
拉板式变速箱换挡拨头总成的改进
2017-11-01 06:00:49张波赵程程
汽车实用技术 2017年19期
张波,赵程程
(陕西法士特齿轮有限责任公司,陕西 西安 710119)
拉板式变速箱换挡拨头总成的改进
张波,赵程程
(陕西法士特齿轮有限责任公司,陕西 西安 710119)
拉板式单中间轴变速箱总成在整车厂匹配时可以立式或卧式装配,便于主机厂在整车布置时有更多选择,换挡拨头总成时体现变速器换挡舒适性的重要零件,文章介绍了在实际使用过程中,拉板式变速箱总成出现选换挡卡滞问题的分析过程和解决问题的方案。
拉板;卡滞;同轴度;换挡拨头总成
CLC NO.: U463.212 Document Code: A Article ID: 1671-7988 (2017)19-138-02
前言
操纵结构为拉板式的变速箱总成是我公司为适应客车市场,满足客车市场要求换挡力轻,变速箱可立式,卧式安装而开发的一款单中间轴变速器总成。
1 拉板式变速器操作原理及其结构特点
如图1所示:驾驶员操作换挡手柄,通过换挡摇臂(18)带动横向换挡杆(10),横向换挡杆通过销子(24)与换挡拨头总成(13)联为一体,换挡拨头总成驱动拉板(2.3.4)可前后滑动,拉板通过固定于拨叉上的驱动销可带动换挡拨叉转动,通过在拨叉上可转动的拨叉块可带动同步器滑套前后滑动,从而达到挂档的目的。
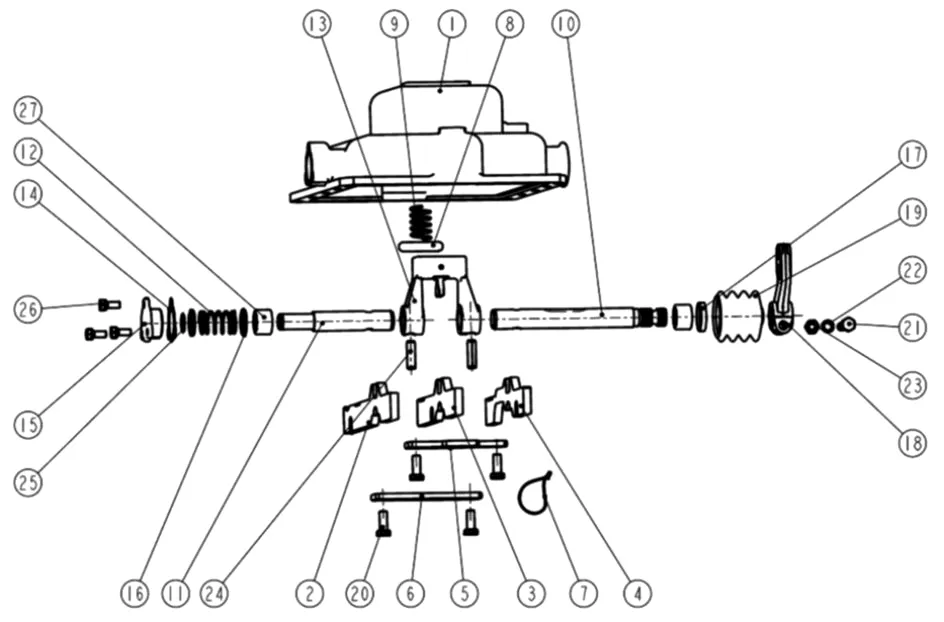
图1
如图1所示:驾驶员操作换挡手柄,通过换挡摇臂(18)带动横向换挡杆(10),横向换挡杆通过销子(24)与换挡拨头总成(13)联为一体,换挡拨头总成驱动拉板(2.3.4)可前后滑动,拉板通过固定于拨叉上的驱动销可带动换挡拨叉转动,通过在拨叉上可转动的拨叉块可带动同步器滑套前后滑动,从而达到挂档的目的。
2 拉板式换挡结构与传统的拨叉轴式换挡结构相比较有几点优点
(1)此种换挡形式用拉板取代了拨叉轴,拉板的加工工艺简单,降低了加工成本;
(2)拨叉固定于变速箱壳体上,使换挡拨叉在换挡过程中由滑动变为转动,降低了各机构之间的摩擦力,从而降低了变速箱的换挡力;
(3)由于拨叉固定在变速箱壳体上,使变速箱在整车装配时可立式安装也可卧式安装,这样就可以降低变速箱的整体高度,方便主机厂的整车布置,给主机厂提供了更多的选择,提高了变速箱的匹配适用性;
(4)减少了零件种类及零件数量,取消了自锁互锁钢球,互锁销,使得装配过程更加简单,降低了成本和工人的劳动强度,提高了装配效率。
3 在批量生产时出现的问题
在此变速箱总成批量生产后,装配车间多次反馈在装配上盖总成时出现选档沉重,回位效果不好!
根据装配车间问题的反馈,现场分析怀疑以下几点出现问题:
(1)上盖两孔同轴度超差,横向换挡杆别劲,引起回位不好;
(2)拉板的R槽尺寸超差,大小不一,形成参差不齐的截面影响回位;
(3)上盖上装自锁轴的横槽比较浅,引起拉板装配后过高,与横向换挡杆发生干涉,影响此处的回位;
(4)拨头总成两个20的孔同轴度超差,影响换挡横向拉杆装配后同轴,从而使得出现回位不正常现象。
通过对问题的分析,对以上几点问题逐一排查,在检验的配合下对以上零件进行检测,见表1。
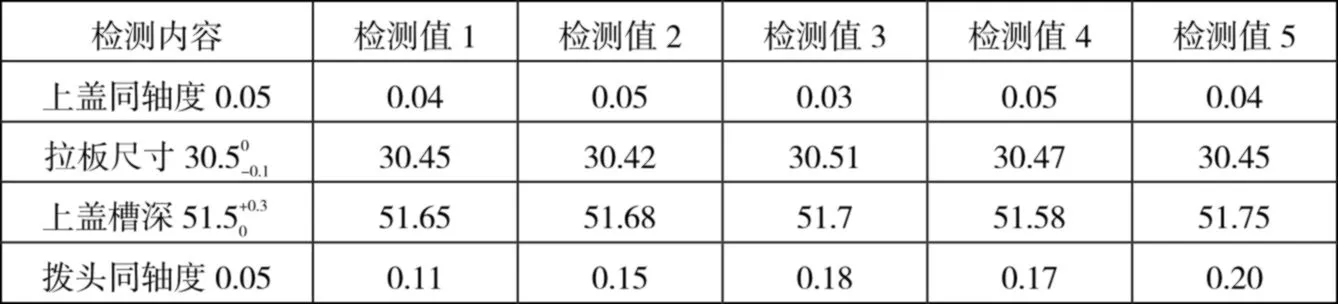
表1
通过上述检测数据可以发现出现问题的零件为换挡拨头总成同轴度超差,因换拨头总成为3个零件的组合件,通过焊接联为一体 ,与工艺协商,现我公司的焊接工艺水平无法保证此处的同轴度要求,需要对工艺或者设计进行改进,通过沟通确定了以下几种改进方案:(1)改两换挡摇臂同时焊接为一面焊接,一面用销子连接,并做焊接工装进行同轴度的保证;工装为一根同轴度量棒,在焊接前,先用同轴度量棒把两个摇臂穿起来,然后再进行焊接,但是在试制过程中发现焊接完后进行同轴度检测大概40%左右都超差,不能符合批量生产的要求;
(2)放宽轴,孔的配合间隙,以抵消因为同轴度不好而引起的换挡横向拉杆卡滞,经过分析试验,发现此方法可以解决横向换挡杆与上盖卡滞的问题,但是又带来了新的问题:轴与支撑轴承的间隙过大,造成晃动容易引起上盖上两个支撑轴承的早期损坏;
(3)对换挡拨头总成的结构进行改进如图2所示:
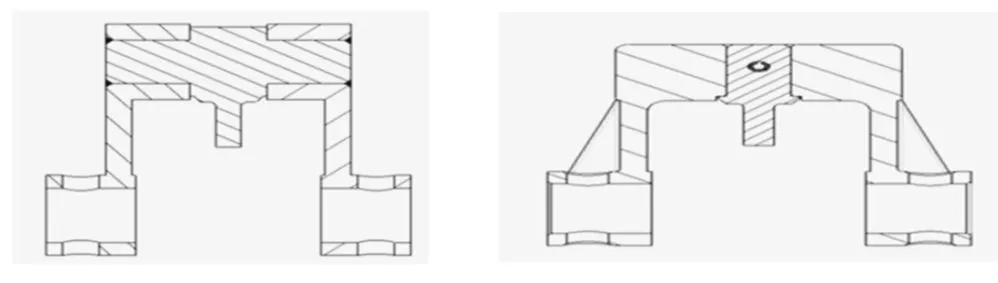
图2 改造前后图
把原来需要焊接到拨头上的零件进行整体设计,整体加工从而通过机械加工设备来保证两孔的同轴度以及φ10销子的位置度;因为总成中换挡拨头相对于两个φ10的销子孔有位置度的要求,为保证此位置度与工艺共同做试验,最后给出的方案为,在加工整体式摇臂是先不加工固定拨头的φ5的销子孔,在装配时先通过工装保证装配后换挡拨头相对于φ10销子孔的位置度,在整体打孔,砸销子,通过几轮的试验,以及工装的调整最后能保证批量生产后的零件能保证使用和图纸的要求。最后确定了方案对图纸以及工艺工装都进行了调整,进行了批量生产。
4 结论
通过上述的改进,在装配此结构上盖总成时换挡横向拉杆卡滞现象已得到彻底的解决,此款变速箱先已广泛匹配于各大客车厂家得到市场以及客户的认可。
[1] 孙恒.傅则绍.机械原理[M].北京:高等教育出版社,1989.
[2] 刘惟信.汽车设计[M].北京:清华大学出版社,2001.
[3] 汽车设计资料手册,长春:吉林科学技术出版社,2000.
Improvement of Shift Head Assembly of Pull Type Transmission
Zhang Bo, Zhao Chengcheng
( Shaanxi Fast Gear Co., Ltd. Shaanxi Xi’an 710119 )
Pull type single countershaft transmission assembly can be vertical or horizontal assembly in the vehicle factory,for OEMs have more choice in the vehicle arrangement, shifting head assembly of the gearshift of important parts of comfort,this paper introduces in actual use, pull plate type gear box assembly analysis the process of shifting card lag problems and the solutions of the problems.
Pull plate; Clamping; stagnation Axiality; Shift head assembly
U463.212 文献标识码:A 文章编号:1671-7988 (2017)19-138-02
10.16638 /j.cnki.1671-7988.2017.19.046
张波,本科,助理工程师,就职于陕西法士特齿轮有限责任公司。
猜你喜欢
国际太空(2021年11期)2022-01-19 03:27:00
专用汽车(2021年7期)2021-07-23 09:46:04
上海理工大学学报(2021年3期)2021-07-20 08:04:16
中国石油石化(2020年14期)2020-01-18 06:20:47
——各大主机厂审核要求
汽车实用技术(2017年23期)2017-05-29 08:35:48
大型铸锻件(2015年4期)2016-01-12 06:35:23
化工管理(2015年3期)2015-03-23 09:17:39
专用汽车(2015年1期)2015-03-01 04:04:15
系统工程学报(2015年3期)2015-02-28 19:53:52
决策与信息(2014年20期)2014-03-11 07:15:24
