退火炉炉辊的中心轴线检测与分析
2017-09-22 05:42:10毕继鑫魏玉明
地理空间信息 2017年9期
毕继鑫,陈 刚,张 松,魏玉明,王 涛
(1.河海大学 地球科学与工程学院,江苏 南京 211100;2.郑州测绘学校,河南 郑州 450000;3.山东港湾建设集团有限公司,山东 日照 276800;4.兰州理工大学 土木工程学院,甘肃 兰州 730050)
退火炉炉辊的中心轴线检测与分析
毕继鑫1,陈 刚2,张 松3,魏玉明4,王 涛1
(1.河海大学 地球科学与工程学院,江苏 南京 211100;2.郑州测绘学校,河南 郑州 450000;3.山东港湾建设集团有限公司,山东 日照 276800;4.兰州理工大学 土木工程学院,甘肃 兰州 730050)
针对冷轧钢厂退火炉炉辊的中心轴线检测问题,提出了一种轴线偏移量的精密检测方法。该方法选取智能全站仪作为测量工具进行数据采集,以最小二乘准则为测量数据处理方法,并根据空间向量拟合空间圆算法直接获取炉辊两端圆面圆心的坐标,最终完成炉辊的中心轴线偏移量计算,为解决冷轧钢厂炉辊的轴线检测问题提供了参考。
退火炉;炉辊轴线;偏移量;空间圆
冷轧钢厂的退火炉生产线是一个依序完成带钢清洗﹑退火﹑平整﹑表面检测﹑涂油﹑重卷和剪切等多个工艺的生产机组[1-2]。带钢在降温处理时牵拉无动力的炉辊转动会产生较大的应力,长期使用容易导致炉辊中心轴线的磨损和形变,表现为中心轴线不在同一平面,严重影响机组的产量﹑质量和效率。因此,测量人员需对中心轴线的倾斜度做定期检测,避免中心轴线倾斜过大给生产线的稳定运行带来隐患。本文以北京首钢冷轧钢厂退火炉炉辊为例,分析了根据少量采集数据解决炉辊中心轴线检测问题的方法。
1 数据采集
在建立冷轧钢厂厂房之初,测量人员先在厂房内布置了两个高级控制点,然后在控制点的一侧沿着与两控制点连线严格平行的方向安装退火炉炉辊。为了精确检测冷轧钢厂炉辊中心轴线的偏移量,笔者首先在炉辊两端圆面上粘贴靶标(图1);然后假定首端控制点的三维坐标,并根据首末两端控制点的已知坐标反算其水平距离,将其附加在首端控制点的X方向上,得到末端控制点的三维坐标,以此建立测量坐标系;最后采用自由设站法[3]分别在炉辊两端圆面的正前方安置自动全站仪Leica TM30(标称精度:0.5",1 mm+1ppm),并按逆时针方向(图 2)转动炉辊,同时采用三维坐标法观测粘贴在炉辊上的靶标。由于测量时间有限,测量环境阴暗﹑狭窄,故两端圆面分别观测3个点作为拟合圆面的数据,观测数据见表1。
对采集的数据进行处理,计算过程分为3步:① 根据炉辊两端圆面的测量轨迹求解两端圆面的圆心坐标;②根据已求解的圆心坐标,计算炉辊的中心轴线方程;③计算炉辊的中心轴线偏移量。

图1 炉辊中的靶标安放位置

图2 炉辊及其转动方向
2 炉辊侧端圆面圆心坐标的解算
2.1 炉辊侧端平面拟合
设在炉辊侧端圆面的标靶上观测了n个点,其坐标为(xi, yi, zi),将炉辊侧端圆面所在的空间平面方程设为:


表1 炉辊两端圆面观测数据表
式中,a﹑b﹑c﹑d是线性相关的。方程两边同时乘以一个非零的比例系数,将d化为1,所得方程依然表示该空间平面,即

采用最小二乘法[4]拟合该空间平面,误差方程为:

其中,
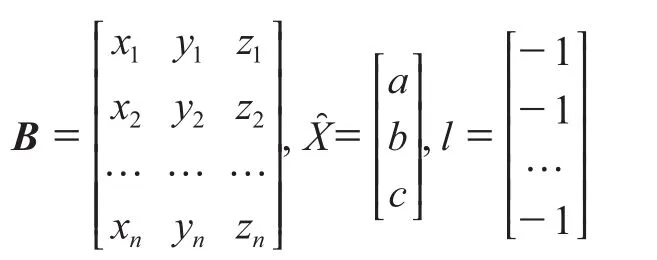
由于是同精度独立观测,所以将权阵P设为单位阵,根据最小二乘准则VTPT=min[5],通过式(4)求取参数值,即

将计算得到的参数值代入式(2)可拟合出炉辊侧端圆面所在的空间平面方程。
2.2 炉辊侧端圆面拟合
设P1﹑P2为位于炉辊侧端圆面标靶上的观测点,其坐标分别为(x1, y1, z1)和(x2, y2, z2)。P0(x0, y0, z0)为炉辊侧端圆面圆心,P12为P1与P2连线的中心点,根据空间解析几何理论[6],向量P1P2与向量P0P12相互垂直,即

整理可得到中垂面方程为:

其中,x12=x2-x1;y12=y2-y1;z12=z2-z1当标靶上观测点数目为n时,可列n-1 个线性无关的中垂面方程。由于圆心P0同时位于§2.1所拟合的空间平面与本节所拟合的空间圆面上,故结合求取的空间平面系数可列出误差方程为:

其中,
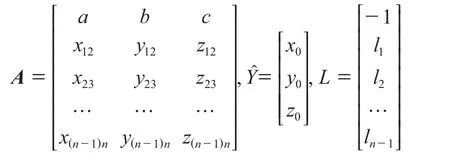
在定权时,设各中垂面的权值为1,由于空间平面是由不在一条直线上的3个点构成,即空间平面是由Cn3个平面拟合而成的最优平面,所以此时空间平面的权值为Cn3[7]。根据最小二乘准则VTPT=min,通过式(8)可求取圆心坐标参数值。

按上述方法求解的退火炉炉辊侧端圆面圆心坐标如表2所示。
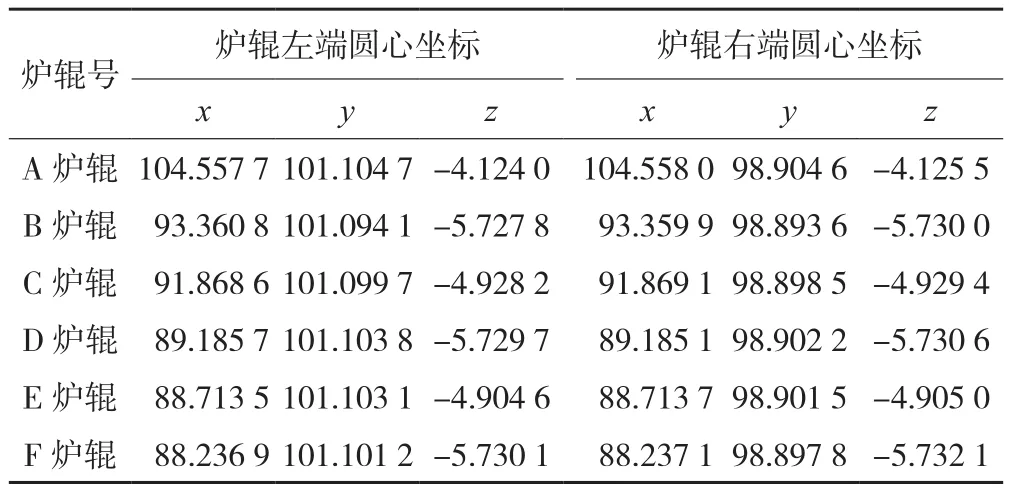
表2 退火炉炉辊的空间圆心坐标
3 炉辊中心轴线偏移量的解算
根据所求得的炉辊两端圆面的圆心坐标就可计算炉辊中心轴线的直线方程和方向向量,但退火炉轴线检测的主要目的是确定炉辊中心轴线的变形量,因此可以过左端且平行于Z=0的平面为参考平面,按式(9)计算右端的形变量,该形变量即为轴线的偏移量。
计算得到的炉辊中心轴线偏移量如表3所示,其中ΔX﹑ΔZ为炉辊轴线与参考平面的偏移量。由于炉辊直线几乎与参考平面平行,因此ΔY可认为是炉辊的长度。
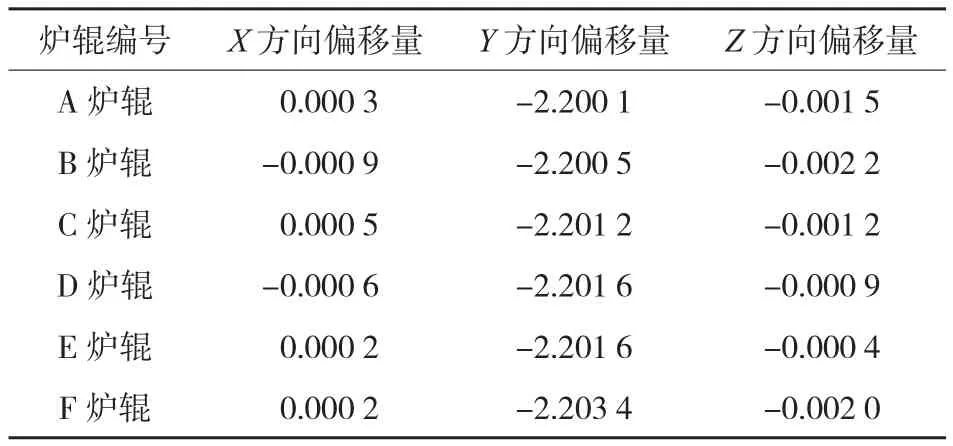
表3 退火炉炉辊中心轴线的偏移量/ m
根据退火炉炉辊中心轴线的偏移量(表3)可得到以下结论:
1)由X﹑Z方向的偏移量可知,炉辊中心轴线的形变量较小,所有炉辊在X方向的偏移量都在亚mm级,在Z方向的偏移量都在2.2 mm以内。
2)Y方向的偏移量表示退火炉炉辊的长度,数据差别较大,主要原因是观测炉辊侧端圆面时所选用的靶标不同(不同的靶标有不同的公差),因此不能作为评定测量结果精度的指标。
4 结 语
退火炉炉辊是冷轧钢厂的重要生产设备,炉辊中心轴线的偏移将影响冷轧薄板的质量,从而影响冷轧钢厂的生产效益,因此本文研究了退火炉炉辊中心轴线的精密检测方法。该方法通过空间向量拟合空间圆直接获取炉辊两端圆面的圆心坐标,进而完成对炉辊中心轴线偏移量的计算,检测与计算结果可为炉辊的调试提供可靠的依据。该方法也可为同类形状设备的中心轴线检测提供参考。
[1] 刘艳红.连续退火生产线带钢稳定通板技术研究[D].上海:上海交通大学,2010
[2] 邱碧涛.连续退火炉炉辊控制系统开发与应用[J].装备制造技术,2016(8):119-122
[3] 崔有祯,李亚静.徕卡TM30测量机器人三维测量在基坑边坡监测中的应用[J].测绘通报,2013(3):75-77
[4] 刘大杰,陶本藻.实用测量数据处理方法[M].北京:测绘出版社,2000:43
[5] 李思清.最小二乘准则原理在测量工程中的应用[J].矿山测量,2013,41(1):82-83
[6] 王敬庚.空间解析几何[M].北京:北京师范大学出版社,2004:177
[7] 潘国荣,李怀锋.基于空间向量的空间圆形拟合检测新方法[J].大地测量与地球动力学,2010,30(4):106-108
P258
B
1672-4623(2017)09-0105-03

10.3969/j.issn.1672-4623.2017.09.032
2016-12-22。
项目来源:国家自然科学基金资助项目(41374028);甘肃省科技计划资助项目(1508RJZA094);甘肃省建设科技攻关资助项目。
毕继鑫,硕士研究生,研究方向为精密工程测量。
猜你喜欢
福建中学数学(2023年5期)2024-01-25 17:41:36
地理空间信息(2022年3期)2022-04-01 14:16:14
昆钢科技(2021年1期)2021-04-13 07:55:06
中等数学(2018年1期)2018-08-01 06:41:04
电子测试(2018年10期)2018-06-26 05:54:10
制造技术与机床(2017年7期)2018-01-19 02:29:53
测绘工程(2017年3期)2017-12-22 03:24:50
党建文汇·上(2014年9期)2014-10-31 00:22:03
河南科技(2014年7期)2014-02-27 14:11:19
电视技术(2012年4期)2012-06-25 03:31:32