
工艺参数对注塑制品尺寸的影响
2017-11-01 08:41:20胡桂涵高玉保黄旗忠肖青青
中国塑料 2017年10期
胡桂涵,高玉保,唐 璠,黄旗忠,肖青青
(浙江正泰电器股份有限公司,浙江 温州 325000)
工艺参数对注塑制品尺寸的影响
胡桂涵,高玉保,唐 璠,黄旗忠,肖青青
(浙江正泰电器股份有限公司,浙江 温州 325000)
以小型断路器外壳的关键尺寸为研究对象,基于正交试验设计方法,分析了5种主要工艺参数对制品尺寸的影响。同时通过Moldflow软件模拟注射成型过程,并将模拟分析结果与实验结果作对比。结果表明,实验与模拟的结果都显示保压参数对尺寸有较大影响,且存在整体递增的影响趋势。并通过单因素实验建立了保压压力与特定制品尺寸之间的数学关系模型,为实际生产过程中的工艺调试提供了有效参考,同时也为制品尺寸的自动化控制提供了必要条件。
正交试验设计;Moldflow;注射成型;尺寸;自动化控制
0 前言
近年来,我国塑料行业发展迅速,不仅产量大幅增加,其应用范围也扩展到航空、航天、通信等高科技领域,人们对塑料制品质量和尺寸精度的要求不断提高。注射成型是目前主流的塑料成型技术,适合于大批量生产形状复杂、尺寸要求精确的塑料制品。但是,注射成型过程具有非线性、多变量、时变性等特征,是一个相当复杂的物理过程。注塑制品的品质特性受到很多因素的影响,大致可划分为6种因素:制品结构、模具、原材料、注塑机、工艺参数及扰动。实际生产中,考虑到成本,一般通过在线调整工艺参数来实时解决各种扰动导致的制品品质不稳定。因此,从制品品质控制的角度来降,研究分析工艺参数和品质特性之间的关系具有重大意义。
注塑工艺参数对制品的收缩率有非常重要的影响,而制品的收缩情况直接决定了制品的具体尺寸。国内外学者针对注塑制品的收缩做了大量的理论研究,并针对特定工艺条件下的收缩情况进行理论预测[1]。
但是,实际生产过程中的情况要更为复杂,影响因素众多,这使理论预测结果难以直接应用于实际。同时,以Moldflow为代表的计算机辅助工程(CAE)软件也被广泛用于对制品收缩的模拟[2-3]。目前,这类模拟结果的准确性仍处于研究验证阶段,但是具有一定的指导作用。
本文将直接针对具体的制品尺寸开展研究:基于正交试验设计,通过现场实验结合软件模拟结果,分析主要的5种工艺参数对注塑制品尺寸的影响;尝试建立工艺参数与制品尺寸之间的数学关系模型。
1 研究对象
本文的研究对象为浙江正泰电器股份有限公司生产的小型断路器NB1-63外壳底座的关键尺寸。底座的三维模型如图1所示,产品上方中间两个圆孔的圆心距,设计尺寸为18.95 mm。该尺寸是成品内部关键件的定位尺寸,对成品性能有重要影响。
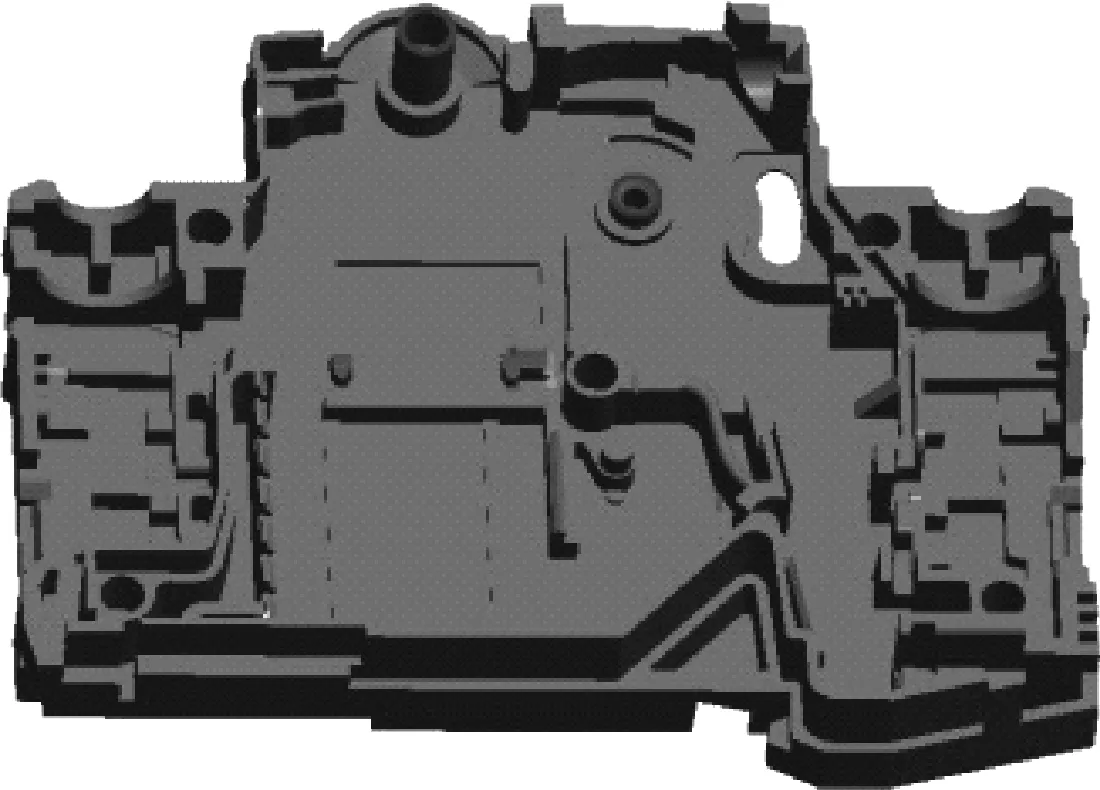
图1 三维模型Fig.1 Three-dimensional models
2 正交试验设计
根据以往的相关报道[4],选择对制品收缩影响较大的5种主要工艺参数,确定以保压压力(A)、注射压力(B)、注射速度(C)、保压时间(D)和冷却时间(E)作为因素。温度参数对收缩的影响也很大,但是由于响应时间较长,实际生产中确定后基本不作调整,因此本文暂不做考虑。通过预实验,结合历史数据,确定了各个因素的大致取值范围,最终确定表1为正交试验的因素与水平表。本试验为5因素4水平的正交试验,因此可采用标准的L16(45)正交表。
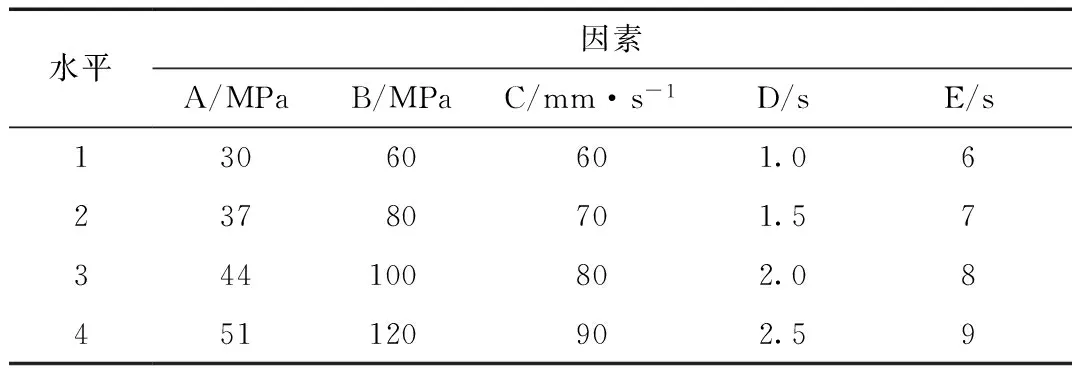
表1 因素与水平表Tab.1 The table of factors and levels
3 实验及结果分析
3.1 实验过程
实验在宁波海天集团股份有限公司的注塑机(HTF160WI/J5-b)上进行,使用的原料为浙江新力塑料股份有限公司生产的聚酰胺(PA6 TS250-Q3)。开机稳定运行约10 min,模具温度趋于稳定后,开始实验。按照L16(45)正交表所确定的试验方案依次进行产品压制,每次压制固定时间后,取9只典型样品并做标记。
3.2 实验结果
样品的尺寸由三坐标测量得到,测量设备为Werth三坐标测量机,型号为Easy Scope台式。对所测样品的尺寸取平均值,得到最终结果(表2)。
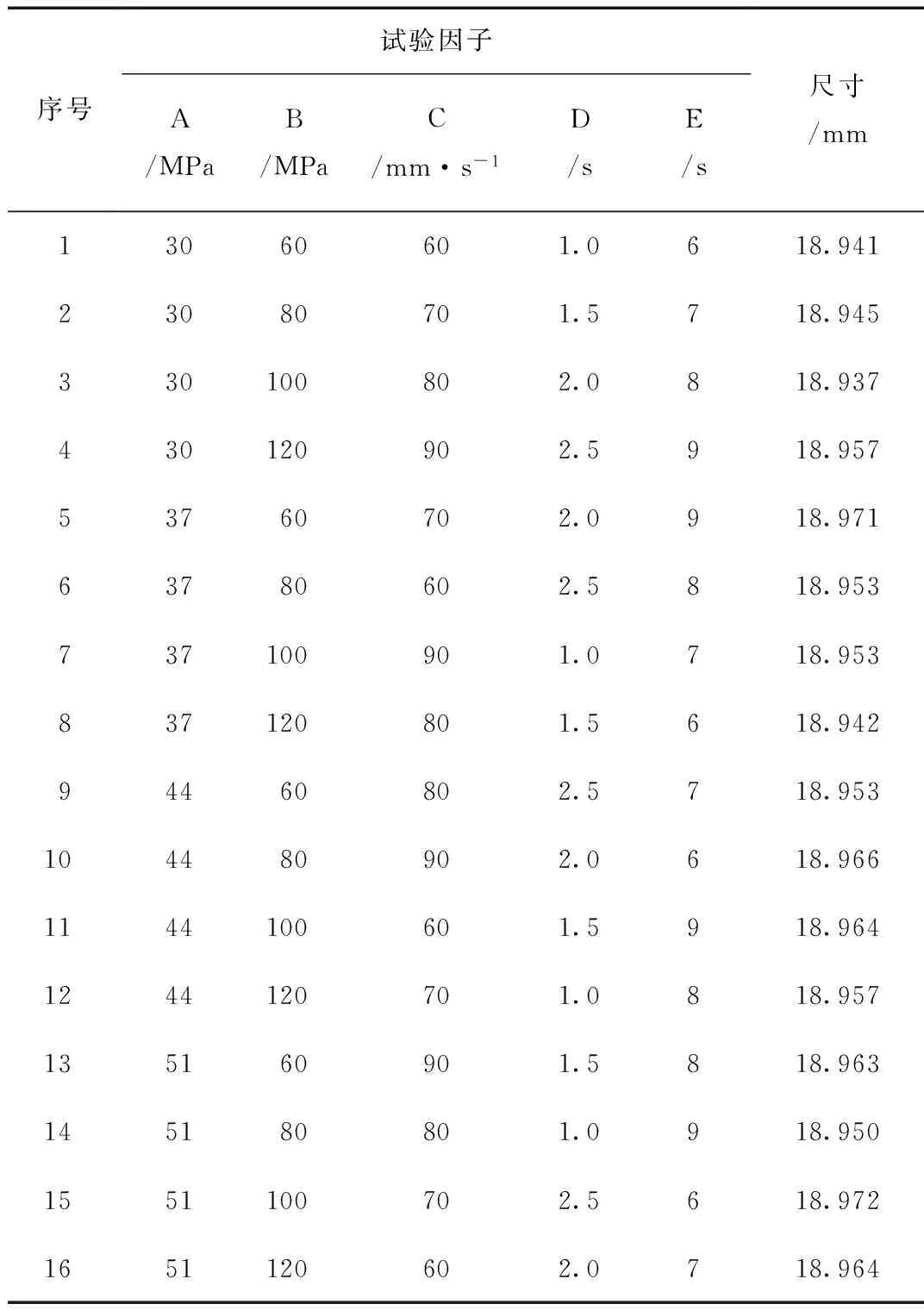
表2 正交方案与实验结果Tab.2 The orthogonal array and experimental results
3.3 结果分析
表3为方差分析结果,图2为各因素对实测圆心距尺寸的影响趋势,可以更直观地观察各因素对尺寸的影响情况。
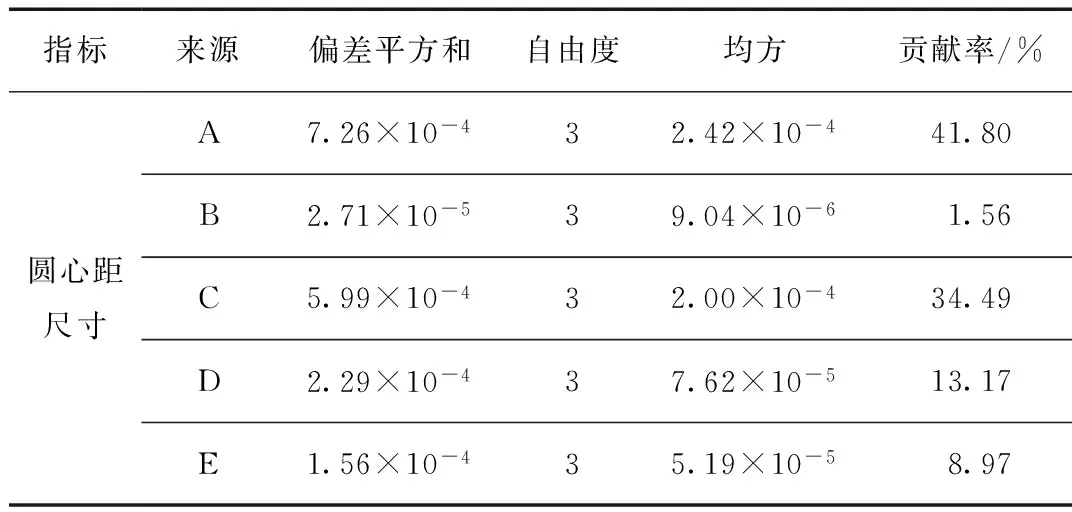
表3 尺寸方差分析结果Tab.3 ANOVA results of the dimension
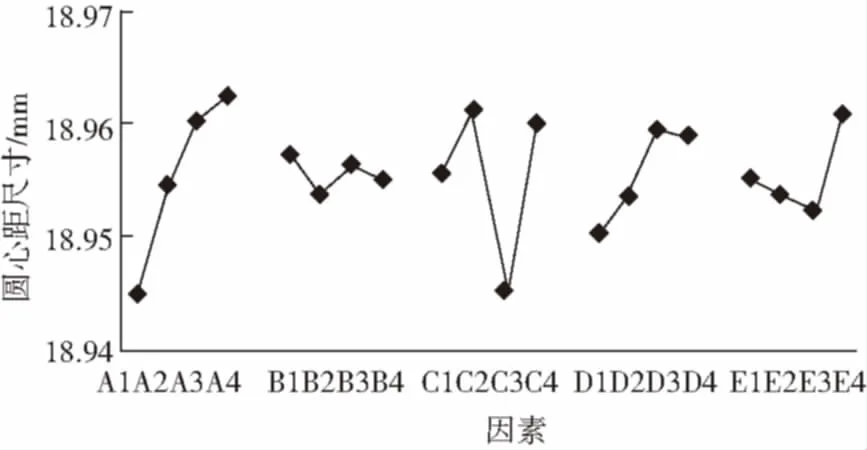
图2 各因素对圆心距尺寸的影响Fig.2 Effect of the factors on the dimension
方差贡献率结果表明各因素对制品尺寸的影响大小次序为:保压压力(A)>注射速度(C)>保压时间(D)>冷却时间(E)>注射压力(B)。
保压压力(A)对尺寸的影响可解释为3个方面:首先,压力越大,补缩增密的效果也就越好,这使制品更加密实,不易收缩;其次,保压效果决定了制品的残余应力情况,会对制品的不均匀收缩产生影响;另外,保压压力(A)是负收缩的主要来源。保压时间(D)的影响类似,但是它对负收缩的影响很小。从影响趋势图来看,保压阶段的这2个参数对尺寸影响大,而且整体上呈递增的影响趋势,这是符合理论预期的。需要说明的是,保压时间(D)只有在浇口凝固前(本实验既是这种情况),才可能对尺寸有这种影响趋势。在浇口凝固后,保压基本不再对制品产生作用。浇口凝固的时间点可由浇口凝固实验确定。
注射速度(C)的影响仅次于保压压力(A),但是并没有呈现递增的趋势。注射速度对尺寸影响的主要来自于取向收缩。注塑制品的内部结构形态通常呈皮芯结构,而注射速度对表层和芯部的取向有相反的影响趋势[5]。另外,注射速度增加会使熔胶内部剪切速率增加,通过剪切诱导结晶增加制品的结晶度,这无疑会使制品产生更大的结晶收缩。由于本实验所用的原材料为结晶性塑料,这一点也是无法被忽视的。
冷却时间(E)的影响也较为复杂。一方面,冷却时间(E)延长会使模温有所下降(无模温机控制的情况下),进而使保压的效果降低,增加了收缩率。另一方面,由图1可见,本文所研究的尺寸为2个圆孔的圆心距,在模内冷却阶段,圆孔内的型芯会对该尺寸的收缩起到阻碍作用,从而减少了收缩率。冷却时间越长,阻碍效应越明显。
注射压力(B)的方差贡献率仅为1.56 %,对该尺寸的影响基本可以忽略。在V/P切换点设定合理的前提下,压力是注射阶段的非主要因素。
4 模拟及结果分析
4.1 建立分析模型
将UG软件创建的三维模型导入Moldflow软件后进行网格划分,网格类型选择双层面(Fusion)。经过网格修复后,使其纵横比在10以下,匹配百分比达到90 %以上,整体三角形单元数为350764。通过创建浇注系统和冷却系统,最终完成建模(图3)。

图3 Moldflow分析模型Fig.3 Analysis model in Moldflow
4.2 模拟结果分析
在Moldflow的模拟结果中,与产品尺寸变化有关的主要是体积收缩率与翘曲分析。体积收缩率主要反映均匀收缩的情况,可直接从分析结果中提取。翘曲分析主要反映不均匀收缩的情况,通过计算翘曲分析后的节点坐标变化量,可得到翘曲分析后的尺寸,如表4所示。
如表5和图4所示,对比实验的尺寸分析结果,保压压力(A)、注射速度(C)和保压时间(D)还是最主要的3个影响因素,但是顺序有所变化,保压时间(D)的方差贡献率最大。由于收缩率越大,尺寸越小,因此从影响趋势图来看,保压压力(A)与保压时间(D)的影响趋势是与实验结果一致的。
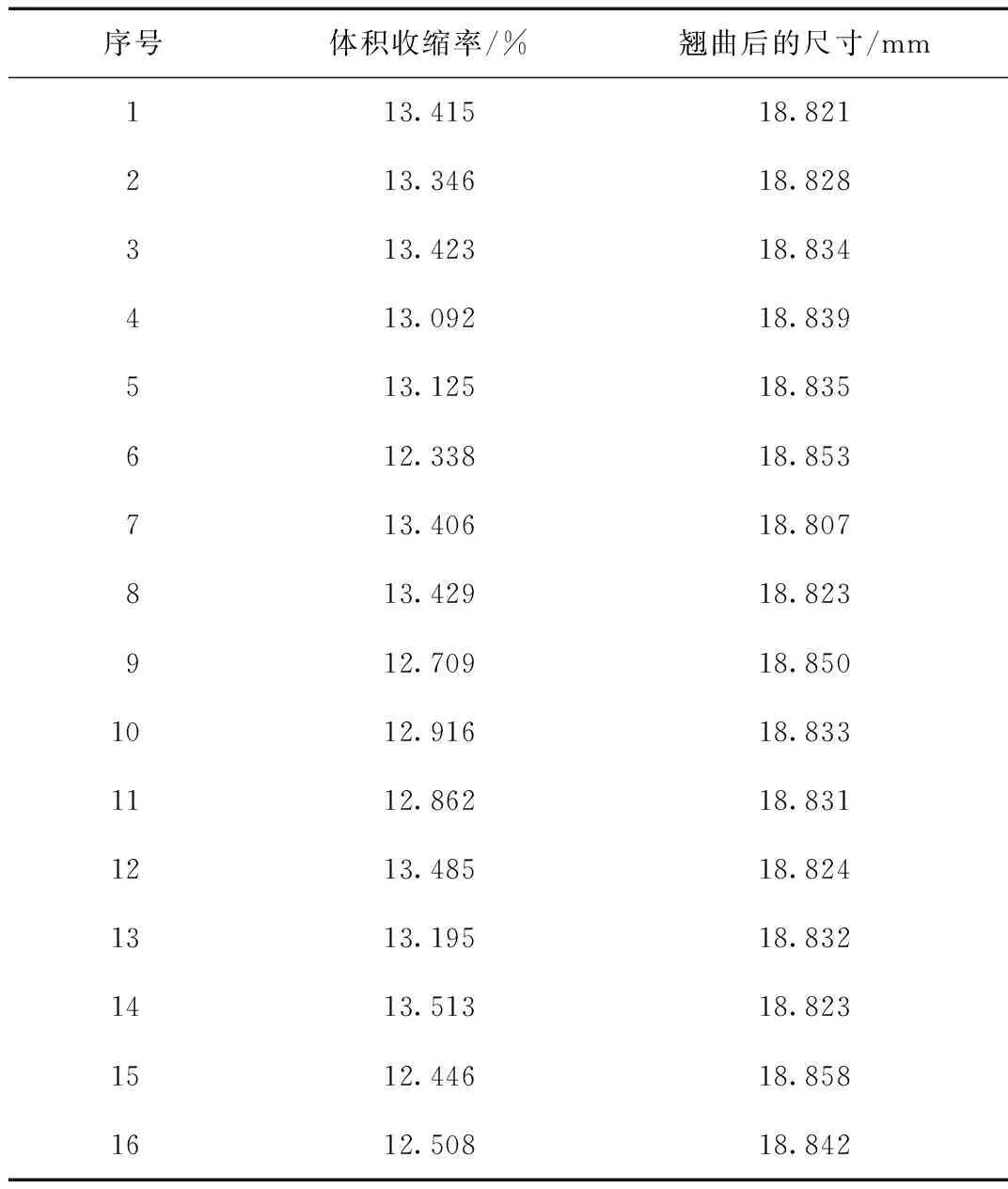
表4 体积收缩率和翘曲后的尺寸Tab.4 Results of shrinkage and dimension after warpage
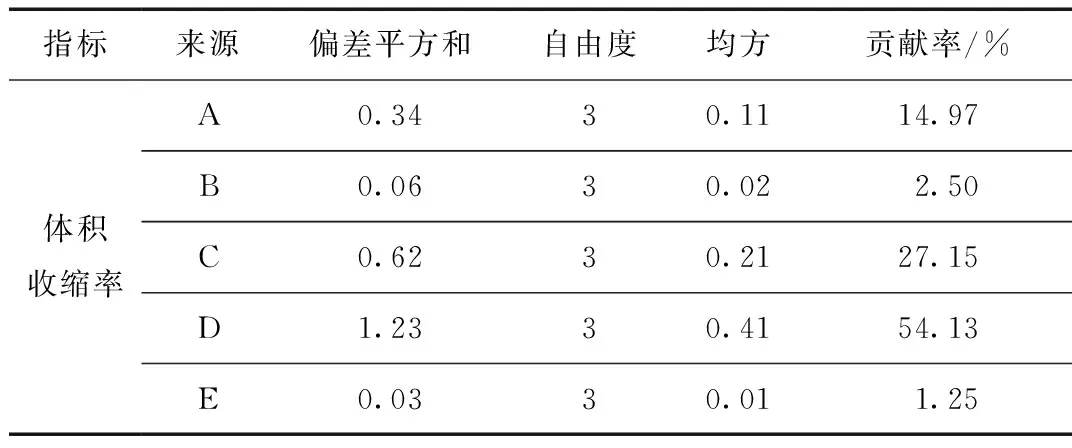
表5 体积收缩率的方差分析结果Tab.5 ANOVA results of shrinkage
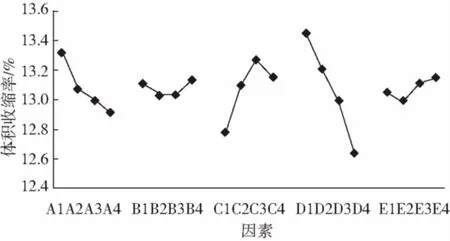
图4 各因素对体积收缩率的影响Fig.4 Effect of the factors on the shrinkage
如表6和图5所示,保压压力(A)、注射速度(C)和保压时间(D)仍然是主要的影响因素,保压时间(D)的方差贡献率达到了80 %以上。保压时间(D)和保压压力(A)的影响趋势也与实验结果保持一致。
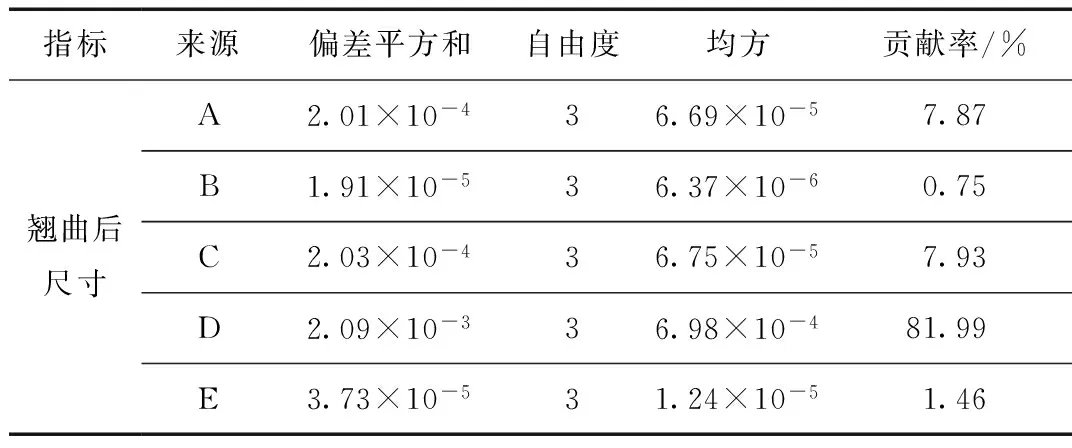
表6 翘曲后尺寸的方差分析结果Tab.6 ANOVA results of the dimension after warpage
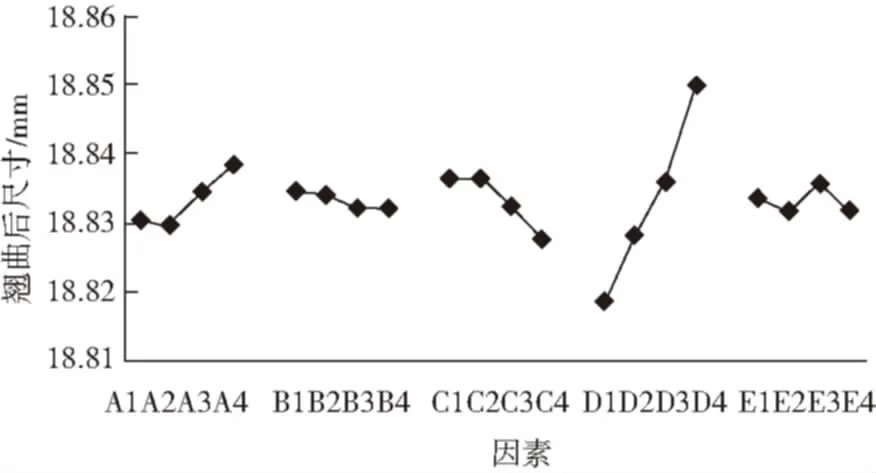
图5 各因素对翘曲后尺寸的影响Fig.5 Effect of the factors on dimension after warpage
5 单因素实验及结果分析
通过以上正交试验的分析可见,保压阶段工艺参数对尺寸影响较大,且实验结果显示保压压力的影响趋势单调递增。因此,本文选取保压压力进行单因素实验,其他因素数值固定。实验结果如表7所示。
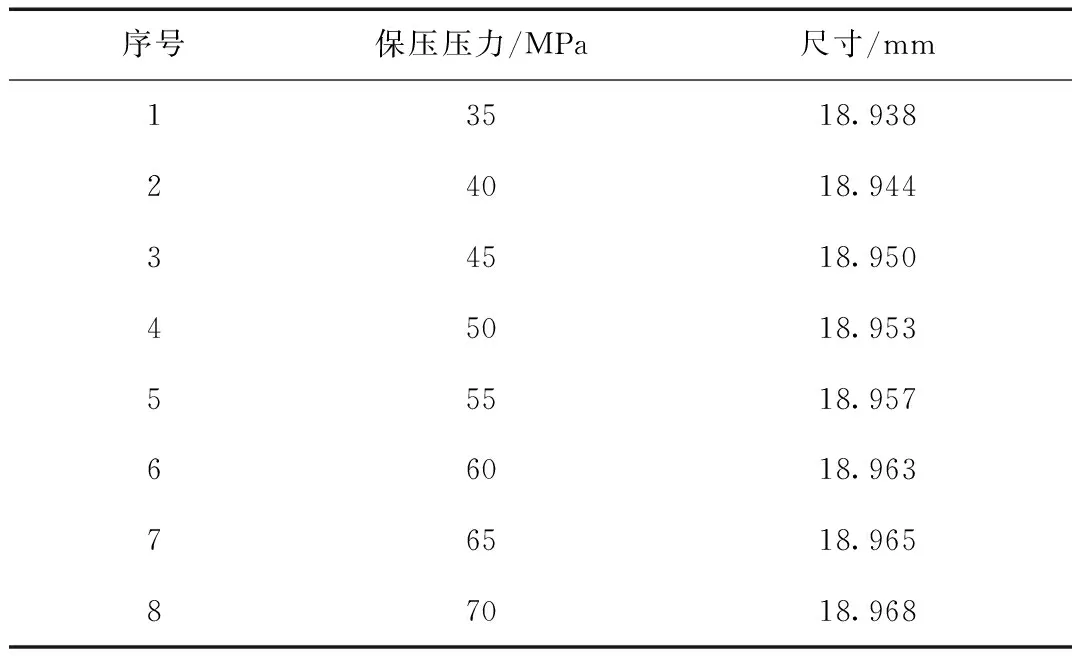
表7 单因素实验结果Tab.7 Results of the single-factor experiment
图6为保压压力和尺寸之间的线性拟合结果,拟合优度(R-Square)超过0.98。目前,塑料制品品质的在线自动化控制依然是一项非常具有挑战性的课题,其难点之一就是工艺参数与制品质量特性之间的精确关系难以确定[6]。已有的研究主要是以制品质量为控制目标,但是鲜有关于尺寸的报道。该拟合结果不仅为实际生产过程中的工艺调试提供了有效参考,同时也为制品尺寸的自动化控制提供了必要条件。
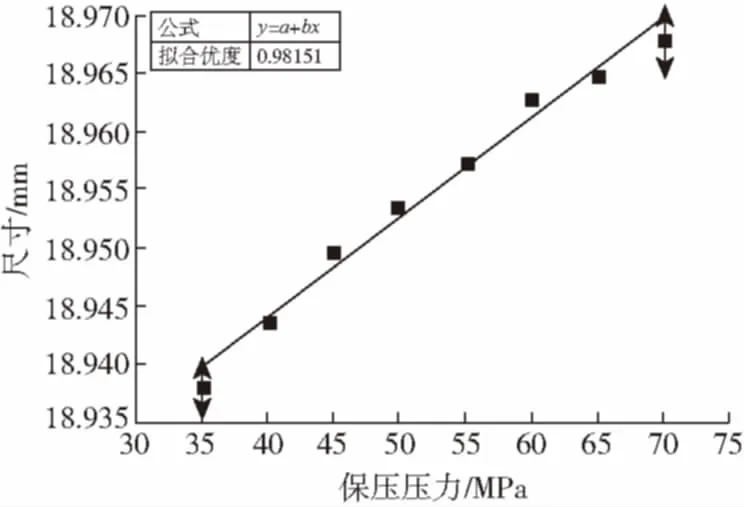
图6 线性拟合结果Fig.6 Linear fitting results
6 结论
(1)各因素对制品尺寸的影响顺序为:保压压力>注射速度>保压时间>冷却时间>注射压力,其中保压压力与保压时间对尺寸存在整体递增的影响趋势,注射速度和冷却时间的影响不存在这种趋势;
(2)Moldflow软件模拟的结果验证了保压参数对制品尺寸的整体递增影响趋势,但在具体影响大小方面与实验结果存在一定区别;
(3)通过单因素实验结果拟合得到了保压压力与特定制品尺寸之间的线性函数关系。
[1] 祝铁丽. 注射成型制品收缩率预测理论与方法的研究[D]. 大连:大连理工大学机械工程学院,2002.
[2] 李欣欣,黄 瑶,王雷刚. 薄壁塑件注射成型工艺参数优化[J]. 塑料工业,2009,37(11):25-27.
Li Xinxin,Huang Yao,Wang Leigang. Process Parameter Optimum of Thin-Walled Plastic Parts Injection Molding[J]. China Plastic Industry,2009,37(11):25-27.
[3] 林启权,杨雪峰,董文正. 基于Moldflow和正交试验设计的注射成型工艺参数的优化[J]. 中国塑料, 2015,(10):73-77.
Lin Qiquan,Yang Xuefeng,Dong Wenzheng. Optimization of Injection Molding Process Parameters Based on Moldflow and Orthogonal Experimental Design[J]. China Plastics,(10):73-77.
[4] 王利霞,杨 杨,王 蓓,等. 注射成型工艺参数对制品体收缩率变化的影响及工艺参数优化[J]. 高分子材料科学与工程,2004,20(2):173-176.
Wang Lixia,Yang Yang,Wang Bei,et al. Investigation of the Influence of Processing Parameter on Volumetric Shrinkage Variation of Plastic Injection Molded Parts and Process Optimization[J]. Polymeric Materials Science & Engineering,2004,20(2):173-176.
[5] 王兴天. 注塑工艺与设备[M]. 北京:化学工业出版社, 2010:139.
[6] 石 波,刘 斌. 注射成型过程中制品质量的控制研究现状分析[J]. 塑料工业, 2012,40(10):9-13.
Shi Bo,Liu Bin. Analysis of Present Research on Product Quality Control in the Injection Molding Process[J]. China Plastic Industry,2012,40(10):9-13.
EffectsofParametersonDimensionofanInjectionMoldedPart
HU Guihan, GAO Yubao, TANG Fan, HUANG Qizhong, XIAO Qingqing
(Zhejiang CHINT Electrics Co, Ltd, Wenzhou 325000, China)
The research focuses on specific dimension of an injection-molded plastic cover for miniature circuit breakers. Effects of five major parameters on the dimension were analyzed based on an orthogonal method. A comparative investigation was performed on results obtained from the simulation by a Moldflow software and exact experiments. The results indicated that there is a significant overall increasing trend in the pack and hold parameters on the dimension. A mathematical model between the pack and hold pressures and the specific dimension was established by a single-factor experiment, which provided a valuable reference for parameters adjustment during manufacturing and also supplied a necessary condition for automatic control of dimensions of injection-molded parts.
orthogonal experimental design; Moldflow; injection molding; dimension; automaticcontrol
TQ320.66+2
B
1001-9278(2017)10-0089-05
10.19491/j.issn.1001-9278.2017.10.016
2017-06-07
联系人,hgh357@163.com
猜你喜欢
智族GQ(2022年12期)2022-12-20 07:01:18
纺织标准与质量(2022年2期)2022-07-12 06:12:46
纺织标准与质量(2022年2期)2022-07-12 06:12:38
上海塑料(2021年3期)2022-01-06 14:05:02
China’s foreign Trade(2021年6期)2021-12-26 06:22:58
食品安全导刊(2021年21期)2021-08-30 08:21:24
山东冶金(2018年5期)2018-11-22 05:12:20
汽车与新动力(2017年3期)2017-06-29 12:00:21
中成药(2017年6期)2017-06-13 07:30:35
中华奇石(2015年5期)2015-07-09 18:31:07
