
影响普碳钢可浇性因素分析与实践
2017-09-28 03:24朱继衡张太生
山西冶金 2017年4期
朱继衡, 张太生
(安阳钢铁股份有限公司, 河南 安阳 455000)
影响普碳钢可浇性因素分析与实践
朱继衡, 张太生
(安阳钢铁股份有限公司, 河南 安阳 455000)
通过对普碳钢生产过程中炼钢各工序关键工艺控制参数的数据分析,找出了影响普碳钢可浇性的主要因素和临界点,并针对要因优化制订了有效的工艺制度,取得了明显的改进效果。
普碳钢 可浇性 分析
普通碳素结构钢(以下简称“普碳钢”),由于其氧化性强以及外来夹杂物进入,在浇注过程中经常出现钢中夹杂物多,影响钢水质量,甚至影响到连铸工序的可浇性,造成漏钢等生产事故。据统计,因普碳钢可浇性差造成的漏钢、回炉等生产事故占总事故的66.89%,严重影响了工序的生产稳定顺行,所以必须对普碳钢可浇性差的产生原因进行研究分析,并采取针对性措施加以解决。
1 数据分析
1)统计样本数。13 216炉,共109个浇次。
2)以普碳钢可浇性差指数(以下简称“指数”)为评价参数,分析炼钢过程各工艺关键控制参数对普碳钢可浇性的影响,目标指数控制在1.0以下。
2 影响因素分析
2.1 出钢终点碳含量
由碳氧平衡积可知,出钢终点碳含量越高,钢中氧含量越低。统计分析得出,出钢终点碳对普碳钢可浇性差有影响,其指数随出钢终点碳含量的升高而降低,说明在较低的出钢终点碳时,钢水脱氧不足钢中氧含量高,出钢终点碳每降低0.01%,指数上升高0.145,如图1所示。
2.2 钢中 m(Mn)/m(Si)
钢中 m(Mn)/m(Si)越高钢渣流动性好,易于流动排除。统计分析得出,钢中 m(Mn)/m(Si)在 2.60以下时,指数随着钢中 m(Mn)/m(Si)的降低骤然升高,可浇性变差,但大于3.0影响不大,如图2所示。

图1 出钢终点碳与指数关系图

图2 钢中m(Mn)/m(Si)与指数关系图
2.3 拉坯速度
对于定径水口拉速控制工艺,拉坯速度越高意味中间包液面越高,夹杂物在中间罐内停留时间长,容易排除。统计分析得出,当拉坯速度约低于2.90m/min,指数迅速升高,可浇性变差,如下页图3所示。
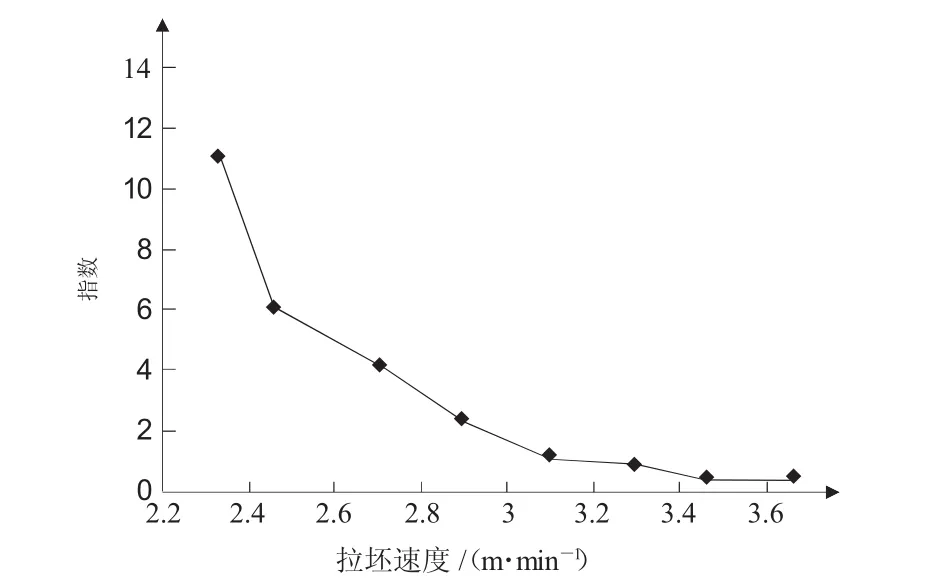
图3 拉坯速度与指数关系图
2.4 拉坯速度波动
连铸机拉坯速度波动越大,说明中间包液面及流场稳定性越差,对夹杂物的排除不利。统计分析得出,指数随着拉坯速度波动的降低即浇注稳定性的提高而减小,可浇性有所改善,且在负偏差时斜率绝对值大,即下炉拉速突然增加更容易影响普碳钢的可浇性,如图4所示。

图4 拉坯速度与指数关系图
2.5 浇注温度
钢水浇注温度越高,钢水黏度越低,流动性越好,有利于夹杂物的上浮,反之不利于排除[1]。统计得出,在浇注温度较低时(约低于1 532℃),指数明显升高,正常浇注温度条件下影响不大,如图5所示。
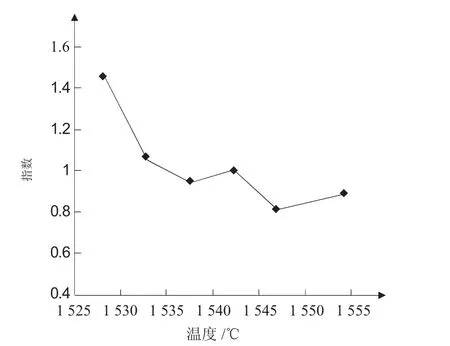
图5 浇注温度与指数关系图
3 普碳钢生产工艺制度的优化
3.1 冶炼成分控制
根据以上数据的统计分析结果,优化设计普碳钢冶炼成分及钢中 m(Mn)/m(Si)控制标准,见表 1。
3.2 冶炼终点控制
为控制终点钢中氧含量,控制出钢终点碳小于0.08%,当出钢终点碳每降低0.01%脱氧剂补加量增加0.17 kg/t。同时为满足连铸浇注温度要求,控制转炉终点出钢温度为1 635~1 665℃。
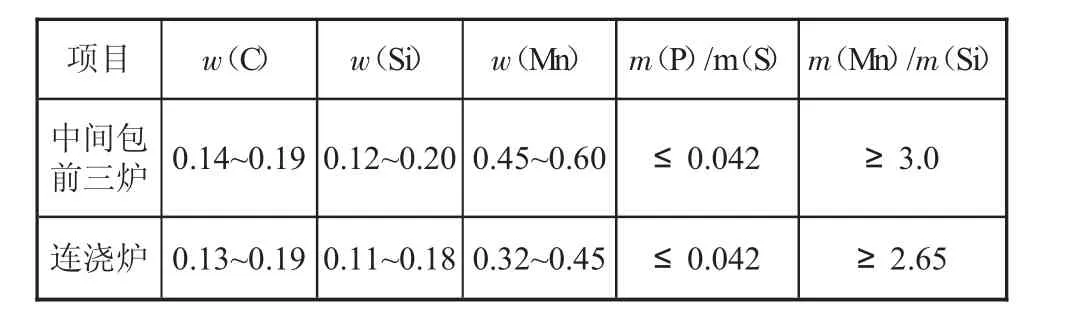
表1 普碳钢冶炼成分及钢中m(Mn)/m(Si)控制标准 %
3.3 连铸浇注工艺控制
为发挥连铸中间包冶金工艺功能,中间包液面控制必须大于600 mm,最低液面不低于450 mm,连铸机拉坯速度不小于3.2 m/min,炉与炉拉速波动控制在±0.2 m/min,浇注温度控制在1 530~1 550℃[2]。
4 应用效果
通过对普碳钢生产过程中关键工艺控制参数的优化,普碳钢可浇性得到了很好的改善。其中,m(Mn)/m(Si)不合比率由优化前的0.66%降低到0.32%,转炉出钢终点碳质量分数由优化前的0.072%,降低到0.086%。浇注过程的稳定性明显提高,合格率由优化前的88.71%提高到96.17%,平均拉坯速度由3.27m/min提高到3.56 m/min。漏钢事故率由0.51%降低到0.01%,事故回炉由0.09%降低到0。
5 结论
1)通过优化普碳钢生产过程关键工艺控制参数,普碳钢可浇性得到了很好的改善,漏钢事故率和生产事故回炉大幅降低。
2)统计分析得出,出钢终点碳对普碳钢可浇性差有影响,指数随出钢终点碳含量的升高而降低,说明在较低的出钢终点碳时,钢水脱氧不足钢中氧含量高。
3)钢中 m(Mn)/m(Si)和拉坯速度对普碳碳可浇性影响较大,当钢中 m(Mn)/m(Si)在 2.60 以下时或拉坯速度低于2.90 m/min时,指数随着钢中m(Mn)/m(Si)和拉坯速度的降低骤然升高。
4)拉坯速度波动在低于-0.20 m/min或大于0.20 m/min,对指数有影响,且负偏差时斜率绝对值更大即影响更大。
5)钢水浇注温度只有在低于1 532℃时,指数才明显增加,正常浇注温度影响不大。
[1] 孙毅杰,刘晓峰,高祝兵,等.钢水可浇性引起连铸机非计划断浇原因分析[J],四川冶金,2010,32(6):38-42.
[2] 茅洪样,胡东艳.连铸过程中水口堵塞机理及其预防对策[J].武汉科技大学学报(自然科学版),2000,23(2):1 117.
(编辑:苗运平)
Analysis of Factor Influencingthe Casting of Carbon-steel and Practice
Zhu Jiheng,Zhang Taisheng
(Anyang Iron&Steel Co.,Ltd.,Anyang Henan 455000)
Based on the data analysis of key process control parameters in each process ofsteelmaking of carbon-steel production,the main factors influencing the casting of carbon-steel and the critical point are found out.According to the essential factors,effective technological system is formulated and optimizedwith significant improvement.
carbon-steel,casting,analysis
TG250.3
A
1672-1152(2017)04-0081-03
10.16525/j.cnki.cn14-1167/tf.2017.04.31
2017-07-25
朱继衡(1976—),男,河南安阳人,1997毕业于辽宁科技大学钢铁冶金专业,工程师。
第二作者简介:张太生(1971—),毕业于鞍山科技大学材料工程专业,研究方向:质量管控与品种创效,高级工程师。
猜你喜欢
飞控与探测(2022年6期)2022-03-20
力学学报(2020年4期)2020-08-11
山东冶金(2019年6期)2020-01-06
山东冶金(2019年2期)2019-05-11
西南石油大学学报(自然科学版)(2018年4期)2018-08-02
黑龙江电力(2017年1期)2017-05-17
当代工人(2016年11期)2016-07-19
安徽冶金科技职业学院学报(2015年3期)2015-12-02
焊接(2015年2期)2015-07-18
装备环境工程(2015年4期)2015-02-28
