
应用CBN砂轮磨削圆锥滚子轴承大挡边和小端面的工艺改进
2017-11-01 18:25:59于成林程亚兵
哈尔滨轴承 2017年3期
严 枫,于成林,程亚兵
(洛阳LYC轴承有限公司,河南 洛阳 471003)
应用CBN砂轮磨削圆锥滚子轴承大挡边和小端面的工艺改进
严 枫,于成林,程亚兵
(洛阳LYC轴承有限公司,河南 洛阳 471003)
针对GAK机床使用普通砂轮磨削圆锥滚子轴承大挡边和小端面时工件表面粗糙度不稳定的问题,选用CBN砂轮替代普通砂轮并改进了加工工艺,提高了加工精度和加工效率。
圆锥滚子轴承;CBN砂轮; 普通砂轮; 表面粗糙度
1 前言
立方氮化硼(CBN)是一类性能优越、用途广泛的超硬材料,是一类具有高速度、高效率、高精度、低磨削成本,且环境污染低的高性能磨具产品。由于CBN砂轮磨削技术具有较多的优点,所以国外在70年代末便开始推广应用,80年代已相继应用于机床、工具制造业中的材料加工与复杂成型磨削,90年代初己在航空、汽车、轴承与工具制造业等领域广泛应用。CBN砂轮磨削技术代表了当今世界磨具产品发展的一个主要方向,具有广阔的发展前景。
2 工艺改进原因
我公司某车间负责加工圆锥滚子轴承内圈,其加工工序为:磨削轴承内圈大端面→复合磨削轴承内径和内滚道→复合磨削轴承大挡边和小端面→超精轴承内滚道。其中,在GAK机床上磨削轴承大挡边和小端面,该机床具备同时复合磨削圆锥滚子轴承内圈大挡边和小端面的功能。使用普通砂轮磨削时,大挡边和小端面的粗糙度不稳定,经常超差。因此,本工艺改进使用CBN砂轮替代普通砂轮,以降低大挡边和小端面的粗糙度和提高加工效率。
3 工艺改进及效果
3.1 CBN砂轮与普通砂轮对比
以往使用的普通砂轮型号为W A/A90M8V60,大挡边砂轮尺寸φ1 6 0×8×φ2 2 m m,小端面砂轮尺寸φ1 3 5×8×φ2 2 m m。本次所使用的C B N砂轮参数如下:大挡边砂轮型号为1B1/26°/150×8×22.5×5,磨料CBN,粒度325/400,树脂结合剂;小端面砂轮型号为1B1/10°/125×8×22.5×5,磨料CBN,粒度120/140,树脂结合剂。CBN砂轮由基体部分和砂轮部分组成,砂轮部分单边厚度9mm(较厚的一面)。磨削挡边和小端面CBN砂轮示意图见图1。
3.2 工艺改进
GAK(日本进口机床代号)机床具备复合磨削圆锥滚子轴承内圈大挡边和小端面的功能,并使用复合式金刚滚轮修整器,同时修整大挡边和小端面两片砂轮。图2 为金刚滚轮修整砂轮示意图。图3 为砂轮磨削轴承套圈示意图。
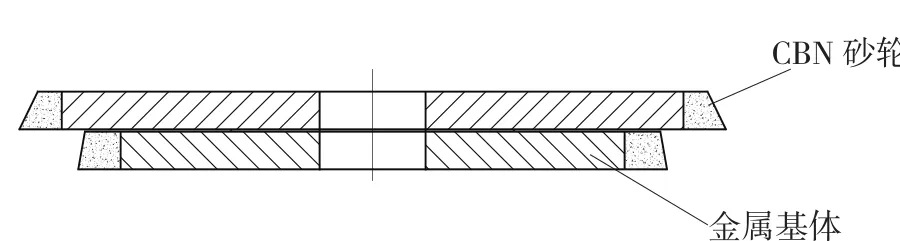
图1 磨削挡边和小端面CBN砂轮示意图
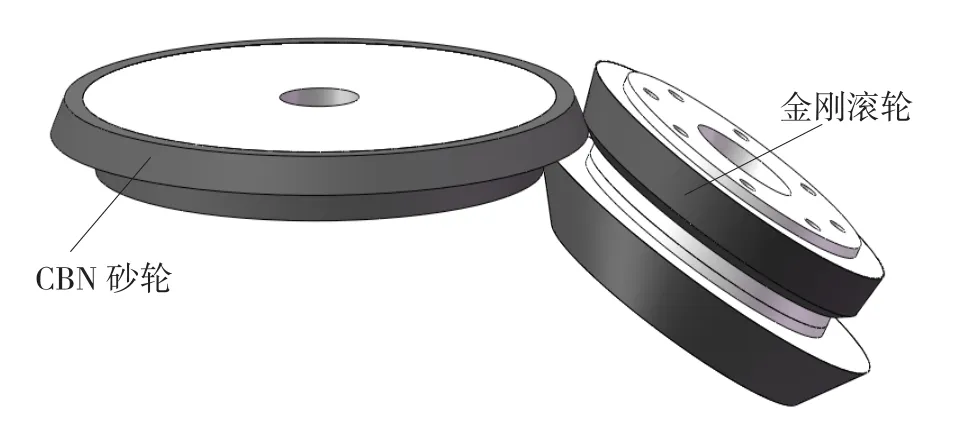
图2 金刚滚轮修整砂轮示意图
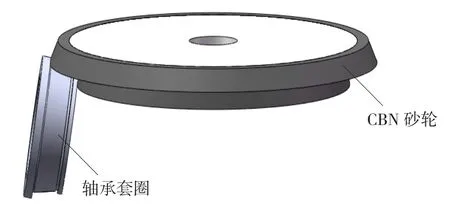
图3 砂轮磨削轴承套圈示意图
该机床砂轮轴的转速为7 130 r/min,金刚滚轮转速为3 000 r/min,是恒定值,不可调。两种砂轮的线速度范围不同,大挡边砂轮的线速度为45~60m/s,小端面砂轮的线速度为38~50 m/s。使用普通砂轮时,加工1 000件产品更换一次砂轮,磨削一件产品需修整一次砂轮,每次的修整量为0.015mm;砂轮的进给速度60μm /s,单次进给量10μm(直径)。
本次C B N砂轮试验的轴承产品型号为JL69349A/02,挡边和小端面的技术要求:挡边尺寸3.133±0.01mm,平行差16μm, Ra0.4;小端面尺寸平行差12μm,Ra0.63。
使用普通砂轮磨削时,挡边粗糙度R a 0.3 8~R a 0.6 0,小端面粗糙度Ra0.52~Ra0.76,经常会出现粗糙度超差现象。
换上CBN砂轮,开始时砂轮修整次数调整为每100件修整一次砂轮,砂轮每次修整量为0.008mm。在磨削过程中,跟踪测量产品,修整次数又调整为每150件修整一次砂轮,砂轮修整量调整为0.006mm。这样既能满足产品加工要求,又能减少修整次数和修整消耗,提高了砂轮的使用寿命。使用CBN砂轮磨削套圈的加工精度测量结果如表1 所示。
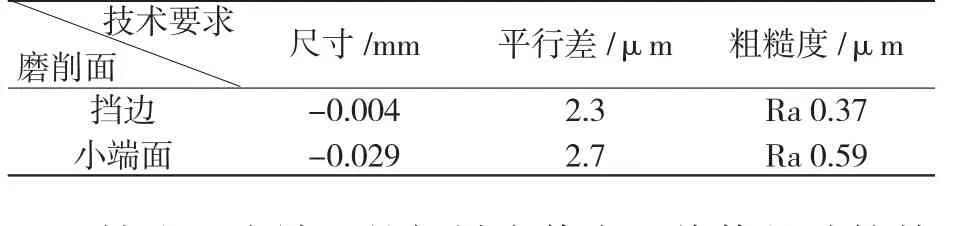
表1 CBN砂轮磨削套圈的加工精度测量结果
挡边和小端面的粗糙度值在即将修整砂轮前的30件产品会有个别超差。因此,为了更好的保证产品质量,将修整次数调整为每120件修整一次砂轮。工件轴的转速可调整,试验中由1 020 r/min调整到1 304 r/min,加工时间从21.62s缩短到19.35s。在保证套圈磨削质量稳定的情况下,提高了加工效率,CBN砂轮在高速磨削中更能体现出其优良性能。
3.3 改进效果
本次CBN砂轮磨削工艺试验历经60天,只磨削消耗了一片挡边砂轮和一片小端面砂轮,共磨削加工了59 140件产品。挡边和小端面的粗糙度控制在0.4μm和0.63μm以内,能够满足技术要求。
试验用CBN砂轮的价格为:挡边砂轮 780元/片,小端面砂轮 650元/片。普通砂轮的价格为20元/片。每片普通砂轮能加工1000件产品,则使用普通砂轮加工59140件产品需要59.14个砂轮。以加工同样数量的产品来计算砂轮成本,即大约每加工6万件产品,可节约成本402元(按照一个加工部位计算)。
使用普通砂轮,一天要更换一次砂轮,而使用CBN砂轮,60天更换一次砂轮。这样就减少了砂轮的更换次数,节省了操作人员更换砂轮、调整机床的时间,降低了劳动强度,提高了加工效率。
4 结束语
在GAK机床上使用CBN砂轮替代普通砂轮,利用CBN砂轮高速、高效、高耐用度等特点,不仅降低了圆锥滚子轴承大挡边和小端面的粗糙度值,满足了技术要求,而且大大提高了加工效率,使轴承的加工质量、操作人员的劳动强度和工作效率得到了明显改善。
[1]王爱珍,王 战.陶瓷CBN砂轮修整方法及修整工艺研究【J】.金刚石与磨料磨具工程 ,2008,28(2):64~67.
[2]方 伟,鲁 涛.修整参数对陶瓷CBN砂轮磨削效果的影响【J】.金刚石与磨料磨具工程,2010,30(2):25~28.
Process improvement of grinding big rib and small end-face of tapered roller bearing using CBN grinding wheel
Yan Feng, Yu Chenglin, Cheng Yabing
( Luoyang LYC Bearing Co., Ltd..,Luoyang 471003, China )
Aiming at surface roughness of workpiece is unstable during grinding the big rib and small end-face of tapered roller bearing using GAK machining tool, the common grinding wheel was replaced by CBN grinding wheel and the machining process was improved. Both machining accuracy and productivity were enhanced.
tapered roller bearing; CBN grinding wheel; common grinding wheel; surface roughness
TH133.33+2
B
1672-4852(2017)03-0022-02
2017-07-07.
严 枫(1968-),女,高级工程师.
(编辑:王立新)
猜你喜欢
哈尔滨轴承(2021年1期)2021-07-21 05:43:10
哈尔滨轴承(2021年4期)2021-03-08 01:00:52
失效分析与预防(2020年1期)2020-06-17 04:17:14
制造技术与机床(2019年3期)2019-02-27 07:14:22
制造技术与机床(2018年10期)2018-10-13 06:36:40
轴承(2018年10期)2018-07-25 07:22:22
制造技术与机床(2017年7期)2018-01-19 02:29:59
工业设计(2016年1期)2016-05-04 03:59:29
华东理工大学学报(自然科学版)(2015年1期)2015-11-07 09:15:46
华东理工大学学报(自然科学版)(2015年1期)2015-11-07 09:15:46
