螺杆元件类型对聚乙烯接枝反应的影响
2017-10-19 02:33王明辉麦堪成唐舫成汪加胜
上海塑料 2017年3期
王明辉,麦堪成,唐舫成,汪加胜
(1.中山大学 化学学院, 广东 广州 510275;2.广州鹿山新材料股份有限公司, 广东 广州 510530)
螺杆元件类型对聚乙烯接枝反应的影响
王明辉1,2,麦堪成1,唐舫成2,汪加胜2
(1.中山大学 化学学院, 广东 广州 510275;2.广州鹿山新材料股份有限公司, 广东 广州 510530)
研究了不同类型平行同向双螺杆挤出机的螺杆元件对聚乙烯熔融接枝马来酸酐的影响。通过对不同螺杆元件类型对聚乙烯接枝反应的研究,发现聚乙烯接枝率随着剪切强度增加而增加,螺杆元件的分散和分布能力决定了聚乙烯接枝反应的反应程度,并制备出接枝效率高、粘接力高和晶点少的接枝物,可应用于多层共挤吹膜领域。
螺杆元件; 聚乙烯接枝; 接枝率; 多层共挤膜
Abstract:The effect of different screw extruder elements on the melt grafting maleic anhydride of polyethylene was studied.It was found that the grafting ratio increased with the increase of shear strength.The dispersion and distribution of screw elements determined the degree of reaction of polyethylene graft reaction.The polyethylene grafting maleic anhydride with little crystal point and high grafting level was prepared,which could be applied to the multi-layer coextrusion barrier film.
Keywords:screw element; polyethylene grafting; grafting level; multi-layer coextrusion barrier film
0 前言
聚乙烯接枝马来酸酐产品可广泛应用于相容剂、胶粘剂等用途[1]。多层共挤阻隔包装(PA/PE膜)所用的胶粘剂为聚乙烯接枝马来酸酐产品,其对接枝物在晶点、粘接力等[2]方面要求比其他应用领域(例如相容剂、金属塑料复合管等)更高。工业化一般采用熔融接枝的方法[3],主要使用同向平行双螺杆作为生产设备,其具有接枝率高、工艺简单和易工业化生产等优点,但在副反应控制、单体残余控制等方面具有明显不足[4]。平行双螺杆的螺纹元件种类繁多,其分散和分布能力不同,对接枝反应的影响也有所不同。
本文通过对双螺杆熔融接枝过程中不同螺杆元件对聚乙烯接枝率以及交联副反应程度的研究,明确不同螺杆元件对聚乙烯熔融接枝反应的影响作用,从而可以设计出最佳螺杆组合来制备接枝效率高、晶点更少的接枝物,应用于多层共挤吹膜高端领域[5]。
1 实验部分
1.1实验原料
线性低密度聚乙烯(LLDPE):牌号2018,熔融指数为0.2 g/min(2.16 kg,190 ℃),密度为0.918 g/cm3,埃克森美孚公司;
顺丁烯二酸酐(MAH):分析纯,天津科密欧化学试剂有限公司;
过氧化二异丙苯( DCP):化学纯,使用前用无水乙醇重结晶,阿克苏诺贝尔公司;
二甲苯:分析纯,广州化工试剂厂;
丙酮:分析纯,广州化工试剂厂;
尼龙(PA):FS136,帝斯曼公司。
1.2仪器和设备
双螺杆挤出机:LSM35型啮合同向双螺杆挤出机,螺杆直径为35 mm,长径比26∶1,南京科亚挤出机公司;
高速混合机:GH-10型,北京塑料机械厂;
熔体流动速率仪:LPXRZ-400A型,吉林大学科教仪器厂;
真空干燥箱:DZX-1型,上海福玛实验设备有限公司;
傅立叶变换红外光谱仪:TENSOR27,德国布鲁克公司;
5层共挤吹膜实验线:佛山捷勒设备有限公司;
薄膜缺陷检测仪:美国微觉视公司。
1.3试样制备与提纯
1.3.1 聚乙烯接枝物的制备
按照质量比LLDPE/ MAH/ DCP为100∶1.5∶0.2的比例称取原料,加入到高速混合机中,以2 000 r/min混合1 min后,加入到双螺杆挤出机中,按设定条件在双螺杆挤出机中熔融接枝。为了避免熔融接枝反应时间过长,接枝物发生不可控的副反应,本文所用的双螺杆经过特殊改造,将置换段放置在熔融段后。置换段所采用的螺杆组合是本文研究几种不同螺杆类型元件的组合,例如置换段为SE32/32,表示置换段长度为320 mm,由10组SE32/32螺杆元件组合而成。置换段后采用拉条切粒工艺,通过水冷快速终止反应,反应设备示意图见图1。反应工艺从1区到6区的温度依次设定为120 ℃、190 ℃、200 ℃、200 ℃、200 ℃、200 ℃,模头温度设定为190 ℃。双螺杆转速为300 r/min,喂料速度为8 kg/h。本文改变置换段的螺杆元件组合,并进行LLDPE熔融接枝反应挤出。

图1 聚乙烯接枝马来酸酐反应挤出设备示意图
1.3.2 接枝物的纯化
为了排除过长反应时间影响接枝副反应发生程度,置换后接枝物被迅速冷却,因此反应时间较短,导致未反应的单体和引发剂仍有部分存在于接枝物中。因此需通过后处理工艺,将残余单体和引发剂去除。将接枝物置于70%的乙醇溶液中,加热至60 ℃,充分去除游离的马来酸酐(MAH)单体和引发剂DCP。
将经过后处理的接枝物样品加入到装有250 mL二甲苯的三口烧瓶中,在油浴恒温140 ℃加热回流2 h,稍冷后将溶液加入未加热的丙酮中,沉淀、抽滤得到纯的接枝产物样品,并真空干燥24 h测试接枝率 。
1.3.3 接枝产物接枝率的测定
称0.2 g提纯后的试样加入到装有50 mL二甲苯的锥形瓶中,加热回流至完全溶解且溶液呈无色透明,然后趁热滴入KOH-乙醇标准溶液且稍过量,用酚酞作指示剂,过量的碱用HCl-乙醇标准溶液反滴定至终点。产物接枝率G按式(1)计算[6]:
G=(N1V1-N2V2)×98.06×10-3×100%/2m
(1)
式(1)中,N1、N2分别为KOH-乙醇溶液和HCl-乙醇溶液的浓度(mol/L);V1、V2分别为加入的KOH-乙醇溶液和滴定所消耗HCl-乙醇溶液的体积(mL);m为称取的接枝产物质量(g)。
1.3.3 接枝物晶点测定
将接枝物与LLDPE按稀释比1∶5稀释后,在5层吹膜实验线上吹成70~90 μm的5层对称结构(PE/PE-g-MAH/PA/PE-g-MAH/PE)PA-PE共挤膜,随机选取其中的0.25 m2复合膜,采用薄膜缺陷检测仪测定复合膜晶点数量。
1.3.4 热封强度测试
将接枝物与LLDPE按稀释比1∶5稀释后,在5层吹膜实验线上吹成70~90 μm的5层对称结构PA-PE共挤膜,然后采用热封机对薄膜进行热封,使用拉力机测试热封强度。
2 结果与讨论
双螺杆挤出机的螺杆元件中,啮合块起到了使物料分散和分布的作用,在分散同时,啮合块也提供了强烈的剪切力和界面更新,在反应挤出中,剪切力和不断的界面更新使接枝反应得以进行。剪切应力和剪切速率越大,接枝反应越容易进行,但同时交联副反应发生的几率也增加。啮合块的厚度对物料的混合也有影响,厚度越薄,其混合能力越强[7-8]。
在混合元件中,有多种形式,比如输送块、啮合块、ZME、S型混合元件等[9-10]。其中ZME元件是在输送元件的边缘开了一些孔,从而使物料有一定的反流,提高了物料的混合能力,避免了啮合元件的剪切强度高的缺点,同时具有一定分散和分布混合能力,适合加工对剪切敏感的物料[11]。不同螺杆元件的特点见表1。将螺杆组合的置换段分别采用表1编号的不同类型的螺杆元件,在前述工艺条件下,对LLDPE进行熔融接枝反应挤出。
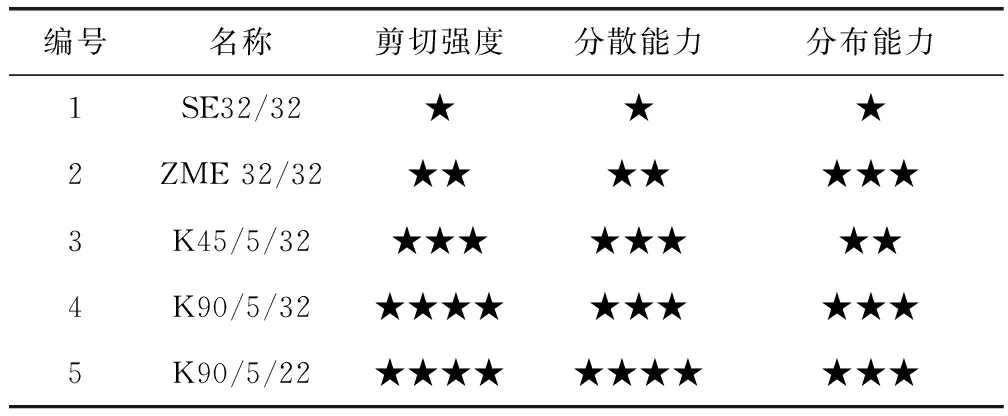
表1 不同螺杆元件特点
2.1接枝产物的红外表征
图2为不同螺杆组合下LLDPE-g-MAH的红外谱图。从图2中可以看出,接枝产物在1 790 cm-1处出现了MAH的特征吸收峰,表明MAH已经成功接枝到LLDPE分子链上。
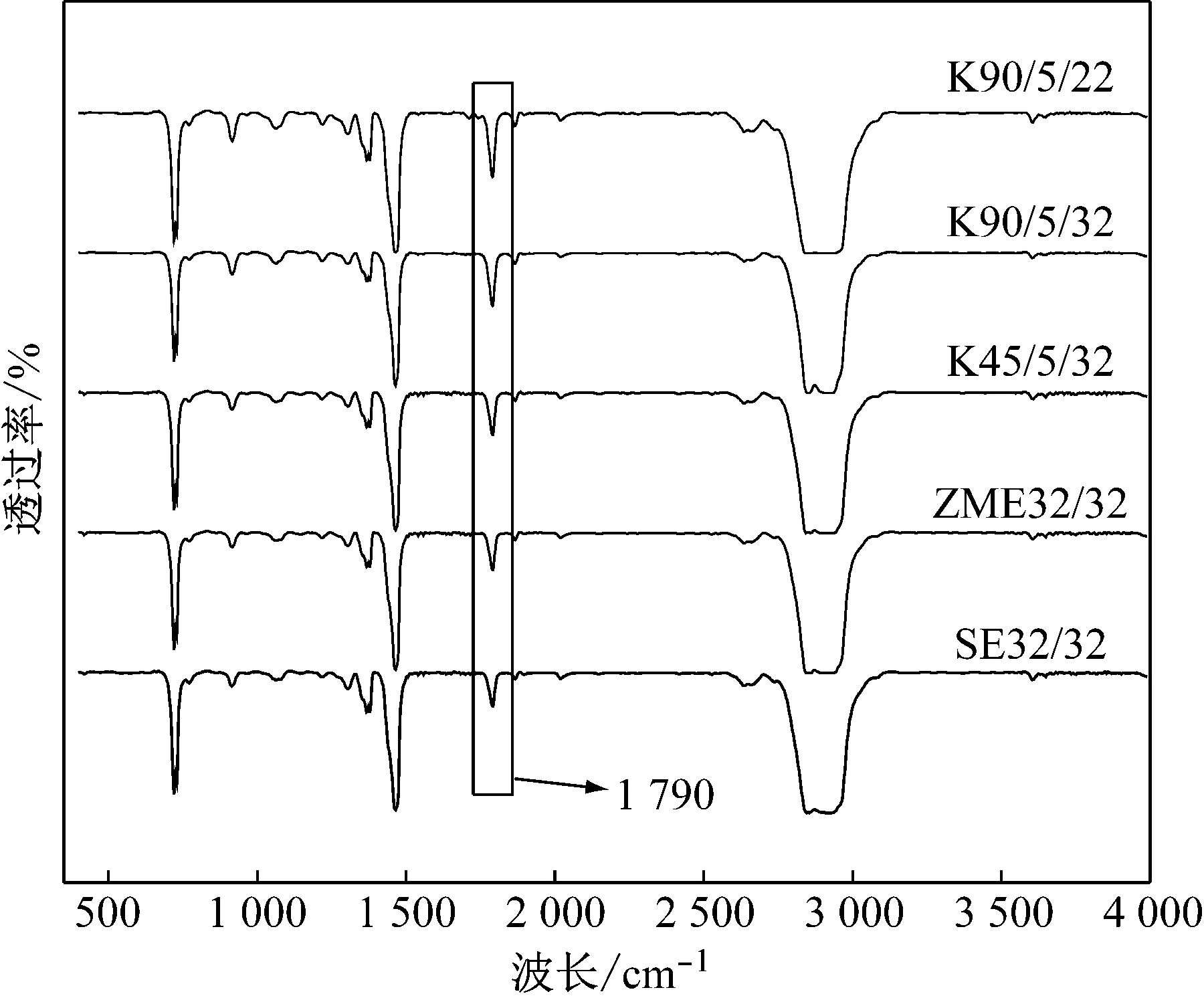
图2 LLDPE接枝MAH的红外谱图
2.2不同螺杆元件对接枝率的影响
置换区为不同螺杆元件组合时,对LLDPE接枝马来酸酐的影响结果如表2所示。由表2可见,螺杆元件的剪切强度增强,接枝物的接枝率增加。这是因为在接枝过程中,基体树脂和单体、引发剂的分散程度直接影响接枝反应的效率,引发剂引发的单体的自由基和基体树脂自由基接触的几率增加,接枝率提高;接枝反应单体和引发剂在基体树脂中分散和分布程度,以及接枝过程中界面更新的速度直接影响到接枝率的高低,其中ZME元件明显优于输送元件SE,而啮合元件可以提供较强的剪切力使接枝率明显提高,啮合元件错列角越大,接枝率越高;啮合块的厚度对接枝率也有一定程度提高,但幅度较小。
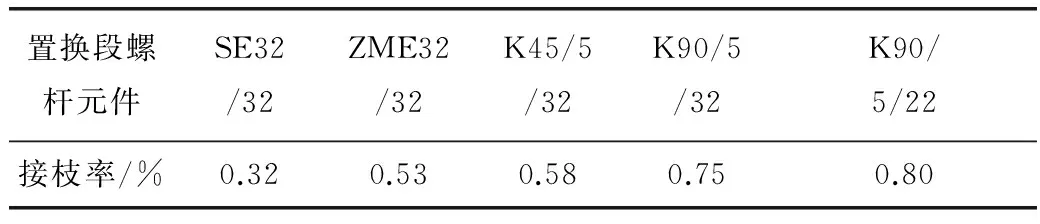
表2 置换区螺杆元件对接枝率影响
2.3不同螺杆元件对熔体流动速率的影响
在相同的工艺条件下,置换区不同螺杆元件所对应的接枝物的熔体流动速率见图3。熔体流动速率可以表征交联副反应程度,相同接枝率下,熔体速率越高,其交联副反应程度越低。从熔体流动速率数据可以看出,ZME元件对熔体流动速率影响不大,但接枝率也较低。啮合块因为剪切强度较大,接枝物的熔体流动速率减少,说明接枝物的交联程度较高,这是因为剪切强度提高后,基体树脂的活性点增加,接枝反应和交联副反应同时增加。
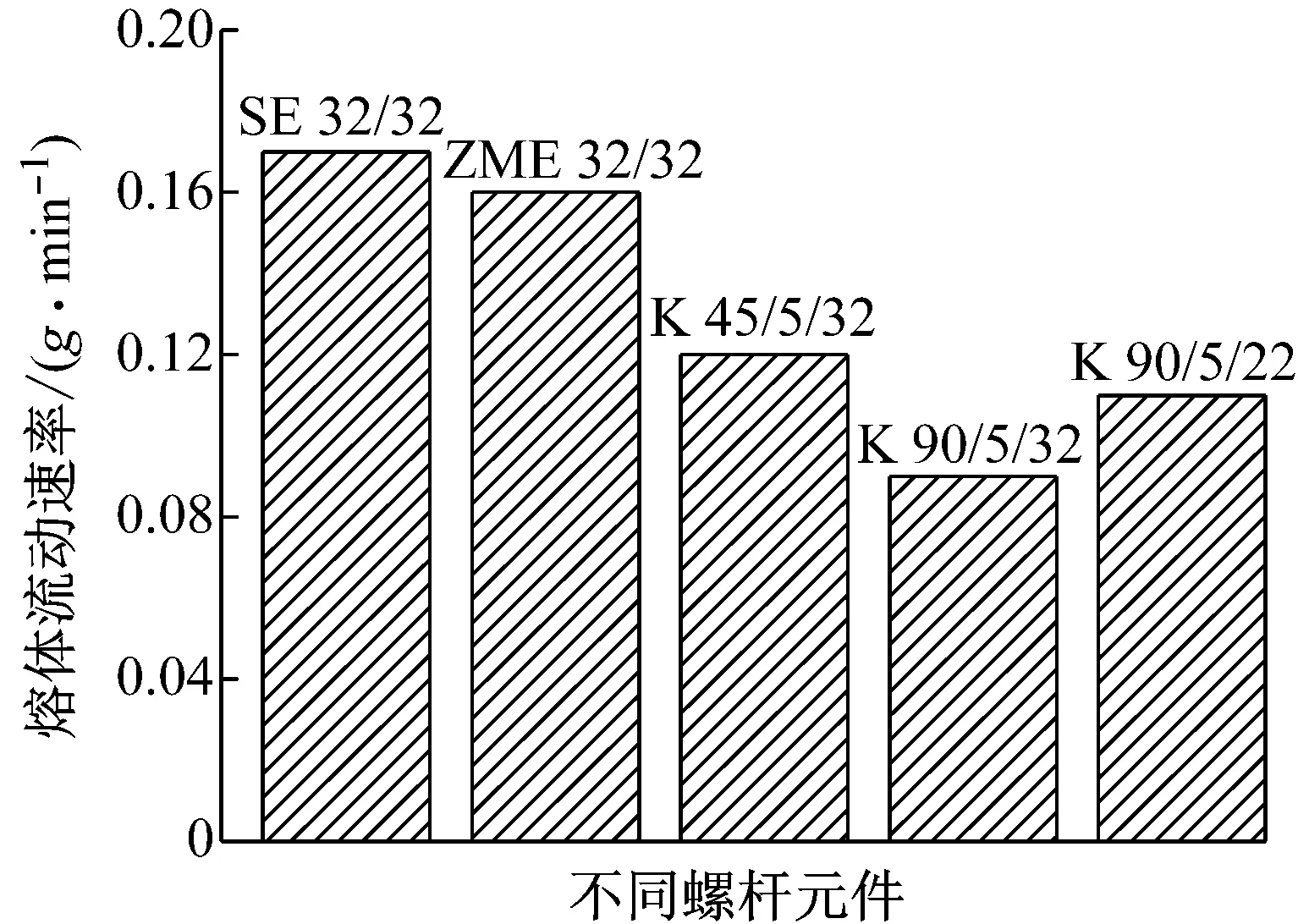
图3 不同螺杆元件对熔体流动速率影响
2.4不同螺杆元件对晶点影响
聚乙烯接枝马来酸酐可以作为胶粘剂用于多层共挤阻隔包装,可以用来粘接尼龙层和聚乙烯层,要求接枝率高且晶点少,这也是国产聚乙烯接枝马来酸酐产品无法替代进口产品主要原因。在相同的工艺条件下,置换区不同螺杆元件挤出得到的接枝样品的晶点数量见表3。
实验结果表明,随着剪切强度增加,接枝物的晶点数量减少。接枝物的晶点可以反映接枝反应过程中交联副反应的发生程度。引发剂和单体小分子的分散程度对于晶点数量有重要影响,微量的小分子在基体树脂中分散越均匀,接枝物的晶点越少。这是因为微量的引发剂和单体分散足够均匀,在引发剂引发自由基反应后,单体和基体树脂活性点更易发生接枝反应,接枝反应的效率得以提高,因此交联副反应的几率减少,接枝物的晶点数量较少。ZME元件相比SE输送元件具有一定的分散物料作用,因此晶点有所减少。啮合块的分散和分布能力较高,晶点也有明显减少,错列角越大,晶点越少,且接枝率较高。啮合块越薄,剪切强度越高,接枝物的晶点有进一步减少。

表3 置换区不同螺杆元件对多层共挤膜晶点的影响
2.5不同螺杆元件对热封强度影响
热封强度反映了聚乙烯接枝马来酸酐作为胶粘剂对尼龙层和聚乙烯层粘接效果。热封强度越高,说明接枝物的粘接效果好。聚乙烯接枝马来酸酐的接枝率直接影响热封强度的粘接效果。不同螺杆元件对热封强度的影响见表4。从表4中数据可以看出,置换段采用啮合块螺杆元件的接枝物的热封强度要高于输送块,这与接枝率的数据一致;而错列角不同的热封强度相同,这是因为聚乙烯接枝马来酸酐产品作为胶粘剂其粘接效果好,当接枝率较高时,层间粘接力大于薄膜本身的屈服应力,其热封强度数据实际是薄膜的屈服应力,这也说明这时的聚乙烯接枝马来酸酐产品达到并超过了多层共挤膜对胶粘剂的粘接力要求。

表4 不同螺杆元件对热封强度的影响
3 结论
(1) 红外谱图表明,MAH已经成功接枝到LLDPE的分子链上。
(2) 与输送元件相比,啮合块螺杆元件有利于提高聚乙烯接枝马来酸酐产品的接枝率和接枝率效率,而且接枝副反应也较少。
(3) 置换段采用啮合块螺杆元件制备的聚乙烯接枝马来酸酐产品晶点更少,可作为胶粘剂应用于多层共挤阻隔膜领域。
[1] 娄金分,罗筑,夏忠林,等.反应挤出制备聚丙烯接枝马来酸酐的研究进展[J].塑料工业,2013,41(9):12-38.
[2] 沈文祥.共挤出复合用粘合树脂的开发与应用[J].塑料包装,2012,22(6):17-19.
[3] 李柯燃,杨锋,向明.控制聚乙烯熔融接枝马来酸酐副反应的研究进展[J].合成树脂及塑料,2012,29(3):72-84.
[4] 瞿金平,张桂珍,殷小春,等.聚合物加工成型技术创新研究进展[J].华南理工大学学报(自然科学版),2012,40(10):32-42.
[5] 姚海滨.绿色功能型软包装材料——多层共挤阻隔膜概述[J].绿色包装,2016(1):81-83.
[6] 陈晓丽,李炳海.线性低密度聚乙烯反应挤出接枝马来酸酐的研究[J].塑料,2005,34(6):6-9.
[7] 禄秋艺,罗筑,杨乐,等.聚乙烯熔融法接枝马来酸酐的制备及表征[J].塑料科技,2014,42(8):66-69.
[8] 方辉,王奎升,马秀清,等.同向双螺杆捏合盘厚度对MAH接枝LDPE反应挤出过程的影响[J].塑料,2006,35(5):83-86.
[9] 操彬,马秀清,方辉,等.新型螺杆元件对LDPE-g-MAH反应挤出的影响[J].合成树脂及塑料,2006,23(6):42-45.
[10] 操彬,马秀清,方辉,等.不同螺杆构型混合性能与接枝反应接枝率关系的研究[J].中国塑料,2007(8):84-88.
[11] FANG H,MA X Q,FENG L X,et al.Effects of screw configurations on the grafting of maleic anhydride grafted low-density polyethylene in reactive extrusion[J].Journal of Applied Polymer Science,2008,108(6):3652-3661.
TheEffectofDifferentScrewExtruderElementonPolyethyleneGraftingReaction
WANGMing-hui1,2,MAIKan-cheng1,TANGFang-cheng2,WANGJia-sheng2
(1.School of Chemistry,Sun Yat-sen University,Guangzhou 510275, Guangdong, China; 2.Guangzhou Lushan New Materials Co.,Ltd, Guangzhou 510530, Guangdong, China)
TQ 325.1+2
A
1009-5993(2017)03-0042-05
2017-09-01)
王明辉(1982—),男,博士研究生,高级工程师,主要研究聚烯烃热熔胶、塑料改性、接枝技术等。
猜你喜欢
中国粮油学报(2019年4期)2019-07-12
小学生学习指导(低年级)(2017年11期)2017-10-23
中学生(2017年13期)2017-06-15
中国塑料(2016年2期)2016-06-15
航天制造技术(2016年6期)2016-05-09
中国塑料(2016年5期)2016-04-16
中国粮油学报(2016年5期)2016-01-23
云南中医学院学报(2015年1期)2015-07-31
传奇故事(破茧成蝶)(2015年1期)2015-02-28
中国塑料(2014年8期)2014-10-17