
基于在线监测与故障诊断原理的PTA装置振动异常原因分析
2017-10-23 07:25宫少琦国明笛
噪声与振动控制 2017年5期
宫少琦,张 伟,国明笛
(1.沈阳鼓风机集团测控技术有限公司,沈阳 110869;2.大连大高阀门股份有限公司,辽宁 大连 116037; 3.三一重型装备有限公司,沈阳 110027)
基于在线监测与故障诊断原理的PTA装置振动异常原因分析
宫少琦1,张 伟2,国明笛3
(1.沈阳鼓风机集团测控技术有限公司,沈阳 110869;2.大连大高阀门股份有限公司,辽宁 大连 116037; 3.三一重型装备有限公司,沈阳 110027)
为了保证PTA生产装置安全、稳定和长期运行,对PTA生产装置设备实施在线监测,实现机组长周期运行数据的监测与分析,进而为及时捕捉振动信息提供便利条件。对动不平衡类故障机理进行深入剖析,并在一定程度上总结动不平衡故障特征,依此准确识别汽轮机两次突发性动不平衡故障,即断叶片故障,及时给出企业有价值的生产指导建议。对PTA装置在线监测与故障诊断的工程实际应用表明:(1)对设备振动故障机理与故障特征的研究,为故障诊断提供了基本依据;(2)对设备故障的早期发现与处理,极大限度的缩小了因设备事故带来的伤害范围与经济损失;(3)对设备长周期运行数据的监测与分析,为预知维修管理提供了有效保障。PTA装置振动异常分析工程应用充分体现了在线监测与故障诊断的及时性、全周期性及便捷性等诸多优点,应广泛推广到工程实际中。
振动与波;PTA装置;汽轮机;动不平衡;在线监测;故障诊断
PTA(Purified Terephthalic Acid)是化纤业的主要原料,随着我国聚酯工业的不断发展,近几年来PTA产品的市场需求量迅速增长,因此扩大PTA生产能力,保证PTA生产装置安全、稳定和长期的运行,是推动聚酯工业发展的一项重要内容。PTA生产装置工艺线路复杂,技术含量高,所配置机组通常是旋转机械,目前行业中对大型旋转机械振动测试及故障诊断的研究,主要集中在两个方面:
(1)应用实验室数据,对故障机理的剖析和故障诊断方法的开发;
(2)应用离线仪采集设备运行数据,对设备运行状态进行诊断。第一类注重理论性的研究虽然取得了不少好的成果,但缺乏对工程现场诸多因素的综合考虑,往往与工程实际有一定的差距,因此这些智能诊断方法的应用推广受到限制;第二类结合了工程实际情况的分析,虽然可以基本确定机组的运行状态与故障,但由于采用的是离线仪器,不能长周期的掌握机组的运行情况,对诊断分析有一定影响。因此利用在线监测技术,利用机组长周期的运行数据,挖掘设备运行更全面的信息,是现阶段石化行业实现设备保运的重要手段。
本文的研究对象是某石化厂120万吨/年PTA装置机组,这是我国首套国产化大型PTA多轴齿式机组,机组长期使用专业远程在线监测系统(SG8000)进行监视保运,监测系统可提供机组在监测期间的历史运行数据、实时运行数据及各类专业图谱,为诊断分析带来了极大的便捷条件,本文以该装置汽轮机断叶片事故为案例,阐述对设备进行状态监测与故障诊断的工程实用和其重要意义。
1 动不平衡故障机理与故障特征
1.1 动不平衡力学机理
据统计,动不平衡类故障发生概率占总故障率的30%以上,当设备转子存在质量偏心或弯曲变形时,转子的质量分布就会偏离转子轴心线,偏心质量产生偏心距e,偏心质量在设备运行时会产生偏心力,偏心力随机组周期转动呈交变循环状态,整个设备系统就会呈现为动不平衡故障。
设备转子动不平衡时受力分析简图如图1所示。

图1 转子动不平衡力学模型
其中,图中K为转子的刚度参数,w为转子的角速度运行参数;Mew2为转子不平衡质量M产生的偏心力(激振力),Myw2为转子不平衡变形y产生的离心力(响应)。另外阻尼为设备系统中各种阻碍振动的阻力,阻尼力与前两者相比很小,常可忽略不计。
1.2 动不平衡信号特征
经过对动不平衡力学机理的剖析,以下结合信号处理相关知识,总结了常见动不平衡故障的信号特征,见表1,动不平衡类故障信号特征较明显,但由于各个工程现场较复杂,仍存在一些特殊情况,下表仍存在一些不足,仍需在工程实际中不断总结。

表1 动不平衡类故障特征
2 PTA设备概况及在线监测
2.1 PTA机组结构
该PTA装置是典型的三机一组配置:汽轮机+空气压缩机组+尾气膨胀机,整套机组共包含六个轴系,机组外貌如图2所示,机组参数见表2。

图2 机组总貌图

表2 机组主要参数
2.2 机组监测运行情况
该PTA装置机组的测振系统共包含6个键相测点、24个轴振动测点和18个轴位移测点,传感器均采用Bently3300XL8 mm型号的电涡流位移传感器,机组结构与测点布置情况如图3所示。
2.3 机组异常情况
PTA装置机组检修后于2015年2月份开车运行,机组运行的各倍频能量及相位基本呈直线趋势,表明机组运行较稳定,见图4,机组测点较多,限于篇幅仅给出汽轮机振动趋势,汽轮机转速为3 000 r/min,振幅总体低于 55 μm(远离报警值 90 μm)。PTA装置一直平稳运行了两个月,于2015.3.14凌晨汽轮机非联端振动阶跃性升高,振幅约达75 μm后稳定,仅用了4秒钟。

图3 机组结构与测点布置图

图4 汽轮机异常振动趋势
3 PTA设备故障诊断
运行的设备是一个整体的系统,要综合考虑:机器本体性能、轴承支撑刚度、基础支撑刚度和外部管道连接等因素对设备状态做出综合评价。
3.1 机组异常振动分析
1)确定振动信号真伪,排除仪表异常
图5为汽轮机轴振探头的间隙电压趋势,趋势平稳,数值在设计线性范围内(10 V±3 V),说明一次表无故障,本次异常振动是真实的机械异常。另外,汽轮机前端X方向振动通道在2015.3.2发生仪表类故障,GAP接近0 V,此通道数据不做参考,后期经现场排查此通道传感器的延伸电缆接线松动。
2)结合现场情况确定振动方向

图5 汽轮机振动通道间隙电压趋势
设备异常振动的方向主要包括:机械本体异常(轴向或径向)和工艺过程异常两方面。该汽轮机振动异常的同时,见图6,PTA装置现场负荷、瓦温、油温、轴位移等相关过程量没有调整变化,且该装置的压缩机、膨胀机、齿轮箱振动情况无异常变化,因此可以确定PTA装置的汽轮机出现了径向振动异常,且靠近非联端轴承侧。

图6 汽轮机轴位移趋势

图7 汽轮机工频-相位趋势
4)综合图谱特征确定故障
汽轮机运行的波形频谱图见图8。在异常发生后,汽轮机时域波形接近正弦波,且形态稳定,幅值明显升高,波形的重复性与对称性较好;频谱特征以工频为主,频率成分稳定,没有增加新的频率成分,只有工频能量升高。

图8 汽轮机波形频谱图
汽轮机轴非联端不同阶段的轴心轨迹均呈长短轴相差不大的椭圆状(图9),且为正进动形式,在异常发生后,轴心轨迹涡动能量明显增大,涡动长轴达45 μm,增长了30 μm。
综合以上图谱特征,可以确定PTA装置异常振动所发生的故障类型、部位和严重程度,据此给出一定建议指导生产。
(1)故障类别:汽轮机发生了突发性不平衡故障,并且发生了永久性的机械损伤;
(2)故障部位:汽轮机叶轮断叶片;
(3)故障程度:汽轮机异常振动发生后振动趋势稳定(振动、相位稳定),没有发生二次损伤,机组目前可维持运行;
(4)指导建议:需密切监视运行,如发现振动恶化异常,应立即停机检修处理,如条件允许应准备汽轮机相关转子备件。
3.2 机组故障事后跟踪
PTA装置维持运行到2015.9.20,汽轮机再次发生异常振动,见图10,经远程分析诊断,汽轮机转子发生了第二次突发性动不平衡故障(断叶片),建议该厂停机检查处理。但由于现场生产进度要求,仍未马上停机检修,在密切监视运行的情况下,该厂及时准备汽轮机相关的转子备件。
PTA装置维持运行到2015.11.10(图11),汽轮机相关的备品备件已到位,现场严格按照指导建议进行停车、检查、更换汽轮机备用转子、回装,整个检修、处理过程进行不到一个月。现场拆检照片如图12所示。
汽轮机叶轮的两个叶片从根部断裂,均被在线监测系统所捕捉,同时也验证了故障诊断的准确性。2015.12.7,PTA装置再次开车运行,汽轮机运行情况良好。
4 结语

图9 汽轮机非联端不同阶段轴心轨迹
经过对PTA装置机组实施在线监测与故障诊断,满足了机组运行整周期数据的分析与诊断;同时通过对机械设备振动故障机理的力学剖析及信号特征总结,准确诊断了PTA装置汽轮机发生了突发性动不平衡故障,即断叶片故障;及时给出企业生产有价值的指导性建议,为预知维修管理提供了有效保障,缩小了因机组大事故带来的伤害范围;也证明了通过在线监测对设备故障的早期发现与处理,可以为工业生产带来极大的经济效益和时间成本,体现了在线监测的及时性、全周期性及便捷性等诸多优点。
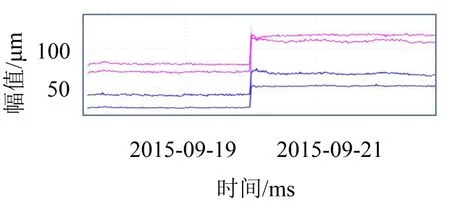
图10 汽轮机第二次断叶片振动趋势

图11 汽轮机长周期(一年)运行情况

图12 汽轮机叶片断裂
[1]温广瑞,金颖,郎博,等.某PTA装置的一起振动异常故障原因分析[J].工业仪表与自动化装置,2010(6):76-80.
[2]陈绍绵.工业过程的控制、监测与诊断研究[D].杭州:浙江大学,2010.
[3]陈艳.PTA装置用空压机组的控制系统设计[D].沈阳:东北大学,2012.
[4]贾丙辉,冯勇,闫国栋,等.转子裂纹对叶尖间隙动态变化规律的影响[J].振动、测试与诊断,2016(6):1153-1160+1240.
[5]童小忠,应光耀,吴文健,等.汽轮机转动部件脱落故障的识别方法[J].振动、测试与诊断,2012(5):779-783+863.
[6]滕丽娜,佟德纯,陈兆能.汽轮机叶片动频的非接触间断测量法[J].振动、测试与诊断,2000(4):49-52+71.
[7]王南飞,南国防,蒋东翔.有限元法在透平叶片振动研究中的应用[J].振动、测试与诊断,2016(6):1216-1221+1244.
[8]钱强.振动监测技术在旋转机械故障诊断中的应用[J].噪声与振动控制,2014,34(2):164-168.
[9]胡亮,柳亦兵,徐晓星,陈昀丛.带横向裂纹的拉杆转子非线性动力学特性研究[J].噪声与振动控制,2016,36(5):11-14+20.
[10]边技超.高速透平发电机轴向碰摩故障的试验[J].噪声与振动控制,2015,35(3):149-152+162.
Abnormal VibrationAnalysis of PTADevice Based on Online Monitoring and Fault Diagnosis
GONG Shao-qi1,ZHANG Wei2,GUO Ming-di3
(1.Shenyang Blower Works Group M&C Tech.Co.Ltd.,Shenyang 110869,China;2.Dalian DV Valve Co.Ltd.,Dalian 116037,Liaoning China;3.Sany Heavy Equipment Co.Ltd,Shenyang 110027,China)
In order to ensure the safety,stable and longtime operation of PTA device,the on-line monitoring is implemented for the PTA device.The long-period operation monitoring of a device unit is realized and the monitoring data is analyzed.The mechanism of dynamic imbalance fault is dissected and the characteristics of the imbalance fault are summarized.On this basis,the fault of sudden imbalance(broken blade)of the steam turbine is precisely identified twice.And the valuable suggestion for guiding the enterprise production is proposed on time.Engineering application of the online monitoring and fault identification of the PTA device indicates that:(1)Study on the vibration mechanism and characteristics of faults of the devices can provide essential basis for fault diagnosis;(2)The early discovery and treatment of the device faults can greatly reduce the harm and economic loss;(3)The long-period monitoring and analysis of the operation data of the device can provide an effective guarantee for predicting the maintenance management.The application of the abnormal vibration analysis of PTA device has shown many advantages of the online monitoring and fault diagnosis,such as timeliness,full cyclic,and convenient,etc.and can be widely extended to engineering practice.
vibration and wave;PTAdevice;steam turbine;dynamic imbalance;online monitoring;fault diagnosis
10.3969/j.issn.1006-1355.2017.05.035
1006-1355(2017)05-0170-05
2017-04-17
国家自然科学基金资助项目(51641404);辽宁省教育厅科技研究资助项目(L2015218)
宫少琦(1986-),女,河北省深州市人,硕士研究生,主要研究方向为大型机械的振动与故障诊断。
E-mail:710950208@qq.com
猜你喜欢
大电机技术(2022年3期)2022-08-06
一重技术(2021年5期)2022-01-18
一重技术(2021年5期)2022-01-18
能源工程(2021年6期)2022-01-06
能源工程(2021年3期)2021-08-05
河北电力技术(2021年2期)2021-07-29
电子制作(2019年22期)2020-01-14
电子制作(2018年10期)2018-08-04
山东工业技术(2016年15期)2016-12-01
北京航空航天大学学报(2016年6期)2016-11-16
