基于PLC的三自由度机械手控制系统设计
2017-10-24 12:26郑健
中国设备工程 2017年19期
郑健
(山东凯文科技职业学院,山东 济南 250200)
基于PLC的三自由度机械手控制系统设计
郑健
(山东凯文科技职业学院,山东 济南 250200)
PLC为可编程逻辑控制器可以在工业环境下对数字进行运算操作,PLC大多数采用的是单片微型计算机,因此具有编程容易、结果可靠性高、灵敏能力强、安装方便、运行速度快等优点。本文基于PLC(可编程逻辑控制器)角度设计了一种三自由度机械手控制系统,分别对系统的硬件和软件进行设计,硬件部分分为数据采集器、传输器、控制器三部分,软件部分利用PLC梯形图顺序编程的方法完成工作,最后通过实验检测了该三自由度机械手控制系统是否具有可操作性。实验证明:本文设计的三自由度机械手控制系统可有效地对机械手进行控制,而且控制能力强,需要投入的成本更低,灵活性好,大大降低工作人员的操作风险,值得人们大力推广和使用。
PLC编程算法;三自由度机械手;机械手控制系统
步入21世纪之后,科技发展更为迅猛,工业不断走向自动化,多年来经过反复的研究与试验,目前使用的机械手都是利用软件编程控制工作方式和运行轨迹,在工作时能够将人的智能思维和机械操作准确性有效结合起来,因此被广泛应用到矿产探究、汽车制造、加工包装、食品运输等多个领域。当前被使用比较广泛的是二自由度机械手和三自由度机械手。三自由度机械手作为机械手的一种,运行速度很快,能够将一个和多个工业零件快速的从某个位置放到目标位置,而且放置的位置准确性非常好。三自由度机械手的基本操作形式分为摇摆式自动取料机械手和横行式自动取料机械手。机械手的应用可以使自动化控制实现更加容易,减轻工作人员的劳动强度,降低操作人员在工作时的安全风险,保障工作人员在恶劣条件下的身体健康,同时也能很好地提高工作效率。
目前科学界提出了多种多样的三自由度机械手控制系统,这些机械手控制系统在部分领域都有所应用。可是据数据统计,已经研发控制系统的可操作性并不高,而且在操作过程经常出现走位失误的错误。鉴于此必须设计研发出有效的三自由度机械手控制系统。PLC编程算法早在20世纪60年代就被科学界提出,20世纪70年代得以发展,目前在很多机械设备上都应用PLC编程算法,因此本文根据PLC设计了一种三自由度机械手控制系统。
基于PLC算法对系统的硬件部分和软件部分进行设计,硬件部分有三部分:数据采集器、传输器、控制器。软件部分利用逻辑品编程算法PLC来实现,通过实验对比分析了本文设计的食品安全网络监控系统和传统的网络安全监控系统相比有哪些优点,实验证明:本文设计的三自由度机械手控制系统工作需要的成本更低、消耗的时间更短、运行的效率更高、准确性更好,是未来必然的发展趋。
1 基于PLC的三自由度机械手控制系统硬件设计
本文所设计的系统硬件通过数据采集器采集机械手要抓取的物品特征信息,利用数据传输器将采集到的信息数据传递给下一单元,即控制器,控制器对整个机械手的操作过程进行有效控制。三自由度机械手控制系统的硬件部分总体设计框架图如图1所示。

图1 硬件部分总体设计框架图
本文提出的三自由度机械手控制系统的数据采集器比其他数据采集器的采集能力更强,因为内部采用了最新上市的TAL7250高端芯片。这款芯片由丹麦TAL公司研发推广,芯片设有14个连接点,工作时14个连接点利用SMA线连接起来,共同对数据进行采集,大大加强了采集工作效率,降低了工作时间,提高了工作准确性。TAL7250对数据的采集精度可以高达15位,而且采集过程延时极短,仅仅只有3μs,可忽略不记。这款芯片对于工作环境的要求很低,通常当电压达到15V以上,电流达到50A以上,就可以持续稳定的实施工作。
传输器是将采集到的物品特征信息传输给控制器,这一过程对于传输的效率要求极高,因此本文设计的硬件传输器选择了法国Thced公司在2017年推广上市的DD6W52传输芯片。虽然这款芯片上市时间不长,工作性能和效果还有待考究,但是这款芯片应用了最高端的传输技术,内部有8个网络协同连接,共同完成传输工作,传输时间极短,一般15位的数据仅仅需要5μs的传输时间就可以传递到下一个控制单元。
数据控制器是整个硬件系统的最终单元,同时也是最核心部分。这款控制器的主控系统选用PLC型晶体输出管FX2N,外部连接控制器共有1个串口和三个接口(PWM接口,SPI接口,I/0接口),利用无线收发器接收到传输器传输过来的信息数据,通过主控芯片完成控制,PWM接口,SPI接口,I/0接口三个接口同时连接显示模块、输入模块和控制模块,45个控制端利用PLC算法同时对机械手的工作进行控制。
2 基于PLC的三自由度机械手控制系统软件设计
在PLC算法上对本文提出的三自由度机械手控制系统进行软件设计,PLC软件编程算法如下:
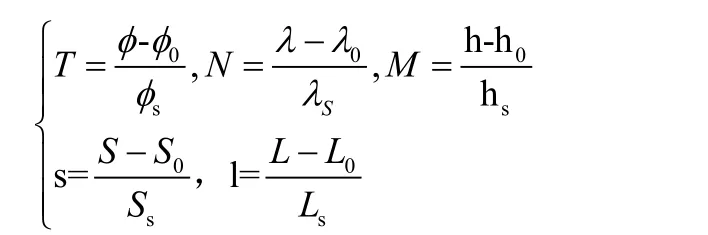
公式中,T代表机械手工作的组态环境,N为输出脉冲,M为输入脉冲,s为脉冲个数,l为连接点参数。PLC算法利用AWM指令来获取脉冲个数,在得到脉冲个数后,在MCGS组态环境下分别算出输入脉冲和输出脉冲,由PLS发出指令给控制器,使得两个机电冲动点同时连接,并且将指令传出给脉冲输入端和脉冲输出端,然后完成对三自由度机械手的控制,并将控制数据记录在电脑计算机中。至此,三自由度机械手控制系统软件全部设计完成 。
3 实验设定
为了测试本文设计的基于PLC的三自由度机械手控制系统在工作时控制能力是否能够比原有的控制系统更强,设计了对比实验。设置参数如下:电压恒定在20V;电流恒定在50A;设置输入脉冲数据值域在50~100之间;输入脉冲数据值域在50~100之间;工作时长设置为30min。根据上述设置的参数进行实验,结果如图2所示。
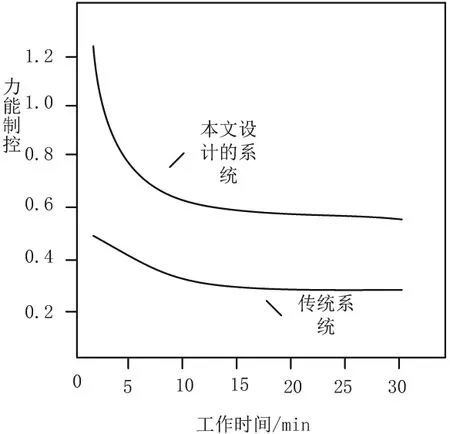
图2 实验结果对比图
分析图2结果得知,虽然传统三自由度机械手控制系统和本文设计的系统控制能力都会随着时间的增长而下降,但是传统系统的控制能力始终远远低于本文设计的系统。
4 结语
本文基于PLC针对三自由度机械手控制系统进行设计,给出了硬件系统结构图和软件算法。通过本文的探究可以了解到设计的控制系统具有对于三自由度机械手的控制能力更高,能够有效保障机械手工作的准确性。
[1]唐立平, 马俊峰.基于PLC的四自由度机械手控制系统设计[J].液压气动与密封, 2007, 27(4):44-46.
[2]喻伟闯, 罗晓曙, 陈赤等.基于PLC的三自由度机械手控制系统设计与实现[J].现代电子技术, 2009, 32(11):155-157.
[3]苏王平.基于PLC的三自由度机械手控制系统设计与实现[J].中国科技博览, 2015(24):33-34.
[4]师亚娟, 刘欣.基于PLC的自动化生产线三自由度机械手控制系统设计[J].工业控制计算机, 2013, 26(6):112-113.
[5]董茂起, 于复生, 王雪等.基于S7-200 PLC的三自由度机械手控制系统设计[J].液压与气动, 2010, 2010(8):4-5.

TP273
A
1671-0711(2017)10(上)-0108-02
猜你喜欢
煤气与热力(2021年12期)2022-01-19
少先队活动(2021年2期)2021-03-29
汽车维修与保养(2021年8期)2021-02-16
哈尔滨轴承(2020年3期)2021-01-26
学生天地(2020年17期)2020-08-25
数学大王·低年级(2020年3期)2020-03-12
电子制作(2019年13期)2020-01-14
电子制作(2019年13期)2020-01-14
制造技术与机床(2019年8期)2019-09-03
环球时报(2019-07-18)2019-07-18