
数控仿真软件在数控加工课程教学中的创新应用
2017-10-31 09:21史红燕
大陆桥视野·下 2017年11期
关键词:教学
史红燕

【摘 要】在数控课程的教学中,数控仿真软件起到了非常重要的作用,这里结合铣削零件给出了数控铣削仿真加工的过程。它能使理论与实践相结合,又能提高学生的学习积极性与主动性,培养学生的创新意识和实际动手能力。
【关键詞】数控仿真;铣削;教学
引言
正值高校职业教育改革高峰期,数控加工课程改革的最终目的是培养具有创新精神和实践能力的应用型技术人才。这样要求学生在掌握本专业必备的基础理论和专业知识基础上,还要能从事数控机床产品制造加工、数控设备的调试、维修等岗位,适应当下生产、管理等的第一现场[1]。为了提高学生这方面的能力,在实际教学中,本课程教师为学生推荐了斯沃数控仿真软件,它是由南京斯沃软件技术有限公司开发研制,在短时间内掌握各系统数控车、铣及加工中心等的操作,可手动编程或读入数控程序使学生能够达到实物操作训练的目的,因此,本文以数控铣床操作仿真为实例,阐述其操作步骤。
1.斯沃数控仿真软件-华中世纪星(HNC-21M)在铣削零件上的应用
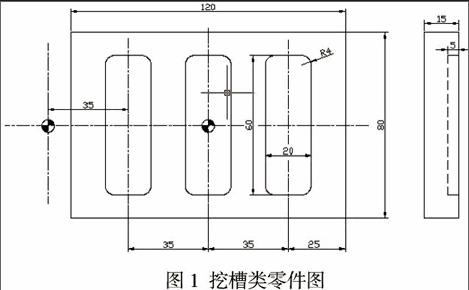
1.1 说明:数控铣削图1所示的挖槽类零件。毛坯尺寸100mmX80mmX40mm,材料为45钢[2]。
1.2加工方案:零件中有3个相同的零件轮廓,因此,建立一个零件轮廓程序为子程序,其余可以通过子程序进行加工。
1.3刀具:粗、精铣型腔,由于是加工内轮廓,考虑现有条件,选用3齿直径为8mm的高速钢普通立铣刀。
1.4夹具:选用工艺板装夹。
1.5加工工艺路线
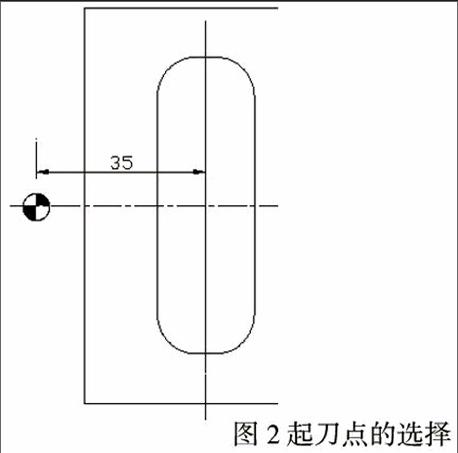
起刀点的选择如图2所示,观察3个图形之间的距离为35mm,第一个图形的起刀点可以在相同的距离,可以编制一个子程序,调用3次把加工的槽加工出来,这样简化了编程[2]。
1.6参考程序
主程序:
O 0020;
G90G54G0X0Y0Z100;
X-70Z5;
M98P0023L3;
G90G0X0Y0Z100;
M30;
子程序:
O0023
M03S2000;
G91G01X35F20;
Z-15;
G41G01X-10D01;
G01Y-26;
G03X4Y-4R4;
G01X12;
G03X4Y4R4;
G01Y52;
G03X-4Y4R4;
G01X-12;
G03X-4Y-4R4;
G01Y-26;
G40G01X10;
G01Z15;
M05;
M99;
1.7 操作步骤
(1)选择机床:选择“数控系统”-“华中数控-HNC21M”命令,回车。
(2)选择刀具:刀具管理-刀具库管理-选择编号为001的端铣刀直径修改为8mm,添加到刀库,选择1号刀位,添加到主轴。
(3)设置毛坯,100mmX80mmX40mm,勾选更换工件。
(4)工件装夹:选择工艺板装夹。
(5)建立刀具半径补偿值:单击MDI键-刀具表,编号为001刀具的半径值输入4。
(6)回参考点:点击操作屏上的回参考点按钮,再点击+X、+Z健。机床指令坐标分别为0。
(7)对刀:以试切法进行对刀。
①对Z轴:切换到手动健,点击主轴正转键,启动主轴进行旋转,以快进的方式,使得工件移到铣刀的正下面左右的位置,之后刀具沿着-Z方向移动,最后铣刀慢慢接近工件出现切削时,主轴停止并记录下Z方向机床指令坐标值。
②对X轴:切换到Z-X视图,主轴旋转,将铣刀移到至工件的左侧,沿着-Z下刀,之后慢慢沿着+X方向移动刀具,直到出现切削,主轴停止并记录下X方向机床指令坐标值。
③对Y轴:切换到Z-Y视图,主轴旋转,将铣刀移到至工件的左侧,沿着-Z下刀,之后慢慢沿着+Y方向移动刀具,直到出现切削,主轴停止并记录下Y方向机床指令坐标值。
单击MDI键,坐标系,在坐标系中输入X-399.891,Y-199.946,Z-175.031如图3所示,对刀结束[2-3]。
(8)调用程序
把程序以文本文档的方式保存O0020 、O0023保存在HNC21文件夹下。
在软件中国调用程序步骤为:程序编辑-文件管理-新健文件-输入文件名O0020、O0023。之前的保存的文本文档直接调用在软件中了。
(9)仿真加工
点击自动加工-程序选择-磁盘程序,找到你所需要加工的程序,在操作面板上点击 “自动”,关上机门,单击“循环启动,程序自动运行。仿真结果如图4所示。
2.结论
课程中,使用数控仿真软件能比较直观生动的模拟实际加工过程,学生对课程产生浓厚的学习兴趣,有利于学生的创新意识和动手能力的培养与提高。
参考文献:
[1]姚瑞敏,数控仿真软件在数控实训中的应用实例,机械工程与自动化,2014.04.
[2]郭志宏等,数控加工工艺与编程,武汉大学出版社,2011.6.
[3]宋新华等,数控仿真软件在数控教学中的应用_以车削零件加工为例,价值工程,2015.22.
[4]王海根等,数控仿真软件在数控实验中的应用,机械与电子,2005.endprint
猜你喜欢
甘肃教育(2020年14期)2020-09-11
作文成功之路·小学版(2020年7期)2020-08-24
作文成功之路·小学版(2020年6期)2020-07-27
甘肃教育(2020年12期)2020-04-13
颂雅风·艺术月刊(2019年11期)2019-03-15
东方教育(2017年19期)2017-12-05
唐山文学(2016年2期)2017-01-15
中国音乐教育(2016年2期)2016-05-20
中学语文(2015年6期)2015-03-01
中国教育技术装备(2015年6期)2015-03-01
