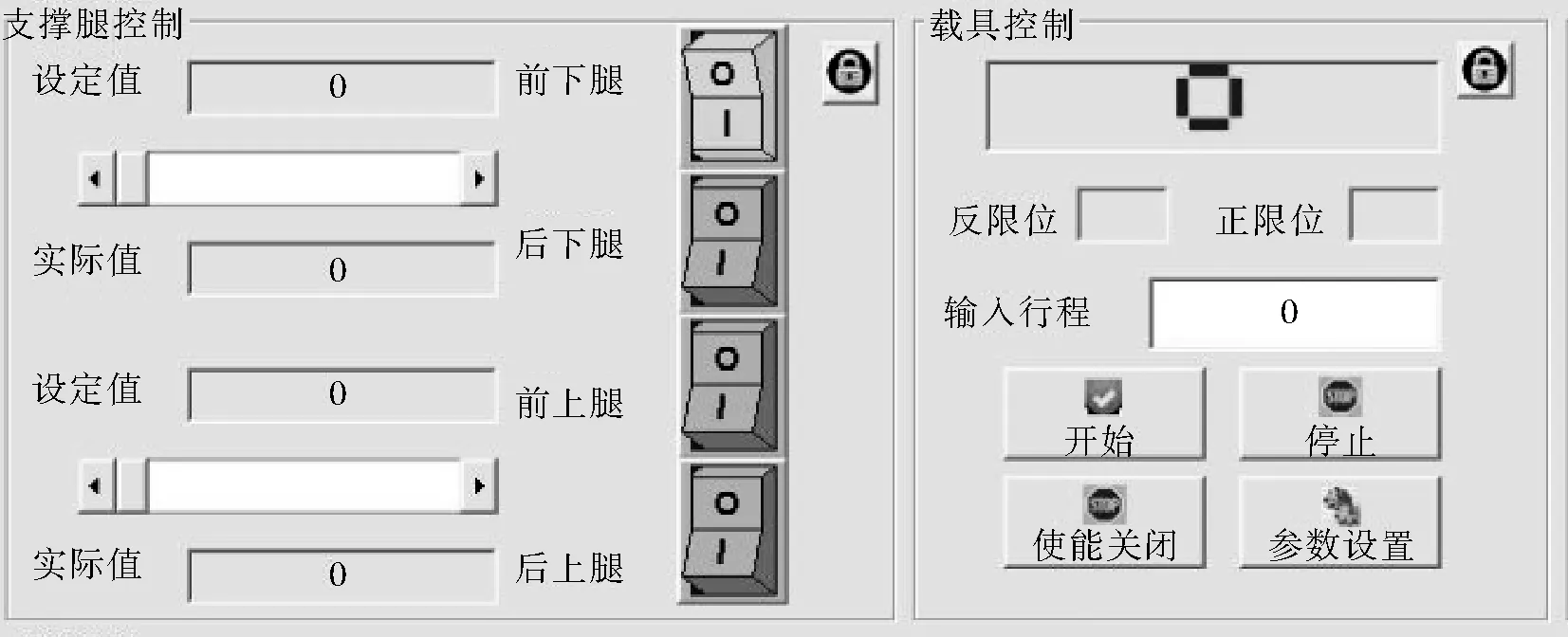
图6 上位机界面
[1] 朱传雨,林戈,陈怀东,等.反应堆压力容器主螺栓超声检查设备控制系统的设计与实现[J]. 无损检测,2013,35(11):7~10.
[2] 占小猛,杨林,任仲伟.基于DMC运动控制卡的开放式数控系统研究[J]. 机械制造与自动化,2011,40(2):128~130.
《化工自动化及仪表》2017年征稿简则
1.专业范围
报道化工、石油化工、冶金、电力、医药、造纸、纺织等行业过程控制理论与应用、计算机技术及其应用、检测技术研究与应用、控制装置设计及应用、仪器仪表技术开发与应用、企业技术改造经验等。
2.报道内容
◆综述与评论。博采众览,兼收并蓄,及时、准确、全面地反映国内外过程控制技术、检测技术、计算机技术及仪器仪表技术的发展动态、趋势和水平。著文要求准确性和权威性,信息量大,能够较全面地阐明命题的过去、现状及发展。
◆过程控制。报道现代控制理论的研究与应用,新型控制策略及控制技术的应用实例;先进控制系统及控制装置的现场应用;国家重大科技攻关项目及成果。
◆检测与仪表。报道国内外先进的检测技术、自动化仪器仪表技术的开发与应用。
◆研究与应用。报道控制技术、检测技术、计算机技术、仪器仪表技术等的研发及其在工业生产中的应用。
◆技改与创新。报道技术改造和技术成果,系统及仪表的日常检测与维修经验等,著文要求突出实用性。
3.投稿要求
◆文稿应简明扼要,突出重点,公式、数据准确。
◆要求E-mail投搞,一律为Word文档(A4幅面,单倍行距,通栏,五号字体),不受理复印稿或传真稿。
◆每篇文章请附150~200字中、英文摘要,4~6个中、英文关键词,作者所在单位的中、英文名称。
◆若条件允许,每篇文章请附中图分类号(分类方法请参考《中国图书馆分类法》第四版)。
◆图、表要有图题、表题,图中文字、符号、数字、图注需清楚,图、表中标注尽量用中文。
◆公式另行居中书写,大/小写、上/下标标注清楚。
◆为使您的稿件能够被及时处理,投稿时请务必提供每位作者的详细信息,包括邮编、联系地址、工作单位、电话等。
4.稿件受理
◆来稿收到后即以电子邮件方式给以回复,并分配稿件登记号,以便于查询。
◆投稿后若有变动(如撤稿,作者通讯地址、联系方式改变等),请务必通知编辑部。
◆审稿周期为15个工作日。
◆刊物出版后,向作者赠送两本当期刊物。
DesignandImplementationofControlSystemforMainPipelineWeldRadiographicInspectionEquipmentofReactorPressureVessels
YE Feng, LIU Shun, WANG Shuang-yin, CHEN Heng, XIAO Xiao-nan
(ChinaNuclearPowerInspectionTechnologyCo.,Ltd.)
Considering special situation of nuclear power station, the control system of radiographic inspection equipment for main pipeline’s welding seam was designed and its hardware structure and software configuration were presented. Application results show that, this system can reach welding seam steadily and rapidly along with a better control effect.
control system,reactor pressure vessel, radiographic inspection
TH865
B
1000-3932(2017)01-0044-04
叶峰(1965-),工程师,从事核电站在役役前检查工作。
联 系 人:陈衡(1987-),助理工程师,从事核电站在役役前检查工作, chen-heng@cgnpc.com.cn。
2016-07-05,
2016-11-30)
猜你喜欢
机电工程技术(2022年8期)2022-09-22 08:49:32
汽车维修技师(2019年7期)2020-01-16 04:33:04
测控技术(2018年12期)2018-11-25 09:37:42
汽车维修技师(2018年11期)2018-05-11 02:38:32
制造技术与机床(2017年3期)2017-06-23 08:11:44
中学生数理化·高一版(2017年1期)2017-04-25 13:22:35
电子制作(2016年21期)2016-05-17 03:53:12
电测与仪表(2015年11期)2015-04-09 11:46:30
新高考·高一物理(2014年4期)2014-09-17 06:52:02
自动化博览(2014年11期)2014-07-11 08:55:48
