
聚丙烯颗粒外观质量问题分析及整改措施的探讨
2017-10-12 05:03何桂英
化工设计通讯 2017年9期
何桂英
(神华榆林能源化工有限公司,陕西榆林 719000)
聚丙烯颗粒外观质量问题分析及整改措施的探讨
何桂英
(神华榆林能源化工有限公司,陕西榆林 719000)
聚丙烯颗粒的外观质量是评价聚丙烯整体水平的第一要素。聚丙烯颗粒外观常见问题包括杂质、黑粒、色粒、大小粒和絮状物等。对这些常见问题的产生原因进行分析,并提出相应的改进策略,以提升各厂家聚丙烯生产技术和水平,推动行业的整体进步。
聚丙烯;外观质量;原因;措施
Abstract:The appearance quality of polypropylene particles is the first element to evaluate the overall level of polypropylene.Polypropylene Particles Appearance FAQs include impurities,black particles,colorants,granules and flakes.Will analyze the causes of these common problems,and put forward the corresponding improvement strategies to enhance the manufacturers of polypropylene production technology and the level of the industry to promote the overall progress.
Key words:polypropylene;appearance quality;reason;measure
随着房地产等应用行业快速发展的影响,近年来,国内聚丙烯(PP)市场需求不断扩大。需求的攀升,拉动了聚丙烯行业的投资高潮。截至2016年年底,我国聚丙烯产能已达到了1 944.5万t。迅速增长的产能加剧了聚丙烯市场的竞争局面,对PP生产厂家在产品外观及产品性能等方面的要求也不断提升。本文将围绕PP外观质量方面可能出现的问题及其解决对策展开讨论。
1 聚丙烯颗粒外观质量评价指标
根据国家标准GB/T 12670—2008 《聚丙烯PP树脂》和行业标准SH/T 1541—2006《热塑性塑料颗粒外观试验方法》,聚丙烯颗粒外观质量的评价主要从是否有杂质、色粒和黑粒数量、大粒和小粒数量以及是否含有絮状物等方面进行。其中,杂质主要是指颗粒内部存在非PP材料的物质;黑粒是指聚丙烯颗粒发黑;色粒指聚丙烯成品中颜色存在区别的颗粒;大粒指颗粒所有方向的尺寸都大于5mm,其中也有连粒的情况;小粒与大粒相反,指颗粒所有方向的尺寸都小于2mm,其中有碎屑情况;絮状物则是受到管道高温摩擦等影响形成的[1]。
2 实验部分
2.1 实验仪器、设备
型号为PS-25C,PSSD OCS的颗粒检查台、白色搪瓷盘尺寸不小于500mm×355mm×40mm、试验用套筛Φ300×50/5R GB/T 6033.2—1997(A 筛 ) 和 Φ300×50/2R GB/T 6033.2—1997(B筛)、两个金属穿孔板试验筛、与筛框基本尺寸相同的上盖及接料盘、台灯、镊子、天平和250mL烧杯。
2.2 标样的采集
采集5组神华榆林能源化工有限公司牌号为S1003的聚丙烯成品粒料,用 SH/T 1541—2006 的方法进行检验,主要检测聚丙烯的颗粒外观质量,主要为色粒和黑粒。
2.3 标定仪器参数分析
取已知聚丙烯产品色粒和黑粒的标准样品,使用OCS 颗粒检查台PS-25C系统标定合格粒子与不合格粒子的颜色关联性,通过实验操作,确定仪器参数。
2.4 试验结果
第一,聚丙烯样品准确度检验分析。由本文中的实验分析比较测定聚丙烯颗粒外观的色粒和黑粒数据结果,具体数据如表1所示:
由表1数据可知:两种检测方法其偏差在3个以内(个/kg),简单而言SH/T 1541—2006、OCS 颗粒检查台法测定聚
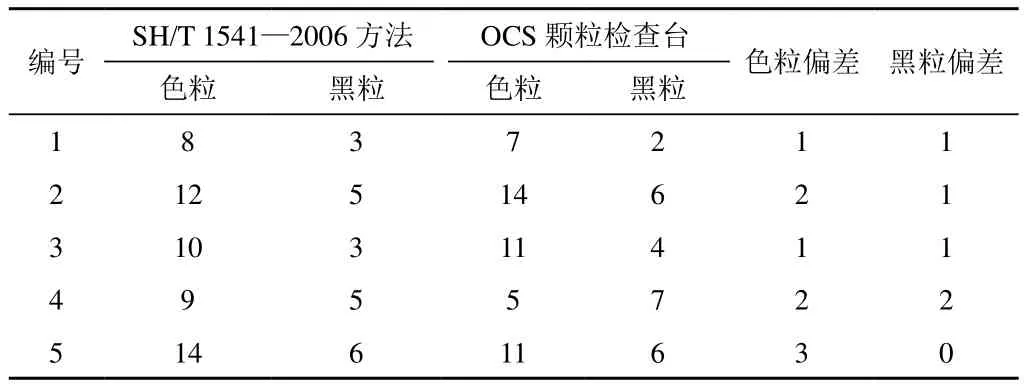
表1 不同对比方法的色粒和黑粒准确度分析(个/kg)
丙烯颗粒外观的色粒和黑粒结果是相吻合的,同时也表明其在检测中受到的影响因素基本相同。
第二,为了确保实验的准确性,需要进行重复性检验,在此过程中主要使OCS 颗粒检查台法分别测定 5 次样品的色粒、黑粒的数量,进而以确定其考察该方法的重复性。在实验过后其结果与 SH/T 1541—2006 法检测得的结果无显著性差异,结果相吻合。
3 聚丙烯颗粒外观质量问题形成的原因
3.1 杂质
聚丙烯颗粒内存在的杂质,一般都来自于PP生产设备。受生产设备突发问题或者是使用时间过长等原因影响,设备对生产过程中的杂质筛选能力会降低,直接导致了成品颗粒内杂质的存在。一般情况下,这些杂质可以通过位于包装流程中的金属检测仪器进行检验。
3.2 黑粒及色粒出现
黑粒的产生与杂质的存在直接相关。这些杂质一般来自于损坏的设备零件、运输途中的外部物质、挤压机里面存在掉落的碳化物及不合格的造粒助剂等方面。而色粒的产生则主要与包装前的缓冲罐等有关。一般该罐材质是铝,聚丙烯颗粒受到旋风的作用下,一部分颗粒就会与铝制缓冲罐发生碰撞,碰撞过程中,颗粒的外部颜色就会发灰,产生灰色粒。此外,如果颗粒仓库的接地静电效果不佳,也会导致颗粒吸到缓冲罐上,在长期摩擦等作用下,导致色粒的产生。上述这些色粒若无法在送料前进行彻底处理,就会对成品造成污染。
3.3 大小粒以及絮状物出现
聚丙烯颗粒大小粒出现受到模板温度、切刀故障等因素的影响。而絮状物一般在颗粒运送过程中出现。受运送线路老化影响,颗粒输送过程中摩擦明显,输送管道的磨砂面在长期摩擦作用下变平,部分颗粒会因受热过强出现熔化现象,出现拉丝。
4 解决聚丙烯颗粒外观质量问题的措施
不论是OCS 颗粒检查台法还是SH/T 1541—2006检测方法,其最主要的目的便是对聚丙烯样品的颗粒外观进行试验,以便确保其整理质量合格,针对上述出现的影响其外观的原因,现提出以下措施:
4.1 将止逆阀增加至料仓风机的出口处
为防止颗粒运送系统的风机出现倒转、颗粒进入风机和消音器内的情况出现,可以将止逆阀增加到料仓风机的出口位置。这一措施可以有效减少因输送系统原因产生的色粒。
4.2 将筛板增加至输送系统中
筛板可以增加到掺和料仓下面的下料口的位置。筛板的作用是能对由系统进入到包装车间的部分丝料进行筛选,避免对成品质量产生影响。通过对筛板筛选出的丝料数量进行评价,还可以密切关注和把控颗粒的带丝状况。筛板可以减少丝料数量,但无法做到彻底避免。
4.3 对造粒粒料的输送管道通过喷砂等方式进行处理
为从源头避免丝料情况的出现,可以通过对造粒粒料的输送管道进行处理实现。设备停机时候,将粒料的输送管道进行拆卸,并在管道里面进行喷砂。通过管道喷砂,可以实现粒料在运输过程中的跳跃前行,减少与管道的摩擦时间,减少丝料的出现[3]。同时,喷砂过程中,可以实现对料仓储管的清洁,进一步减少丝料产生。不过在连续使用情况下,喷砂也会磨损较快,丝料会重复出现。因此,喷砂工作需根据实际情况进行周期性重复。
4.4 对造粒热油灌体进行移动和密封
热油系统经常出现变质、系统波动等问题,这些问题会影响对模板的加热作用。通过将热油的补油罐移动到位置较高的地方,并将传统的开放的罐体改装成为密封的结构,可以有效防止上述问题的发生,保证热油的质量和对模板的加热作用,从而抑制了因模板问题出现大小粒的情况发生。
4.5 优化提升造粒的换网流程
造粒换网过程容易带入空气,为解决此问题,可以通过增加延伸按钮的方式,延长排气的时间,保证树脂充分填充,提升稳定程度,防止切刀因旋转速度过快、受力不均匀而出现损坏,达到满意的切粒效果。
4.6 更换切刀材质和颗粒水的酸碱值
切刀的使用寿命影响着颗粒造粒状况。颗粒水具有弱酸性,可以对切刀的刀背等造成腐蚀。因此,将切刀的材质更换为抗腐蚀能力较强的材质,可以有效延长切刀使用年限。同时,尝试对颗粒水的酸碱值进行改造,则可以从源头上解决颗粒水对切刀的腐蚀问题。
4.7 加强对聚丙烯颗粒外观的检查与控制
对聚丙烯颗粒外观质量的控制,需要融合到对各个环节的检查和控制过程当中。如在掺和料仓输送至包装料仓的过程,可以将系统的空吹时间把握在15min左右;输送之前,还需要将包装料仓下面的阀门打开,防止丝料、色粒等情况的出现;一旦发现丝料和色粒等情况,需要对系统进行彻底的清扫。
为有效实现对聚丙烯颗粒外观质量的把控,要强化对其检查工作,一旦出现异常情况,需第一时间联系检测人员对其进行复检。同时,及时找出问题原因,并出具针对性调整策略,保证颗粒的外观质量达到最佳效果。
5 结束语
聚丙烯颗粒的外观质量好坏,直接关系到聚丙烯的后期销售与使用效果。通过定期检查,发现聚丙烯颗粒出现杂质、黑粒、色粒、大小粒和絮状物等的原因,并从增加新配件、提升工艺流程、改进设备结构等方面入手,探寻解决方式。通过对其颗粒外观质量的不断提高,可以进一步提升聚丙烯的质量,形成品牌效应,提升市场竞争力,并最终获得经济效益。
[1] GB/T 12670—2008,聚丙烯PP树脂[S].
[2] SH/T 1541—2006,热塑性塑料颗粒外观试验方法[S].
[3] 张岩.聚丙烯颗粒外观质量问题原因分析及应对措施[J].石化技术,2015,(2):18-19.
[4] 陈敏.聚丙烯挤压造粒机造粒质量不稳定原因及改进[J].石油化工储备,2007,36(6):90-91.
Analysis on Appearance Quality of Polypropylene Particles and Discussion on Rectification Measures
He Gui-ying
TQ325.12
A
1003–6490(2017)09–0132–02
2017–07–07
何桂英(1971—),女,辽宁丹东人,助理工程师,主要研究方向为热能与动力。
猜你喜欢
化工装备技术(2022年1期)2022-03-04
山东陶瓷(2021年5期)2022-01-17
磷肥与复肥(2021年3期)2021-12-26
设备管理与维修(2020年19期)2021-01-05
商品与质量(2020年31期)2020-12-18
机械工程与自动化(2018年1期)2018-04-02
中国塑料(2016年10期)2016-06-27
浙江大学学报(工学版)(2016年9期)2016-06-05
陶瓷学报(2016年6期)2016-04-07
中国塑料(2015年3期)2015-11-27
