
基于PLC和HMI的挤出机经济型控制系统
2017-11-01 03:00赵宗华李永平
化工自动化及仪表 2017年2期
赵宗华 李永平
(天华化工机械及自动化研究设计院有限公司)
基于PLC和HMI的挤出机经济型控制系统
赵宗华 李永平
(天华化工机械及自动化研究设计院有限公司)
利用经济型PLC、温度控制器和HMI设计塑料生产设备挤出机的控制系统。实际应用表明:该系统安全可靠,满足设计要求,节约了生产成本。
PLC 双螺杆挤出机 控制系统
合成材料塑料的问世,使得以塑代钢、以塑代有色金属及以塑代水泥等产品广泛地应用于石化、机械、农业、建材、包装、电子及国防等领域,成为最主要的原料之一[1]。而挤出成型是塑料加工的最主要形式,因此研发塑料挤出成型技术与设备具有重要意义。
双螺杆挤出机是塑胶加工机械中的重要设备,不单用于高分子材料的挤出成型和混炼加工,其用途已拓宽到食品、饲料、电极、炸药及纸浆等领域[2]。挤出机控制系统的主要作用是在挤出过程中实现对螺杆转速、机筒温度及熔体压力等参数的控制。挤出机控制系统主要由电气、仪表和执行机构组成,主要作用是实现控制主辅机的电机拖动,满足工艺所需的转速和功率,并保证主辅机协调运行;控制主辅机的温度、压力、流量和产品质量;实现整个机组的自动控制;进行数据采集和处理,实现闭环控制。
目前,常规继电器控制方法覆盖面广,对维护人员的技术水平要求不高,但是实现某些复杂逻辑时比较麻烦,而且成本也会增加。PLC系统则可以通过模拟量通信实现PID控制,PLC控制器具有可靠性高、抗干扰能力强、功能强大灵活及价格便宜的特点,PLC系统不但可以显示熔体压力还实现了闭环控制。目前挤出机自控系统以S7-200/S7-300 PLC系统为主,但其价格较高且售后周期长增加了生产成本。鉴于此种情况,笔者选用经济型PLC设计挤出机控制系统,在降低生产成本的同时提升挤出机的智能化水平。
1 系统架构
图1为双螺杆挤出机示意图,主要由传动系统、筒体冷却与加热系统、机头熔体压力控制系统,以及其他辅机系统组成。
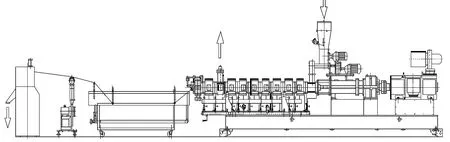
图1 双螺杆挤出机示意图
如图2所示,双螺杆挤出机经济型控制系统主要分为现场数据采集、数据处理和人机界面(HMI)显示三大部分。其电仪控制系统以PLC为核心,配置直流调速器或交流变频器为调速单元。根据双螺杆挤出机的工艺要求,在生产过程中,对其螺杆转速控制和筒体温度控制要求很高,因此这两部分也是电仪控制系统的重要单元。
双螺杆挤出机经济型控制系统选用英国PARK公司生产的590直流调速器作为其调速单元,完成双螺杆挤出机主电机调速的过程控制功能。选用CP1H PLC实现各逻辑控制,以及各种非调速电机(辅机)的启停控制。同时利用CP1H的模拟量端口实现对由压力传感器采集到的机头熔体压力的控制。选用DTE-2DS系列双通道温度控制器实现对筒体温度的采集和控制。
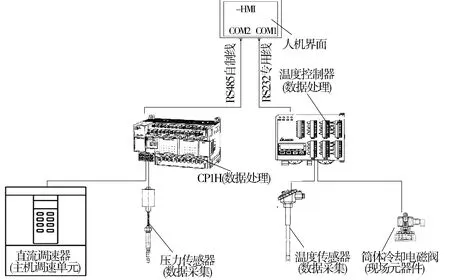
图2 双螺杆挤出机经济型控制系统架构
软件配置:下位机采用CX-Programmer Version7.0,上位机采用NBZ-Designer。
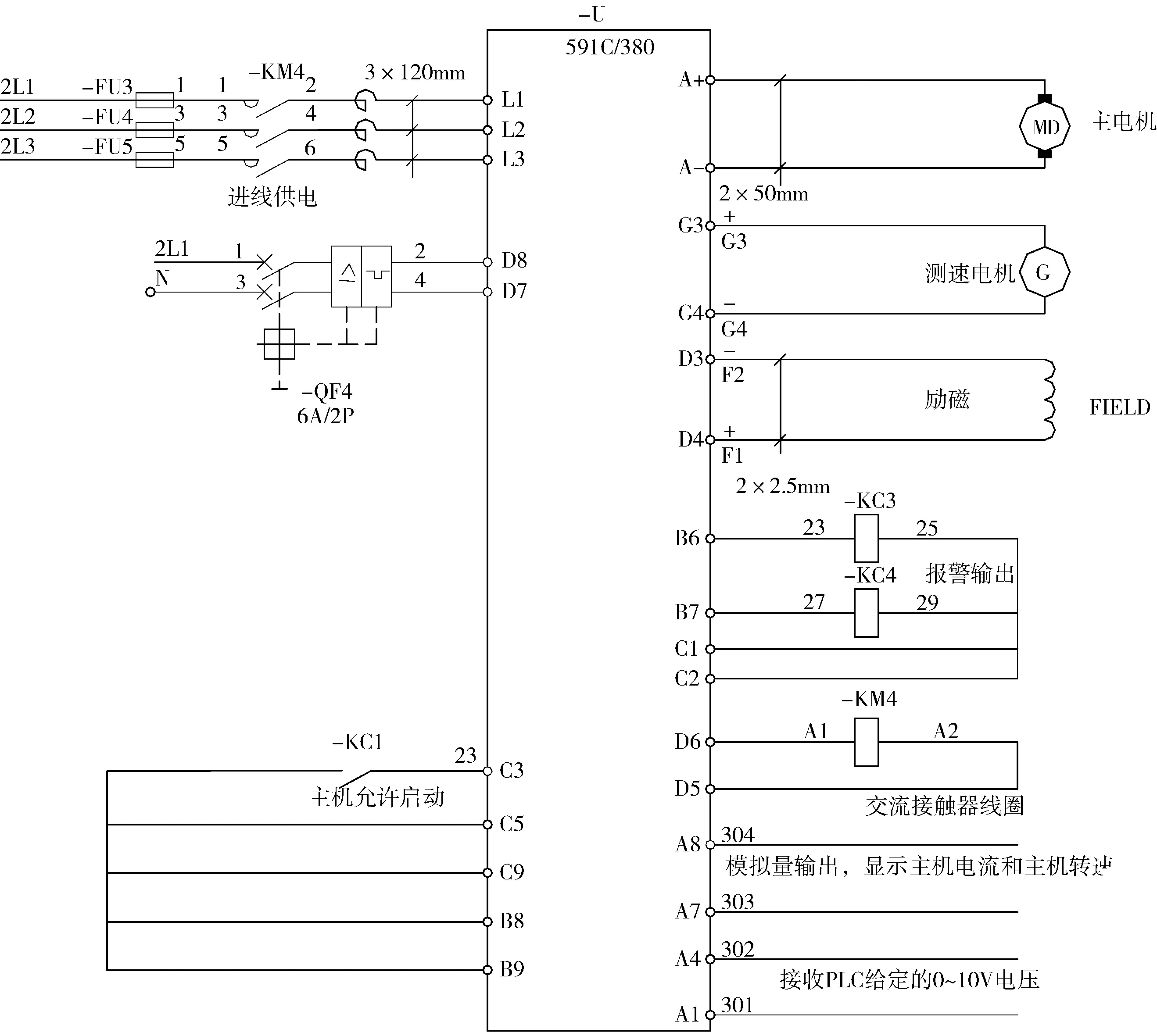
图3 直流调速器接线示意图
2 系统设计
2.1 基本原理
双螺杆挤出机经济型控制系统的电机Z4280-21和直流调速器(591P/0380/500)的接线如图3所示,进线接在L1、L2、L3端子,在主回路上安装快速熔断器和交流接触器用以保护调速器,电机的电枢端子连接到A+、A-,励磁接到D3、D4端子,交流接触器接到D5、D6端子。A1、A4端子输入0~10V电压,用于电机速度调节;A7、A8模拟量输出端子用于显示主机电流和螺杆转速[3]。
筒体温度控制接线如图4所示,台达DTE-2DS温度控制器INA/INB接收温度传感器(K型热电偶)毫伏信号,实现对温度的精确采集。对采集到的实际温度和设定温度进行比较,如果实际温度低于设定温度,那么温度控制器OUT1/OUT2端口输出24V(DC)信号触发加热固态继电器,对筒体进行加热升温。反之,SUB1/SUB2端口输出24V(DC)信号触发冷却固态继电器,冷却电磁阀打开,冷却水进入筒体,对筒体进行冷却降温。
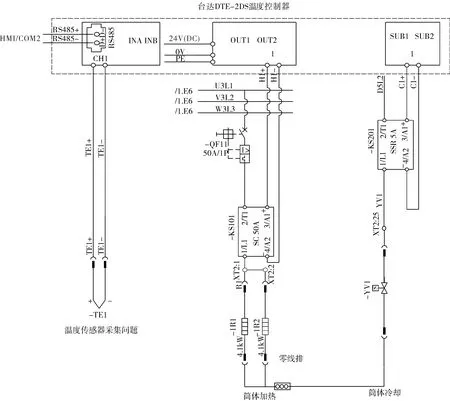
图4 筒体温度控制接线示意图
通过CP1H模拟量端口,实现了主机调速,主机电流和主机转速的显示,以及机头熔体压力的采集显示。图5为模拟量控制接线图。
2.2 软件部分
2.2.1 下位机软件
PLC程序笔者采用CX-Programmer Version7.0配套的梯形图进行设计编程,实现了整个挤出机主机运行过程的所有逻辑控制和所有辅助电机的启停控制。
图6为主机联锁启停程序,图7为辅机启停程序。
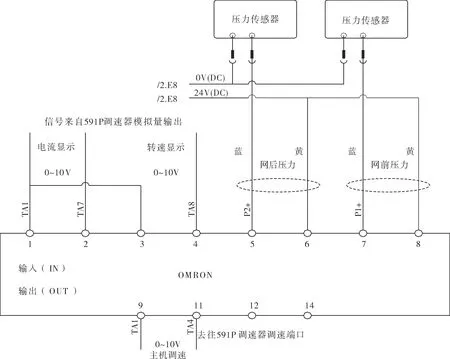
图5 模拟量控制接线示意图
由图6可以看出,在程序设计时根据挤出机工艺要求实现了主机与油泵、风机联锁等控制,首先启动油泵,延时5s后启动主电机风机,然后才能启动主电机。当油泵和主电机风机中的任何一个电机发生故障时,挤出机主机停止工作。这样设计既实现了一键启动挤出机的功能,同时也实现了联锁保护,避免了由于齿轮箱油泵、主电机冷却风机故障对传动箱和主电机的伤害。
图8为挤出机主机转速显示程序,主机电流显示和熔体压力显示程序与此类似。
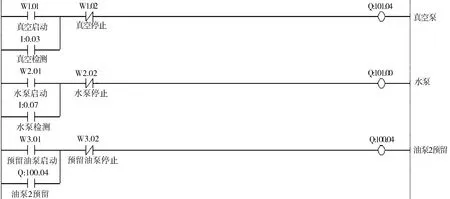
图7 辅机启停程序
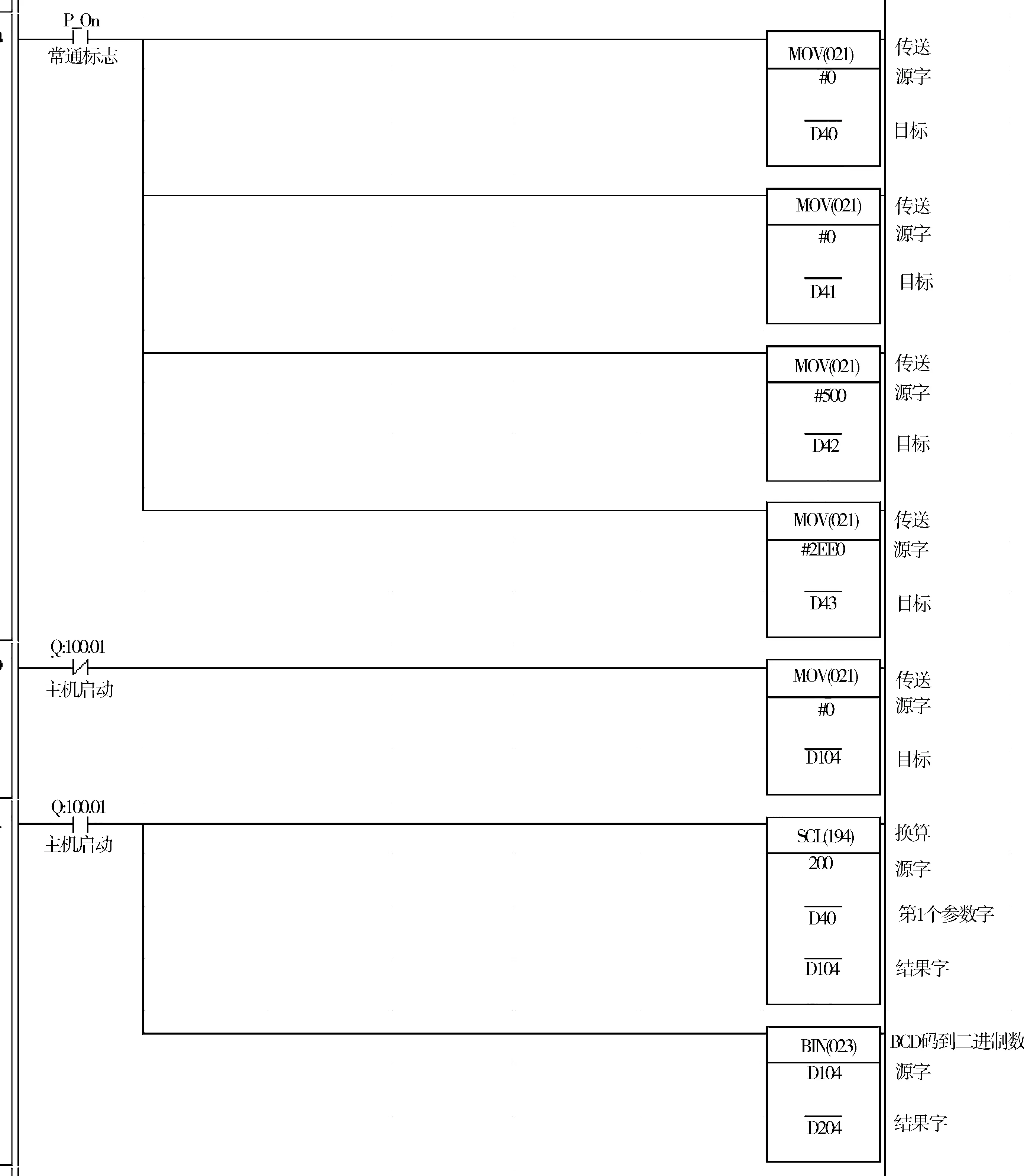
图8 挤出机主机转速显示程序
2.2.2 上位机程序
按照功能和工艺要求将控制系统设计为一个挤出机总览画面(图9)、一个实时报警画面和一个电机操作画面。挤出机总览画面显示了基础整体功能图,实时温度、设定温度、主机转速、主机电流和料压,以及所有的辅机启停指示;实时报警画面可显示当前报警类别并进行消音操作;在电机操作画面可对所有电机进行启停操作,并进行主机调速。
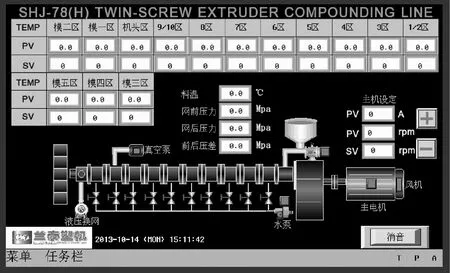
图9 控制系统总览画面
3 经济性分析
在常规挤出机控制系统设计过程中,大多选用西门子系列PLC,然而其价格昂贵,不但降低了性价比同时也增加了生产成本,在某种程度上也存在着PLC资源的浪费。而本设计选择欧姆龙PLC+台达温控器实现相关控制功能,以12路温控实现相同功能的前提下,将两种选型价格做比较。欧姆龙PLC+台达温控器所需设备为:一个CP1H 模块、两个DTE 10T单元、两个DTE 20T单元、6个DTE 20V单元、两个DTE 20S单元、一个NB10触摸屏和通信线,共计¥8 170元。而西门子设备则需要:一个电源模块PS307 5A、一个CPU314模块、一个存储卡/128KByte、两个AI/8热电偶模块、一个DI/32 24V开关量输入模块、一个DO/32 24V开关量输出、一个4AI/2AO模拟量模块、两个安装导轨/530MM、4个40针前连接器、4个20针前连接器、一个NB10触摸屏和两个RS485总线插头,共计¥23 307元。可以看出,在实现同样功能的前提下,选用西门子PLC价格几乎是笔者所设计系统选型配置的3倍,当然在考虑品牌效应的前提下,依然能充分肯定选用欧姆龙PLC和温控器组合形式的控制系统的成本低,性价比高。
4 结束语
笔者设计了基于欧姆龙PLC、台达温控器和HMI的挤出机经济型控制系统,该系统具有经济、稳定及可靠等特性。系统在江苏某塑料公司的多条生产线上配备使用,现场运行稳定可靠,得到了客户的好评,具有较高的实用价值。
[1] 潘宝霞,贾朝阳.20kt/a聚丙烯挤压造机装置配料系统的设计[J].化工机械,2011,38(1):46~48.
[2] 张永琴.聚丙烯腈聚合体过滤干燥控制系统[J].化工自动化及仪表,2012,39(10):133~134,136.
[3] 曾正,师燕燕.590P系列直流调速器在双螺杆挤压造粒机主机调速中的应用[J].化工自动化及仪表,2010,37(9):132~136.
EconomicalControlSystemforExtrudersBasedonPLCandHMI
ZHAO Zong-hua, LI Yong-ping
(TianhuaChemicalMachineryandAutomationInstituteCo.,Ltd.)
Based on economical PLC, temperature controller and HMI, a control system for plastics extruders was developed. Application results show that this control system is safe and reliable as the design required along with a low manufacture cost.
PLC, twin-screw extruder, control system
TH862
B
1000-3932(2017)02-0138-06
2016-04-07,
2016-11-29)
赵宗华(1984-),工程师,从事橡塑机械电仪控制系统的设计工作,huaz003@163.com。
猜你喜欢
中国粮油学报(2019年4期)2019-07-12
电子制作(2019年23期)2019-02-23
西藏科技(2016年5期)2016-09-26
中国塑料(2016年7期)2016-04-16
通信电源技术(2016年5期)2016-03-22
中国粮油学报(2016年5期)2016-01-23
中国塑料(2015年2期)2015-10-14
中国塑料(2015年11期)2015-10-14
中国塑料(2014年8期)2014-10-17
山东工业技术(2014年12期)2014-05-03
