柠条颗粒饲料压制机的分析与研究
2017-09-19 06:38陈海林刘春生王小阳
农产品加工 2017年16期
陈海林,刘春生,王小阳
(山西省农业机械化科学研究院,山西太原030031)
柠条颗粒饲料压制机的分析与研究
陈海林,刘春生,王小阳
(山西省农业机械化科学研究院,山西太原030031)
通过介绍柠条颗粒机的技术参数和技术特点,以及主要工作原理和工作部件,分析影响制粒的主要因素和控制方法,优化柠条颗粒压制机的设计性能、自动化程度等,为柠条颗粒饲料机械的进一步研究提供了理论依据。
柠条颗粒饲料压制机;给料;调质;自动控制
0 引言
柠条又叫白柠条,根系发达、枝叶繁茂,具有保持水土、涵养水源和美化环境的作用,在我国“三北”地区自然分布和人工栽培的柠条已达到数百万公顷[1]。因柠条的生物特性,每3~5年必须平茬1次[2],经实地平茬试验,高度在1.0~1.5 m的柠条林平茬亩产达到900 kg左右,产量非常可观。
柠条枝叶的营养价值较高,柠条从开花至结实期,鲜叶、嫩枝含粗蛋白质22~48 g/kg,粗脂肪4.98 g/kg。柠条开花期每1 kg风干枝叶所含的可消化粗蛋白相当于2.67 kg玉米、0.88 kg豌豆或0.64 kg大豆所含的可消化粗蛋白[1]。但由于柠条含有鞣酸及挥发性化学物质,鲜草有特别重的苦味,适口性比较差;并且柠条复叶尖及叶基部有小刺,茎秆木质素含量高,比较坚硬,不经过加工牛羊采食率很低[3]。
针对柠条的生物和物理特性,柠条枝叶作为良好的饲用植物,可加工成柠条草粉与其他饲料配合成全日粮饲料,还可配上适宜的饲料添加剂,调制成精饲料或压制成颗粒饲料,进行综合利用。因此,就柠条饲料加工过程中的关键设备——柠条颗粒压
制机进行分析与研究。
1 主要技术参数与技术特点
颗粒压制成型一直是饲料生产过程中非常重要的一道工序,对饲料产品的品质和生产成本起着决定性作用[4]。此柠条颗粒饲料压制机是山西省农机院与山西信成源科技有限公司合作,通过对已有秸秆加工技术、加工机械进行大量的对比试验,然后集成创新,开发出适合山西省柠条饲料生产的新型柠条颗粒饲料压制机。
柠条颗粒饲料专用压制机外观见图1。
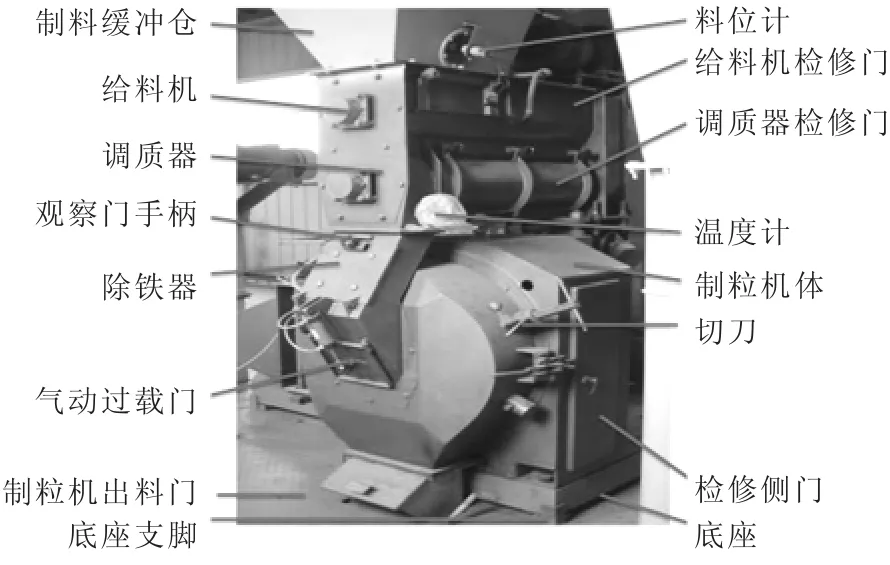
图1 柠条颗粒饲料专用压制机外观
1.1 主要技术参数
主电机功率55 kW,生产率1 t/h,环模内直径350 mm,环模宽度100 mm,压辊直径171 mm,工作宽度100 mm,给料器功率1.1 kW,调质器功率4 kW,环模孔径3~20 mm,环模工作温度≤90℃,热蒸汽压力0.30~0.6 MPa。
1.2 主要技术特点
柠条颗粒饲料压制机的主要技术特点如下:①通过单电机V带传动,传动比合理、驱动扭矩大、运转平稳、噪声较低;②可选配3~20 mm孔径的环模;③通过电磁调速电机控制给料电机转速,另外还配有过载保护;④生产过程通过PLC可编程系统实行自动控制。
2 主要工作原理及工作部件
2.1 工作原理
柠条颗粒饲料压制机主要工作部件分为给料器、调质器、颗粒机主机、环模与压辊、电器及自动控制系统等5个部分。压制机工作时,经粉碎机粉碎合格的柠条草粉,从待制粒仓通过电给料器搅龙的推动作用,把适量的物料均匀送入调质器里;进入调质器的物料与热蒸汽混合并调质;调质后的物料温度控制在65~90℃,物料湿度14%~18%时就可进入制粒室制粒;制粒完成后,成品柠条颗粒通过出料门进入料仓。
2.2 主要工作部件
2.2.1 给料器
给料器包括电磁调速电机、配套传动装置、给料搅龙等。由调速器调整减速电机的转速,使给料搅龙在0~140 r/min的转速内搅动,将柠条粉物料流均匀地送入调质器内进行调质处理。
2.2.2 调质器
调质器包括减速电机、不锈钢壳体、不锈钢主轴、不锈钢桨叶、热蒸汽入口等。调质器的功能主要是使柠条粉物料与热蒸汽等充分混合均匀,将物料温度、湿度控制在制粒所要求的工艺范围内。蒸汽系统要保证热蒸汽的压力要求,为0.2~0.4 MPa,须配置1 t以上的蒸汽锅炉。进入调质器的蒸汽与柠条草粉充分接触,草粉含水率达到15%~18%,温度达60~90℃时,就可进行柠条颗粒的压制;冷凝水应由蒸汽系统管路排出,不得留在调质器内[2]。
颗粒压制机给料器、调质器见图2。
2.2.3 颗粒压制机主机
颗粒压制机主机包括机架、功率55 kW主电机、主轴、环模系统、压辊系统、机门系统、润滑系统、导流刮刀、切断刀等。
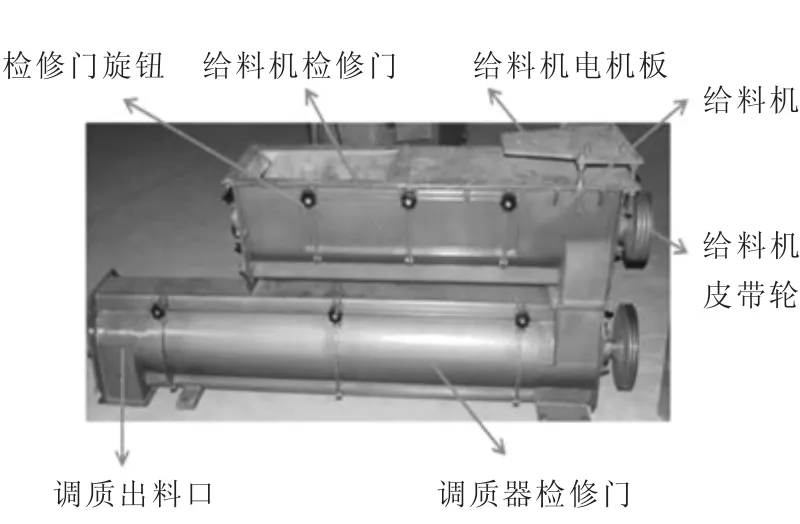
图2 颗粒压制机给料器、调质器
压制机工作时,将调质好含水率≤18%的柠条物料,从调质器通过门系导料口均匀地送入制粒室中,刮刀推动物料进入压制区,通过高速运转的环模、压辊将物料源源不断地挤压到环模孔内成型,然后在切断刀的作用下制成长度均匀的圆柱体颗粒。
2.2.4 环模与压辊
目前,颗粒饲料成型设备大多采用环模式颗粒压制机,靠环模与压辊将粉状物料挤压出环模孔制成颗粒。环模孔尺寸精度、光洁度要求高,要求用高铬合金钢锻制而成,机加工后还要进行真空热处理;环模厚度、环模孔径可根据用户要求选定,该机可配直径3~20 mm多种孔径和厚度的环模。
环模出料见图3。
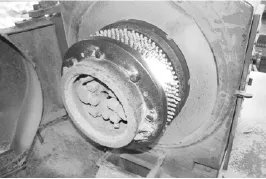
图3 环模出料
2.2.5 电器及自动控制系统
制粒系统的核心是通过电器自动控制系统,来保证颗粒压制机在工作时间内稳定运转。
(1)制粒机调质温度的自动控制。调质温度控制是制粒中非常重要的参数,为了避免人工调节温度的缺陷,特开发出了柠条颗粒压制机调质温度自动控制技术装置。操作人员首先在触摸屏中设定某批饲料所要求的调质温度数据,制粒过程开始后,由温度传感器不断地把饲料调质温度变化引起的电流变化信号传输到PLC控制中心,PLC再把电流信号转化为温度信号和之前所设定的温度数据比较,根据比较结果来决定蒸汽调节阀开启的大小,直到控制温度达到设定值为止,此次调质温度自动调节完成。应用该调质温度自动控制技术,可使调质温度范围控制在±5℃之内,达到了生产的要求,制出的颗粒均匀,且大大减轻了操作人员的劳动强度。
(2)制粒机给料速度的自动控制。给料速度自动控制技术主要是为了保证制粒机工作电流的稳定性,从而保证制粒机正常生产,防止堵死导致停机。主要工作原理如下:采用变频器控制给料器电机转速,给料器电机转速变化引起的电流变化,在电控中心通过PLC控制,因物料在制粒前要进入调质器进行调质处理,调质后进入制粒室需要一定时间,给料电机转速的变化引起主电机电流的变化会有一个时间间隔,通过PLC可编程控制技术,可以保证柠条颗粒机工作电流的稳定性。
(3)制粒机旁通门卸荷机构的自动控制技术。制粒机旁通门卸荷机构的控制技术原理如下:在制粒过程中,一旦有堵机现象出现,控制中心就会检测到实际电流超过电流正常设定值,会传给旁通门上控制气缸开闭的电磁阀一个打开信号,直至旁通门打开卸出堵料后,电流随之下降,旁通门电磁阀会收到一个关闭信号并自动关闭,机器进入正常生产状态。此自动控制技术可避免柠条颗粒饲料压制机随时出现的堵机现象,减少了操作人员停机卸荷的工作量,提高了生产效率。
3 压制机制粒的影响因素分析
3.1 物料成分及添加剂的影响
柠条颗粒饲料的生产需要在原材料中添加适量的蛋白质、淀粉等辅助材料,目的是要增加饲料的营养成分和动物的适口性。饲料的添加成分是决定颗粒成型的主要因素,蛋白质颗料在成型过程中受力后容易变性塑化,有利于颗粒的成型。纤维素含量的高低是植物细胞所需机械压力的重要指标,决定着颗粒成型压力的大小。柠条纤维素含量是玉米稻秆纤维素含量的2.6倍,可见柠条颗粒的成型比稻秆成型对压力的要求更大,柠条颗粒的成型对模具的要求也更高[5]。
3.2 物料含水率对制粒的影响
在颗粒通过环模孔挤出成型过程中,水分能够在成型颗粒表面形成水膜,减少颗粒与环模孔壁摩擦阻力,有利于物料通过环模孔。但如果物料含水率太高,一方面容易使物料打滑,不利于颗粒的成型;另一方面,颗粒与环模孔壁摩擦生热造成大量水蒸气迅速蒸发,引起成型颗粒表面裂缝。但物料含水率如果偏低,会影响水分对柠条木素的软化、塑化作用,影响颗粒成型。因此,物料含水率是否达到要求,对于成型颗粒的产量和品质都有显著影响。为了保证柠条颗粒饲料的品质,物料水分应15%~20%为宜,颗粒最终水分应不高于12.5%,更不能超过13%,否则容易引起颗粒发霉变质[6]。
3.3 物料粒度的影响
柠条物料的粒度分为粗粒、中粒和细粒。一般情况,粒度小于3 mm的物料更容易与蒸汽充分接触并发生反应,所以中粒和细粒都具有很好的成型能力,也能保证成型颗粒的品质。而粗粒不易与水蒸气充分反应,颗粒之间比较松散,不易成型。颗粒饲料的直径通常为4~6 mm,该机生产率为1 t/h,环模孔径为10 mm,经试验研究应选用粉碎物料介于2.0~2.5 mm的中粒或小于2 mm的细粒。
3.4 调质器喂入量的影响
喂入量的影响主要是指物料喂入的多少影响着物料与成型室壁接触的面积大小,喂入量越大,物料与成型室内壁接触面积就大,摩擦力就越大,成型颗粒的密度就越大,达到极限就会堵塞模孔,影响出料;反之,喂入量太小,成型颗粒密度小,容易碎裂,并且影响生产率。所以该压制机经多次试验改进,设计了低速、单筋主动破拱装置,保证了给料器物料的不间断喂入,同时给料器采用变频电机,采用PLC控制技术调节给料速度,保证了正常的物料喂入量。
3.5 物料温度的影响
物料对温度的要求主要体现在温度高低决定物料中木素的软化程度,温度越高越有利于木素软化,便于颗粒成型的塑性变形;温度太低,木素达不到软化塑性变形的条件,不利于柠条颗粒的成型。
3.6 颗粒成型压力的影响
成型压力影响主要表现在压力大小与颗粒的密度和硬度成正比,即压力越大,成型颗粒的密度和硬度越大。经多次试验并参考相关数据,柠条颗粒饲料的成型压力为4 kN,成型效果较为理想又不影响动物适口性。
3.7 环模参数的影响
3.7.1 模辊间隙
模辊间隙一般控制在0.05~0.30 mm[5],模辊间隙过大时,会减小压辊对柠条物料的挤压力,降低物料的挤出率,物料容易堆积在成型室内,不利于被压入模孔,导致模孔堵塞或死机;如果模辊间隙太小,就必须减少物料的喂入量,这样会降低机器的生产率、增大摩擦阻力,增加成型设备的能耗。
3.7.2 环模厚度
环模越厚,压制出的颗粒密度越高、粒度越硬。一般通过改变环模模孔有效长度,来获得不同密度和硬度的颗粒。
3.7.3 模孔压缩比
一般用压缩比来衡量模孔的工作参数,环模的压缩比为模孔直径与模孔有效长度之比。模孔的压缩比决定颗粒成品的品质和产量,压缩比越小说明模孔有效长度越长,颗粒成型过程中产生的阻力就越大,挤出的颗粒密度越大,硬度也越高,相应的机器能耗越大,产量也越小,容易堵死。所以对于粗纤维物料,为了保证颗粒能正常出料,且获得较高的成型率,压缩比一般为1∶5~1∶8[7]。
3.7.4 模孔开孔率
环模孔径确定之后,开孔率的大小决定成型颗粒的出料率,但也不能为了提高出料率而一味地减小模孔间距,那样会减弱模板和模孔的强度,容易使它们变形甚至损坏。因此,模孔开孔率要合理安排,才能在提高生产率的同时延长模板寿命。
4 结论
通过对柠条颗粒饲料压制机结构与工作原理的分析,对影响制粒的因素和对影响制粒因素控制的研究,说明经过颗粒饲料的加工过程,提高了动物对颗粒饲料的消化吸收利用率。另外,采用电机软启动装置,改善电机启动条件,自动润滑系统保证机器的正常运行。与物料接触的部分均采用0Cr18NI9全不锈钢制作,保证了设备的耐腐蚀性。过负荷全自动保护、皮带打滑监视、蒸汽电磁阀控制等,使设备操作方便。总之,柠条颗粒饲料压制机的整机设计合理、技术先进、自动化程度高,具有很强的市场竞争力,可以进行广泛推广及生产应用,同时也为以柠条为主饲料的集约化、规模化养殖提供柠条饲料加工技术及关键设备和配套设备的选型,并对柠条颗粒饲料制粒机械的进一步研究提供一定经验借鉴和理论依据。
[1]牛西午.广植柠条恢复植被——关于在我国西北地区大力发展柠条林的建议[J].科技导报,1999(2):60-62.
[2]刘春生,韩葆颖.柠条饲料加工工艺研究[J].农产品加工,2015(11):32-34.
[3]杨海燕,于海良.柠条的饲用价值大有可为[J].今日畜牧兽医,2007(12):61-62.
[4]王敏.颗粒饲料压制机模辊间隙的探讨[J].江西饲料,2006(1):24-26.
[5]任鹏华,郭玉明,郑德聪,等.柠条颗粒成型加工影响因素比较分析[J].农机化研究,2013(11):49-51.
[6]赵晓芳.颗粒饲料水分的综合控制措施[J].广东饲料,2008(11):31-32.
[7]刘徽.环模压块机压缩室设计[J].农业装备技术,2006(6):32-33.◇
Analysis and Research of Caragana Pellet Feed Press
CHEN Hailin,LIU Chunsheng,WANG Xiaoyang
(Shanxi Academy of Agricultural Mechanization,Taiyuan,Shanxi 030031,China)
This paper introduces the technical parameters and technical characteristics of Caragana pellet machine,working principle and main parts.Analyzes the main factors influencing the granulation and control method,the particles press in the design,performance,automation etc,provides some experience and theoretical basis for further research on mechanical Caragana pellet feed.
Caragana pellet feed press;feeding;quenching and tempering;automatic control
S817.12
A
10.16693/j.cnki.1671-9646(X).2017.08.043
1671-9646(2017)08b-0037-04
2017-07-09
新型饲料智能收获和精益制备技术与装备研究(2012AA10A509-03)。
陈海林(1974—),男,本科,工程师,研究方向为农业机械。
猜你喜欢
中南大学学报(自然科学版)(2022年8期)2022-09-21
当代水产(2022年8期)2022-09-20
粮食与饲料工业(2022年2期)2022-04-27
现代农村科技(2021年5期)2021-12-07
乡村科技(2021年16期)2021-10-21
中国煤炭工业(2020年1期)2020-12-28
当代陕西(2019年7期)2019-04-25
中国动物保健(2019年12期)2019-03-24
中国饲料(2018年22期)2018-12-13
中成药(2018年4期)2018-04-26