
基于DCS的罐装聚氨酯发泡胶生产控制系统研究
2017-10-12 09:36刘文学陈相铭江万里李荣平
现代电子技术 2017年19期
刘文学+陈相铭+江万里+李荣平
摘 要: 针对罐装聚氨酯发泡胶的生产特性及自动化控制要求,提出基于DCS的罐装聚氨酯发泡胶的生产控制系统。介绍了罐装聚氨酯发泡胶的生产工艺流程,并且详细阐述了DCS系统的硬件设计、软件设计、系统网络设计、配电柜配置以及主要复杂工艺的实施方案。系统具有操作方便、维护简单、运行稳定等特点。系统投入运行后,不仅降低了工人的劳动强度,改善了厂区生产环境,而且取得了良好的经济效益。
关键词: DCS; ECS?100; 聚氨酯发泡胶; 自动控制; 罐区
中图分类号: TN876?34; TP273 文献标识码: A 文章编号: 1004?373X(2017)19?0156?04
Research on DCS?based production control system of canned polyurethane foam adhesive
LIU Wenxue, CHEN Xiangming, JIANG Wanli, LI Rongping
(School of Mechanical Engineering, Hebei University of Science and Technology, Shijiazhuang 050018, China)
Abstract: According to the production features of canned polyurethane foam adhesive and automation control requirement, a DCS?based production control system of the canned polyurethane foam adhesive is presented. The production technical process of the canned polyurethane foam adhesive is introduced. The hardware design, software design and network design of the DCS?based production control system, configuration of power distribution cabinet and implementation plan of the main complex technology are described in detail. The system has the characteristics of convenient operation, simple maintenance and stable running. The system input into operation can reduce the labor intensity of workers and improve the production environment of factory, and has perfect economic benefit.
Keywords: DCS; ECS?100; polyurethane foam adhesive; automatic control; tank field
0 引 言
随着人们生活水平的提高,对居住环境的要求也越来越高,此时,人们对装饰的质量提出了更高的要求,而在装饰过程中,尤其是门窗的安装,难免会留下缝隙,聚氨酯发泡胶主要用于建筑门窗与墙体、冷库设备、管道安装、保温板材的接缝孔洞间的密封。
聚氨酯泡沫是气雾技术和聚氨酯泡沫技术交叉结合的产物。本文提到的是管式罐装聚氨酯发泡胶。目前,国内罐装聚氨酯发泡胶的生产仍处于人工半自动化的阶段,在一定程度上制约着聚氨酯发泡胶的发展。近年来,由于DCS控制系统具有可靠性高、扩展灵活以及控制功能强大等特点,广泛应用于石油、化工、热电等行业的自动化控制中,因此采用DCS对罐装聚氨酯发泡胶的生产进行控制。DCS系统可靠性高、分散控制、集中操作、配置灵活、组态方便,是一种有效的工具和实现手段,可以实现对罐装聚氨酯发泡胶的生产进行控制。
1 罐装聚氨酯发泡胶的生产工艺流程
1.1 聚氨酯发泡胶的发泡方法
聚氨酯发泡胶采用预聚体法发泡工艺[1],首先将聚醚多元醇(白料)和二异氰酸酯(黑料)依次灌装到瓶罐中制成预聚体,然后在预聚体中加入水、催化剂、表面活性剂、其他添加剂等在搅拌下混合进行发泡,固化后在一定温度(一般为常温)下熟化。
1.2 罐装聚氨酯发泡胶生产工艺流程和简介
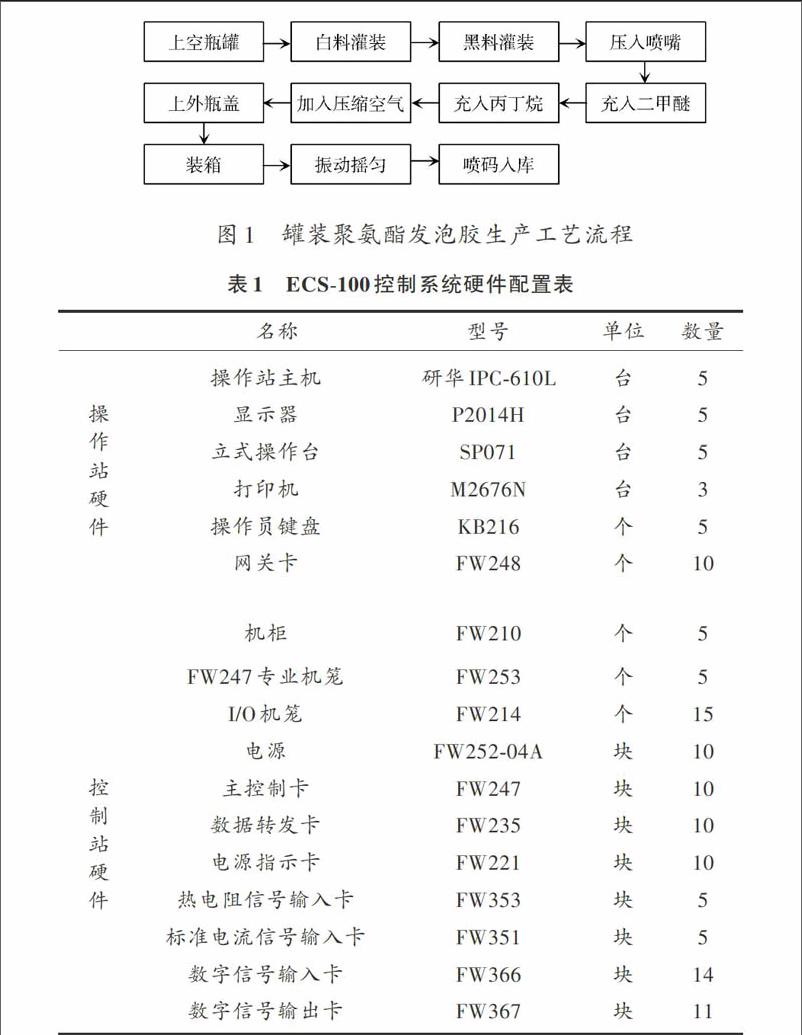
罐装聚氨酯发泡胶生产工艺流程如图1所示。首先用吸盘式机械手抓取空瓶罐,将其竖立放在链板输送机上,在输送机的传动下,将空瓶罐送到注入聚醚多元醇(白料)工位,罐区中的原料经混合反应釜混合通过流量计注入到空瓶罐中。在链板输送机的传动下,依次到达注入二异氰酸酯(黑料)、压入喷嘴工位、注入发泡剂工位、注入催化剂工位、加压(充入一定量的压缩空气)工位、上外瓶盖工位,在相应的工位完成对应的操作。在装箱工位,每12瓶装入一箱,并放入一次性胶管,然后封箱。当封装成箱的产品到达振动摇匀工位时,每6箱一组进行振动摇匀,使原料充分混合。最后对成箱的产品进行喷码、码垛并运到仓库储存。
2 罐装聚氨酯发泡胶生产控制系统设计
由于罐装聚氨酯发泡胶的控制点比较分散,因此选用DCS系统进行控制。在DCS系统中,由于浙江中控在化工控制等方面业绩突出,因此选用了浙江中控ECS?100控制系统,它将最新的现场总线技术、先进控制技术、嵌入式软件技术以及网络技术融合在一起,从而实现了多种总线兼容和异构系统综合集成[2]。该生产控制系统主要进行了以下几方面的设计。
2.1 硬件设计
根据罐装聚氨酯发泡胶的工艺生产流程,通过输入输出点的统计可得:热电阻输入信号(PT100)25点,模拟量输入信号(AI)35點,数字量输入信号(DI)200点,数字量输出信号(DO)146点。在DCS的硬件系统设计中,主要对工程师站、操作员站、控制站进行了相应的硬件配置,其控制系统硬件配置如表1所示。
工程师站主要完成对系统软件的组态、编译及下载,并完成对系统运行的监视。本系统中,在控制室里设计了2台互为冗余的工程师站和1台专用服务器。工程师站和服务器均选用研华IPC?610L工控机,每台各配置1台显示器,另外配置2台打印机。
操作员站主要是由工业PC机、打印机、键盘、显示器、鼠标等部件组成的人机系统,它是操作人员完成过程监控管理任务的人机界面[3]。本系统配置了2台操作员站,1台在控制室,1台在现场值班室,操作员站也选用了研华IPC?610L工控机,每台各配置1台显示器,用来显示系统流程图、趋势画面、报警画面,另外给现场值班室的操作员站配置1台打印机。
现场控制站是系统中直接与工业现场进行信息交互的I/O处理单元,用于完成整个工业过程的实时监控功能[4]。该控制系统根据现场信号点(包括AI,DO,DI)给控制站配置了5个浙江中控的端子板和机笼混装机柜,并编号为1#,2#,3#,4#,5#。每个混合机柜配置了4只机笼:1个电源箱机笼、3个I/O机笼。在电源机笼里配置了一对冗余的24 V直流电源和一对冗余的FW247主控卡。在I/O机笼的最左端配置两块冗余的电源指示卡,然后配置两块冗余的数据转发卡,剩下的16个I/O卡件位根据不同类型的信号选择相应的I/O卡件。在机笼下面配置端子板,根据不同的I/O卡件选择相应的端子板,端子板上有各种起保护作用的功能电路(如滤波电路、抗浪涌冲击电路、过流保护电路等),它们可以对信号进行前期处理及保护[5]。
2.2 软件设计
ECS?100控制系统采用的应用软件是AdvanTrol?Pro软件包,它是基于Windows 2000操作系统的自动控制应用软件平台。所选用的研华IPC?610L工控机的硬件环境完全满足。
控制室操作员站定义为OPS53,现场值班室的操作员站定义为OPS54,在安装AdvanTrol?Prol软件包时,选择“操作员站安装”,软件安装完成以后,操作员站系统里仅包含系统运行监控软件,这样它就可以完成用户对人机交互界面的监控(如系统流程图、调整画面、趋势画面、报警画面等操作功能)。
控制室2台工程师站定义为OPS50和OPS51,专用服务器定义为OPS52。其中工程师站OPS50还兼做厂级的管理用户,工程师站OPS51兼做单项服务器。在安装AdvanTrol?Pro软件包时,2台工程师站应选择“工程师站安装”,专用服务器选择“服务器安装”。安装后的工程师站包含系统组态软件和系统运行监控软件两部分内容。因此工程师站一方面可以实现操作员站的全部功能,另一方面可以实现用户对测点、人机界面的组态、控制方案、相关系统参数的调整和现场控制站调试与下装,以及可以实现用户对系统实时和历史数据集中管理和监视[6]。将专用服务器OPS52设为主服务器,工程师站OPS51单项服务器设置为从服务器,从而两服务器就是冗余设置。在系统正常运行时,客户端将首先自动从主服务器中提取数据,当主服务器出现故障时,从服务器将在5 s内迅速升级为主服务器。
主控制卡(FW247)是现场控制站软硬件的核心,主控制卡通过数据转发卡进行数据的采集和输出,并且主控制卡还可以进行工程单位转换和控制运算,它可以通过控制网与工程师站和操作员站实现通信,并进行数据交换。在控制站5个机柜中,主控制卡和数据转发卡都是冗余配置的,一旦工作中任一个卡件发生故障时,另外一个卡件将会自动进入工作状态,可实现不间断切换,从而提高系统的可靠性。
2.3 网络设计
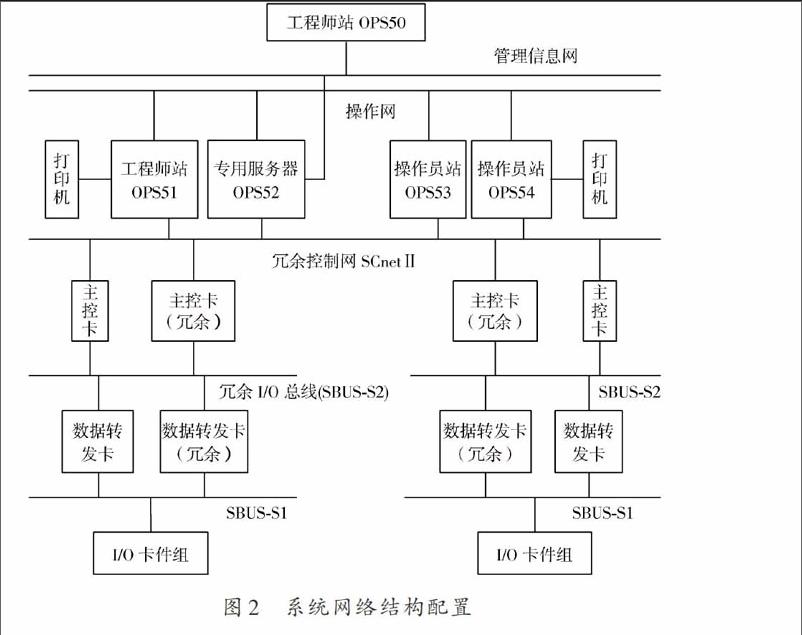
在控制系统的网络设计中,将通信网络设置为四层,从上到下依次为管理信息网、操作网、过程控制网以及I/O总线。其中管理信息网采用工业以太网并实现双网冗余配置,它可以实现工厂级的信息传送与管理,同时也是实现全厂信息综合管理的重要通道[7],管理信息网通过服务器站与过程控制网(SCnetⅡ)联接。AdvanTrol?Pro软件包在网络策略与数据分组的基础上可以实现具有对等C/S特征的操作网,它可以实现操作站之间多种实时数据通信和历史查询功能[8],过程控制网采用高速冗余工业以太网SCnetⅡ,它可以直接连接系统的操作站和控制站,过程控制网各个节点的通信接口处都采用了专业的以太网控制器,数据传输均遵循UDP/IP与TCP/IP协议。I/O总线是控制站内部的网络,总共分为两层,数据转发卡与I/O卡件之间连接的是SBUS?S1,主控制卡与数据转发卡之间连接的是SBUS?S2,其中SBUS?S2总线是由10M/100M的冗余工业以太网组建的,是控制系统的现场总线。另外在ECS?100系统中,每个控制站内都配置两对集线器(HUB):一对用于构成冗余的SCnetⅡ网;另一对构成冗余的SBUS?S2网。系统网络结构配置如图2所示。
2.4 配电柜配置
该控制系统一共配置了2套配电柜:分别是罐区1套和仪器仪表电源柜1套。配电柜的进线为两路:其中一路进线来自不间断电源UPS;另一路进线来自厂用电源。仪器仪表电源柜内配置了两路电源自动切换装置,在其他控制站机柜内也配置冗余的电源切换装置与回路保护装置,并用这两路电源给各个控制站机柜进行供电。
2.5 主要复杂工艺的控制方案
2.5.1 罐区上料控制
聚氨酯发泡胶生产所需原料都存放在储料罐中。在向空瓶罐注入聚氨酯预聚体工艺环节中,聚醚多元醇存放在1号罐,二异氰酸酯存放在2号罐。每个储料罐下面都有4个称重模块,模块内有传感器,实时传递储料罐的质量数据。另外,罐区还配有相应的液位变送器、温度传感器、压力传感器、高精度流量计[9]。现场的PLC通过相应的模块主要对质量、液位、温度、压力、流量及设备运行状态的数据进行现场采集,传输到控制室,在DCS控制系统中按照需要进行画面显示,从而实现对现场运行数据进行监控。然后系统对采集的实时数据进行相应的处理并作出控制命令,控制命令通过PLC作用到现场控制器,从而控制1、2号罐的物料经高精度流量计按比例定量注入到空瓶罐中。
2.5.2 瓶罐上喷嘴控制
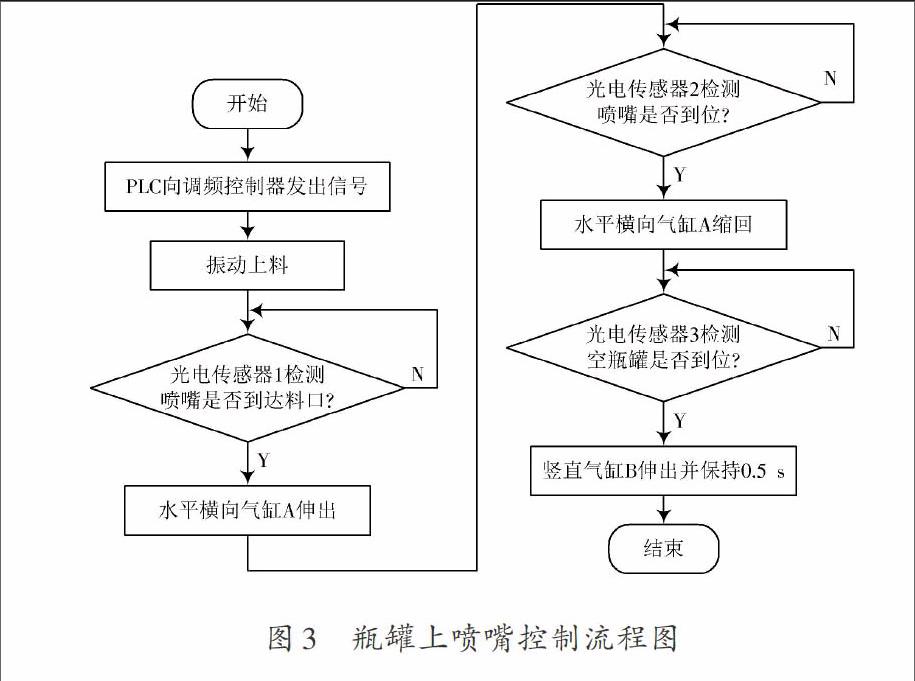
在瓶罐上喷嘴工位中,采用振动给料机构,用PLC对其进行控制,而DCS对其进行监控。工作时,PLC向调频控制器发出信号,调频控制器对料斗下面的脉冲电磁铁施加周期性控制信号,这样就可以使料斗沿垂直方向振动,由于倾斜的弹簧片使料斗绕其垂直轴做扭摆振动[10],而料斗内的喷嘴,由于受到这种振动的作用,则沿螺旋轨道上升。当喷嘴到达出料口,被光电传感器1检测到时,水平横向气缸A伸出,水平横向气缸A的前端有可以固定喷嘴的带弹簧片的环形装置[11]。当光电传感器2检测喷嘴已经到位时,水平气缸A复位。当光电传感器3检测空瓶罐到位時,竖直气缸B伸出并保持0.5 s,将喷嘴压紧在瓶罐口,其控制流程如图3所示。
3 结 语
通过运用集散式控制系统(DCS)使罐装聚氨酯发泡胶生产系统实现了集中管理、分散控制的要求。到目前已经连续运行了半年多,结果表明该控制系统充分运用了DCS软硬件资源,发挥了DCS控制系统实时、准确、快速、稳定、协调的特点。不仅大幅度地提高了罐装聚氨酯发泡胶的生产效率,而且改善了厂区的生产环境,降低了工人的劳动强度。另外,系统的硬件设计方面采用层次化结构,具有良好的可扩展性。
参考文献
[1] 肖卫东,何培新,胡高平.聚氨酯胶粘剂:制备、配方与应用[M].北京:化学工业出版社,2009:1?6.
[2] 张吉美.大型化直立炉DCS控制系统的设计与应用[D].鞍山:辽宁科技大学,2012:16?22.
[3] 赵建波,李振宁.DCS控制系统在国内纯碱企业的应用情况及比较[J].纯碱工业,2013(1):16?19.
[4] 刁燕.模糊控制技术在新型干法水泥生产中应用[D].成都:电子科技大学,2010:14?19.
[5] 孙泽.水相法氯化聚氯乙烯装置自动控制系统的设计与实施[D].上海:华东理工大学,2013:20?25.
[6] 郭杰,杨会海,朱德明,等.DCS在焦炉地面除尘系统中的应用[J].自动化仪表,2012(4):38?40.
[7] 王存琴.ECS?100系统在石灰石?石膏湿法脱硫装置中的应用[J].广西质量监督导报,2008(3):78?80.
[8] 徐兆涵,俞海斌.适用于醋酸醋酐行业的WebField ECS?100自动控制系统[J].精细化工原料及中间体,2008(7):5?9.
[9] 张华莎.石油化工油品储罐计量与测量仪表设计方案[J].石油化工自动化,2015(5):1?7.
[10] 彭庆红.自动化二极管端子装配线的研制[J].组合机床与自动化加工技术,2011(2):103?105.
[11] 徐伟.光电传感器的研究与应用[J].科技创新导报,2010(12):42?43.
猜你喜欢
军事文摘(2022年13期)2022-08-27
初中生学习指导·提升版(2022年10期)2022-05-30
重庆与世界(2019年10期)2019-11-25
当代旅游(2019年3期)2019-09-19
中国电气工程学报(2019年3期)2019-09-10
知识就是力量(2019年1期)2019-01-10
无人机(2017年10期)2017-07-06
自动化学报(2017年11期)2017-04-04
水利科技与经济(2016年6期)2016-04-22
党员电教与远程教育(2016年3期)2016-03-19
