
管端内衬不锈钢焊管环焊缝缺陷分析
2017-10-11 02:04:22张锦刚杨国才刘刚伟张万鹏祁福川李志德张银亮
焊管 2017年8期
张锦刚, 杨国才, 刘刚伟, 张万鹏, 牛 辉,祁福川,李志德,张银亮
(1.宝鸡石油钢管有限责任公司,陕西 宝鸡721008;2.国家石油天然气管材工程技术研究中心,陕西 宝鸡721008;3.甘肃水投天水供水有限责任公司,甘肃 天水741000)
管端内衬不锈钢焊管环焊缝缺陷分析
张锦刚1,2, 杨国才3, 刘刚伟1,2, 张万鹏1,2, 牛 辉1,2,祁福川3,李志德3,张银亮1
(1.宝鸡石油钢管有限责任公司,陕西 宝鸡721008;2.国家石油天然气管材工程技术研究中心,陕西 宝鸡721008;3.甘肃水投天水供水有限责任公司,甘肃 天水741000)
为了对国内某供水工程用管端内衬不锈钢钢管环焊缝缺陷进行评定,利用光学显微镜、扫描电镜以及能谱分析等手段对缺陷形貌、元素含量和组织形态进行了分析。结果表明,该环焊缝缺陷为典型焊接热裂纹,裂纹起始位置在碳钢层底部,裂纹处以淬硬的马氏体组织为主,并伴有氧化物夹杂物。分析认为,该裂纹缺陷是由于打底焊之后焊道保护不良、清理不到位和焊接热输入过大造成,可以通过严格控制有害杂质、降低热输入、减小接头拘束度等方法来防止此类缺陷的发生。
焊管;内衬不锈钢;环焊缝;热裂纹;焊接应力
Abstract:In order to analyze the circumferential weld defect of pipe end lined with stainless steel used for some domestic water supply engineering,by means of optical microscope,scanning electron microscope and energy spectrum analysis method,the defect morphology,element content and organization form were analyzed.The results indicated that this circumferential weld defect was typical welding hot crack,the crack initiation site was at the bottom of the carbon steel layer,the microstructure of crack was mainly composed of martensite,accompanied by oxide inclusions.Through the analysis results,it considered that the crack defect was due to the weld bead was not well protected after backing weld,insufficient cleaning and too big welding heat input,can strictly control harmfulimpurities,reducetheheatinput,reducethejointconstraintdegreeandsoontopreventtheoccurrenceofsuchdefects.
Key words:welded pipe;stainless steel lined;circumferential weld;hot crack;welding stress
近年来,涂塑钢管是水利水电工程中应用最多的管材之一,其内壁防腐主要采用熔结环氧树脂粉末(FBE)热喷涂,施工过程中,管道对接焊产生的高热量会烧损涂塑层,造成接口处防腐层脱落等问题。为了避免涂塑钢管在焊接施工中破坏涂覆层,可采用双密封焊接涂塑钢管克服以上问题,即在钢管管端内衬宽度超出焊接热影响范围的不锈钢钢圈,并通过管端封焊使碳钢和不锈钢有效结合在一起。该设计的主要目的是在环焊时保护FBE涂覆层,同时减少接口位置的防腐层修补工序[1-3]。管口焊接类似于机械复合管的对接焊,因此,对焊接工艺的控制提出了更为严格的要求。
对低碳钢管管端贴合不锈钢钢圈进行焊接时,两种不同的金属材料具有不同的物理性能,从而会产生不同的物理及冶金变化,另外,由于工艺和技术的限制,碳钢管与不锈钢钢圈通过封焊完全贴合在一起,将会增加金属热变形及裂纹等缺陷产生的概率[4-11]。本研究就国内某供水工程用管端内衬不锈钢钢管在施工过程中出现的缺陷进行分析,为预防焊缝裂纹的产生提供技术支撑。
1 内衬不锈钢钢管管端设计及焊接工艺
1.1 管端设计
试验所用钢管材质为Q345C,管端设计采用壁厚1.5 mm的0Cr18Ni9(S304)不锈钢钢带作为内衬层,根据管道内径下料,插入钢管端口内120 mm,用不锈钢焊条点焊固定,再用309不锈钢焊条对内边环向焊缝、纵向焊缝和端口环向焊缝进行满焊,使不锈钢套筒与钢管内壁紧密复合,并形成与管口过渡的30°坡口,如图1所示。
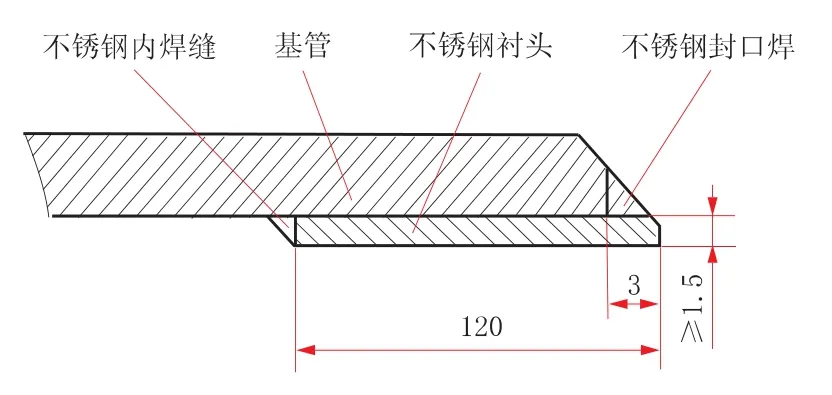
图1 管端内衬不锈钢加工示意图
1.2 焊接工艺
试验模拟国内某工程输水管道的施工工艺,采用氩弧焊(单面焊双面成型)焊接复合层(不锈钢板),使用免充氩的药芯自保护不锈钢焊丝(TGF309L),填充及盖面层选用低氢型焊条(J507)进行多层多道焊。环焊缝焊接工艺参数见表1。

表1 环焊缝焊接工艺参数
2 焊接缺陷描述
焊接过程中出现的焊缝裂纹缺陷如图2所示。从图2(a)可以看出,裂纹出现在焊缝中心位置,并且在碳钢层底部。对试样环焊缝进行超声波探伤,确定缺陷位置后,采用线切割切取金相试样进行显微分析,从图2(b)可以看出,碳钢层焊缝底部存在明显裂纹缺陷,长度为1.19 mm,并且裂纹出现在焊缝中心,沿纵向开裂,可以判断该缺陷属于焊接热裂纹。
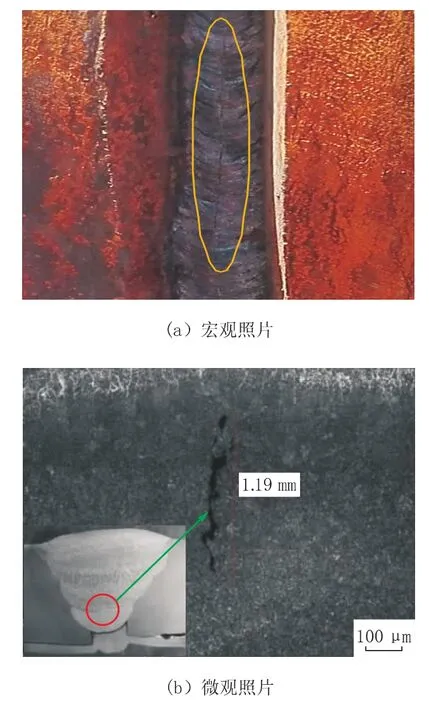
图2 焊缝裂纹缺陷形貌
一般认为,焊缝在结晶过程中,固相线附近由于凝固金属的收缩,残余液体金属不足,不能及时添充,从而形成“液态薄膜”,在拉伸应力和收缩应力的共同作用下可能在该薄弱区域造成开裂而形成热裂纹[12-14]。在焊缝金属的凝固末期固液共存阶段,由于凝固金属收缩时残存液相不足,致使沿晶开裂,故也称为结晶裂纹。这种裂纹是在焊缝金属凝固过程中产生的,所以有时也称为凝固裂纹。结晶裂纹主要在焊缝上,也有少量在热影响区,最常见的是沿焊缝中心长度方向上开裂,即纵向裂,断口有较明显的氧化色,表面无光泽,也是结晶裂纹在高温下形成的一个特征。
2.1 缺陷元素分析
通常,结晶裂纹主要产生在含杂质较多的碳钢和低合金钢焊缝中(含S、P、C、Si偏高)。本研究中两种不同金属材质焊接时,特别在Ni含量较高的不锈钢中,Ni会与非金属元素S在熔池中形成低熔点共晶,焊接热输入越大,晶界低熔点相熔化越严重,晶界处于液态的时间就会加长。同时,焊缝所承受的应力越大,会促使焊缝产生热裂纹,并且合金元素过渡到碳钢焊缝会产生大量淬硬组织,这些因素都是焊缝金属裂纹扩展的主要原因。
为了深入了解焊缝裂纹缺陷产生的原因,通过扫描电镜对裂纹试样进行了能谱分析,分析结果如图3所示。由图3可以看出,裂纹内部氧含量很高,另外还有大量Mn和Si等元素,说明裂纹内部含有大量氧化物夹渣。这是由于试验打底焊采用自保护药芯焊丝,而焊接过程中,自保护熔池经常会受到风的干扰,容易导致熔池遭受O、N的入侵,从而形成氧化物夹渣。目前,通常在自保护药芯焊丝中加入一定量的氧化物和氮化物形成元素,如Al、Mg、Ti、Si等元素,在焊接过程中形成稳定的N、O化合物进行脱氧、脱氮[13-16],因此,在图3中除了大量的O、Mn、Si元素外,还检测到一定量的Al、Mg、Ti等元素。在碳钢层焊缝中出现此类元素,很可能是由于打底焊之后焊道保护不良以及清理不到位所致。一般情况下,夹杂物、气孔等缺陷周围的应力条件不好,焊缝中如果存在大量夹杂物,很容易在其周围起裂并形成微裂纹等缺陷。

图3 焊缝裂纹能谱分析结果
2.2 缺陷断口分析
将带有裂纹缺陷的冲击试样在冲击试验机沿纵向敲开,在扫描电镜下进行裂纹断口分析,结果如图4所示。从图4可以看出,焊缝内部存在有害夹杂物、气孔等缺陷。对夹杂物进行定性分析确定为Al、Mg氧化物夹杂,并且夹杂物尺寸较大,长度高达0.8 mm。根据气孔周围断口呈现明显的解理断口形貌分析,试样缺陷处可能存在大量的脆性组织。图3(b)扫描电镜能谱显示,裂纹处存在大量的Cr、Ni元素,这可能是由于不锈钢层中大量的Cr、Ni元素在焊接过程中过渡到了碳钢焊缝中,过高的合金元素含量极易在焊缝凝固冷却过程中形成大量淬硬组织,从而使焊缝裂纹敏感性大大提高。
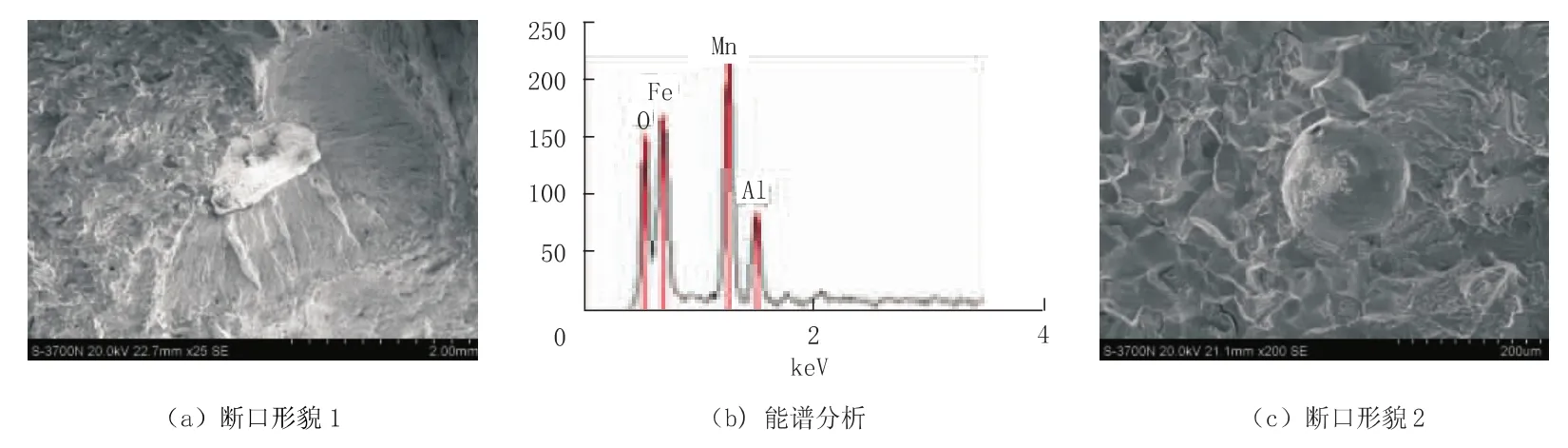
图4 焊缝缺陷断口分析结果
2.3 缺陷组织分析
对试样缺陷进行了微观组织分析,分析结果如图5所示。由图5(a)可以看出,焊缝裂纹缺陷处主要以淬硬的马氏体组织为主,马氏体中碳含量较高,造成了晶格畸变,并且在较高冷速下会形成较大的淬火应力;另外,马氏体组织塑性很差,对裂纹的扩展不能起到很好的止裂作用。止裂部分的焊缝组织主要以针状铁素体为主(如图5(b)所示)。针状铁素体组织具有高密度的位错亚结构以及高密度的大角度晶界,高密度的大角晶界能在塑性撕裂中改变裂纹扩展方向,对裂纹扩展起到阻碍作用,可提高断裂应力,具有良好的止裂性。
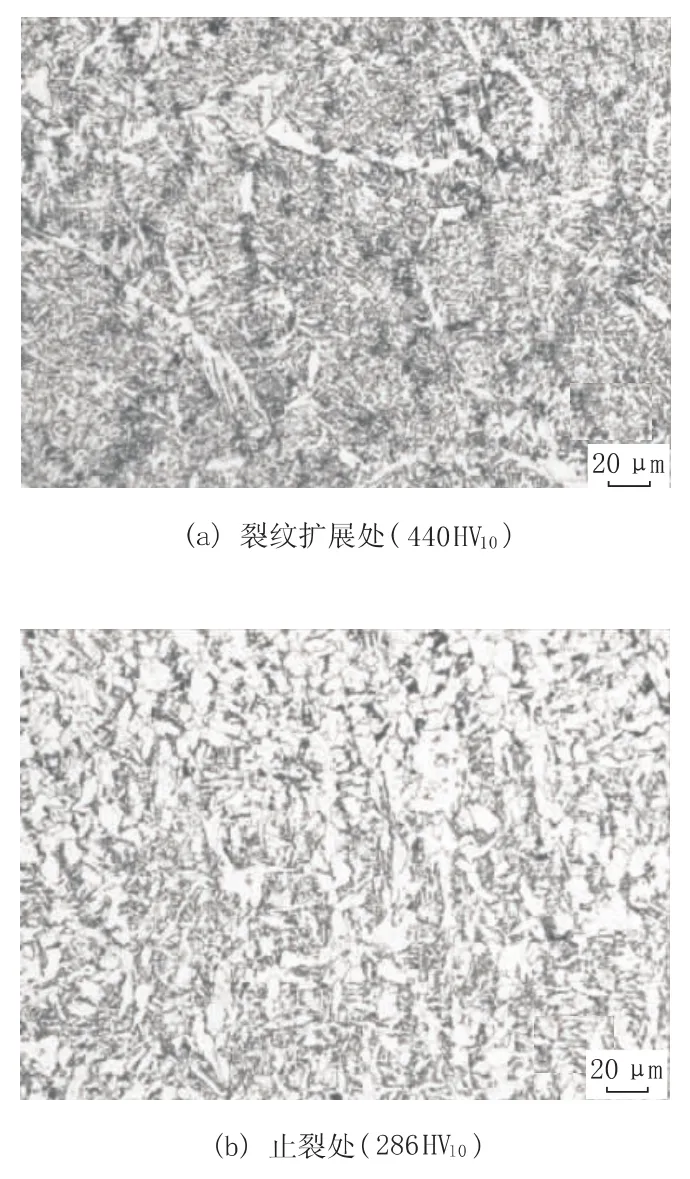
图5 裂纹缺陷显微组织分析
对两种类型组织分别进行了显微硬度测试,马氏体组织为主的显微硬度为440HV10,针状铁素体组织显微硬度为286HV10,两种显微组织相差154HV10,可见,两种焊缝组织的强塑性差距较大。焊缝中出现两种不同强塑性显微组织主要是由于碳钢层和不锈钢层之间元素扩散和迁移所形成的,Cr、Ni元素容易过渡到近不锈钢碳钢层促使形成脆性组织马氏体,使近焊缝区域的硬度升高,塑性下降,容易导致焊后产生裂纹。
另外,由于本研究涉及的钢管接口为不锈钢/碳钢两种不同金属间的连接,不锈钢本身的导热系数比碳钢小,但其线膨胀系数较碳钢大,这使得在较高焊接热输入下焊缝区会产生较大的温差,在焊接局部加热和冷却过程中会形成较大的拉应力作用,这一因素也是导致焊缝金属裂纹扩展的主要原因之一。
3 结论与措施
(1)本研究出现的焊接裂纹主要是由于焊道清渣不良及热输入过大等焊接工艺控制不当所致。
(2)在冶金方面,应严格控制焊缝中合金元素含量,缩短脆性温度区间的范围,控制焊缝中S、P、C等有害杂质含量;要严格按照焊接工艺规范进行焊接作业,每层焊道要彻底清渣,避免由于清渣不良造成焊缝夹渣等缺陷。
(3)在工艺方面,可以通过焊前预热、控制线能量、降低热输入、减小接头拘束度等方面来防止焊接热裂纹的发生。
[1]刘静云.涂塑复合钢管双密封焊接的应用[J].山西建筑,2014,40(1):108-109.
[2]孙育禄.耐蚀合金双金属复合管的应用技术[D].西安:西安石油大学,2013.
[3]赵耀斌.内衬不锈钢复合管的性能与工程应用[J].城镇供水,2014(3):30-33.
[4]张兴锋,张和平.内衬不锈钢复合钢管焊接质量问题分析[J].管道技术与设备,2012(6):36-38.
[5]DENG D,MURAKAWA H,LIANG W.Numerical and exper imental investigations on welding residual stress in multipass butt-welded austenitic stainless steel pipe[J].Computational Materials Science,2008,42(2):233-244.
[6]张可荣,张建勋,王娜,等.碳钢/不锈钢复合管封焊接头断裂性分析[J].电焊机,2013,43(11):126-129.
[7]WANG H T,WANG G Z,XUAN F Z,et al.An experimental investigation of local fracture resistance and crack growth paths in a dissimilar metal welded joint[J].Materials&Design,2013(44):179-189.
[8]CHEN Y B,CHEN S H,LI L Q.Influence of interfacial reaction layer morphologies on crack initiation and propagation in Ti/Al joint by laser welding-brazing[J].Materials&Design,2010(31):227-233.
[9]田彩刚.L245/316L双金属复合管焊接技术[J].石油工程建设,2012,38 (2):48-49.
[10]KERMANI M B,MORSHED A.Carbon dioxide corrosion in oil and gas producton—a compendium[J].Corrosion,2003,59(8):659-683.
[11]王斌,周翠,杨笠,等.L415M管线钢热煨弯管裂纹分析[J].金属热处理,2013,38(8):124-127.
[12]王斌,吴立斌,杨燕.L415QB/UNS S31603双金属复合管环焊缝失效原因分析[J].热加工工艺,2016,45(1):256-259.
[13]司重遥.焊接手册(第2版):材料的焊接[M].北京:机械工业出版社,1992.
[14]尹长华,隋永莉,冯大勇,等.长输管道安装焊接方法的选择[J].焊接,2004(6):31-34.
[15]马永.不锈钢复合板过渡层焊接的研究[J].广州化工,2011,39(15):160-162.
[16]费秋萍.不锈复合钢板的焊接[J].石油工程建设,1994,20(3):16-17.
编辑:李 超
Analysis on Circumferential Weld Defect of Pipe End Lined with Stainless Steel
ZHANG Jingang1,2,YANG Guocai3,LIU Gangwei1,2,ZHANG Wanpeng1,2,NIU Hui1,2,QI Fuchuan3,LI Zhide3,ZHANG Yinliang1
(1.Baoji Petroleum Steel Pipe Co.,Ltd.,Baoji 721008,Shaanxi,China;2.Chinese National Engineering Research Center for Petroleum and Natural Gas Tubular Goods,Baoji 721008,Shaanxi,China;3.Gansu Water Investment Tianshui Water Supply Co.,Ltd.,Tianshui 741000,Gansu,China)
TG441.3
A
10.19291/j.cnki.1001-3938.2017.08.009
张锦刚(1978—),男,工程师,主要从事管材及焊接技术研究工作。
2017-03-20
猜你喜欢
中国特种设备安全(2021年1期)2021-07-21 08:56:56
陶瓷学报(2021年2期)2021-07-21 08:34:50
焊管(2020年10期)2021-01-29 08:01:00
山东冶金(2019年6期)2020-01-06 07:45:58
西南石油大学学报(自然科学版)(2018年4期)2018-08-02 05:42:48
中国新技术新产品(2018年21期)2018-01-05 11:07:36
工业设计(2016年8期)2016-04-16 02:43:36
重型机械(2016年1期)2016-03-01 03:42:03
石油化工建设(2016年6期)2016-02-27 15:03:28
焊接(2015年2期)2015-07-18 11:02:39
