
水热预处理对樟木屑制备成型燃料行为的影响
2017-09-15 11:25李士伟杨静翎谭梦娇黄忠良李昌珠
林产化学与工业 2017年4期
李士伟, 杨静翎, 李 辉, 谭梦娇, 黄忠良, 李昌珠
(1.湖南省林业科学院,湖南 长沙 410004; 2.南华大学 化学化工学院,湖南 衡阳 421001;3.扶绥县环境保护局,广西 崇左 532199; 4.湖南省环境保护科学研究院,湖南 长沙 410014;5.湖南农业大学 资源环境学院,湖南 长沙 410128)
水热预处理对樟木屑制备成型燃料行为的影响

LI Shiwei
李士伟1,2,3, 杨静翎4, 李 辉1*, 谭梦娇1,5, 黄忠良1, 李昌珠1
(1.湖南省林业科学院,湖南 长沙 410004; 2.南华大学 化学化工学院,湖南 衡阳 421001;3.扶绥县环境保护局,广西 崇左 532199; 4.湖南省环境保护科学研究院,湖南 长沙 410014;5.湖南农业大学 资源环境学院,湖南 长沙 410128)
针对成型燃料制备过程中存在的产品质量不佳问题,在200~260 ℃对樟木(Cinnamomumcamphora(L.)Presl)屑进行水热预处理,并制备成型燃料,考察水热预处理条件对成型能耗和成型燃料品质的影响。结果表明:水热预处理提高了小粒径微粒的含量和成型燃料的梅耶(Meyer)强度,降低了樟木屑的塑性但提高了成型中的挤压能耗和推动能耗。水热预处理显著促进樟木屑中半纤维素的降解,降低了吸水性和挥发分含量,并提高了成型燃料的着火温度和燃烬温度,降低了最大燃烧速率,将综合燃烧特性指数由6.96 mg2/(min2·℃3)降低至1.89~3.44 mg2/(min2·℃3),使成型燃料具有燃烧稳定和使用安全的优点。
木屑;水热预处理;成型燃料;强度;综合燃烧特性指数
林业三剩物(采伐剩余物、造材剩余物和加工剩余物)的处理和利用既是固体废物污染治理的问题,也是资源化利用的需要[1]。林业三剩物是优良的生物质原料,而生物质由于堆积密度较低导致储运成本较高,松散的生物质一般要经过收集、分类、粉碎、烘干和调节含水率等工序预处理后,然后在一定的压缩工艺条件下(如压力、温度和模具尺寸等),使用成型设备将松散的生物质原料压缩为密度较高、具有一定强度的块状或颗粒状燃料[2]。目前,使用环模成型机将木屑制备成颗粒型成型燃料是中南地区规模产业应用中的主要形式。由于木屑原料富含羟基,使得其在跨季节和跨地区的储运中较易吸水而湿度提高。较高的湿度会降低生物质的燃烧温度,也会因燃料的不完全燃烧增加有害气体的释放量,带来严重的环境污染问题。同时,生物质原料来源广泛,主要为秸秆和林业三剩物,这些原料在物理尺寸、能量密度和化学组成等方面存在的显著差异也向生物质的运输、储存和粉碎提出了严峻的挑战[3]。为解决上述问题,通过预处理的办法使生物质原料在利用前均质化是一个可行的潜在途径。水热预处理的主要原料为纤维素含量较高的木本和草本类生物质,生物质经过粉碎后与水按一定比例混合,在温度150~280 ℃,压力1 400~27 600 kPa条件下反应数分钟即可[4],反应所需要的温度、压力和时间均低于常规的水热液化和气化,因此水热预处理对设备耐压能力和抗腐蚀能力要求较低,产品生产周期也短[5]。本研究以木材厂废弃的樟木屑为原料进行水热预处理,并将固相产物制备为成型燃料,考察了水热预处理对成型能耗和成型燃料品质的影响规律,以期为废弃生物质的水热预处理技术和生物质成型技术的综合应用提供参考。
1 材料和方法
1.1 材料及仪器
樟木(Cinnamomumcamphora(L.) Presl)屑,收集于湖南省长沙市市郊,粒径≤840 μm,于40 ℃下干燥48 h,置于密封干燥器中储存,备用。
4560型高压反应釜,美国Parr公司;KLC-10型万能试验机,济南恒瑞金试验机有限公司;Fibertec 2010型全自动纤维分析系统,瑞典FOSS公司;EA3028-HT型元素分析仪,意大利EuroVector公司;IS5型傅里叶变换红外光谱仪,美国Thermo-Fisher Nicolet公司。
1.2 成型燃料的制备
1.2.1 水热预处理 樟木屑的水热预处理在500 mL高压反应釜中进行。每次称取30 g樟木屑放置于500 mL烧杯内,加入200 mL去离子水,搅拌均匀,使木屑溶胀12 h。将溶胀后的木屑与水的混合物转移至容积为500 mL的反应容器内,并使用100 mL去离子水清洗玻璃杯内壁和玻璃棒,清洗液全部转移至反应容器内。设置反应釜目标温度分别为200、220、240和260 ℃,内置搅拌器转速(138±1)r/min。待反应釜内温度升高至目标温度后,停留10 min。固液相经抽滤分离,固相于40 ℃烘箱内干燥48 h,由研钵内捣为粉末状,105 ℃下烘24 h备用。
1.2.2 制备成型燃料 成型试验前,将木屑原料的含水率调节至15%,并转移至塑料瓶中密封,在 4 ℃ 冰箱内放置48 h。成型试验在单颗粒燃料成型试验机(由KLC-10型万能试验机改装)中进行,成型温度为150 ℃,压力4.5 kN。称取(0.8±0.002)g物料移入模具内,运行挤压阶段程序:压杆以 8 mm/min 匀速向下运行,当压杆压力达到0.5 kN时改为以4 mm/min匀速向下移动,至压杆压力达最大设定值4.5 kN时,保持30 s,压杆停止移动,保存同步记录的压杆压力-位移数据。抽出模具下面的钢垫,运行推动阶段程序:压杆以2 mm/min匀速向下移动,当位移达到5 mm时压杆停止移动,保存同步记录的压杆压力-位移数据。每一试验设7个重复。
1.3 成型燃料的性能测定
1.3.1 直径、长度和密度 成型燃料自然冷却5 min,使用游标卡尺在成型燃料柱体上任意选取3个不同的位置测量颗粒的直径(D),采用相同的方法测量颗粒的长度(L)。使用筛分法对经水热处理制备的木屑原料进行粒径分析。泰勒标准筛网的规格有5种(710、420、250、180和150 m),筛网按孔径大小由大到小的顺序依次叠放在一起,最后一层为底盘。试验操作步骤为:称取约10 g样品放于710 m清洁干燥的筛网内;将层叠的筛网放于振动筛夹具之间固定好;筛分时间设定为10 min,启动振动筛;取出层叠筛网,并称量各层筛网截留的样品质量。
成型燃料被推出模具并在室温下冷却5 min后,测量颗粒状成型燃料的长度(L1)和直径(D2),称其质量(m),试验重复3次。成型燃料密度的计算公式如下:
(1)
式中:ρ—成型燃料密度,kg/m3;m—成型燃料质量,kg;D1—成型燃料直径,m;L1—成型燃料长度,m。
1.3.2 梅耶(Meyer)强度 参考文献[3,6]对成型燃料挤压阶段和推动阶段的能耗、Meyer强度和吸水性能等进行表征。
1.3.3 燃烧性能分析 热重分析样品8~10 mg。空气气氛,流速为150 mL/min。程序升温:30~105 ℃,升温速率为10 ℃/min,停留10 min;105~830 ℃,升温速率为15 ℃/min,停留2 min。
样品的综合燃烧特性指数S由式(1)计算[7]:
(1)
式中:S—综合燃烧特性指数,mg2/(min2·℃3);Ti—着火温度,℃;Tend—样品燃烧后期燃烧速率为0.05%/min对应的温度,℃; (dmi/dt)max—最大燃烧速率,mg/min; (dmi/dt)m—由着火至燃烬阶段的平均燃烧速率,mg/min。
木屑和经水热预处理的木屑在105 ℃烘24 h后进行傅里叶变换红外光谱测试。光谱350~8000 cm-1;光谱分辨率优于0.8 cm-1;灵敏度,噪音峰峰值小于1×10-5;波数精度优于0.01 cm-1。试验设置:扫描次数32次;分辨率4 cm-1;数据取点间隔0.482 cm-1;波数范围500~4000 cm-1;分束器为KBr;检测器DTGS-KBr。
高位热值依据GB/T 30727—2014固体生物质燃料发热量测定方法,采用氧弹式量热仪测定,试验重复3次。
2 结果与分析
2.1 原料分析
樟木屑经水热预处理前后的纤维组成、元素组成、工业分析及粒径分布分别见表1~表3。
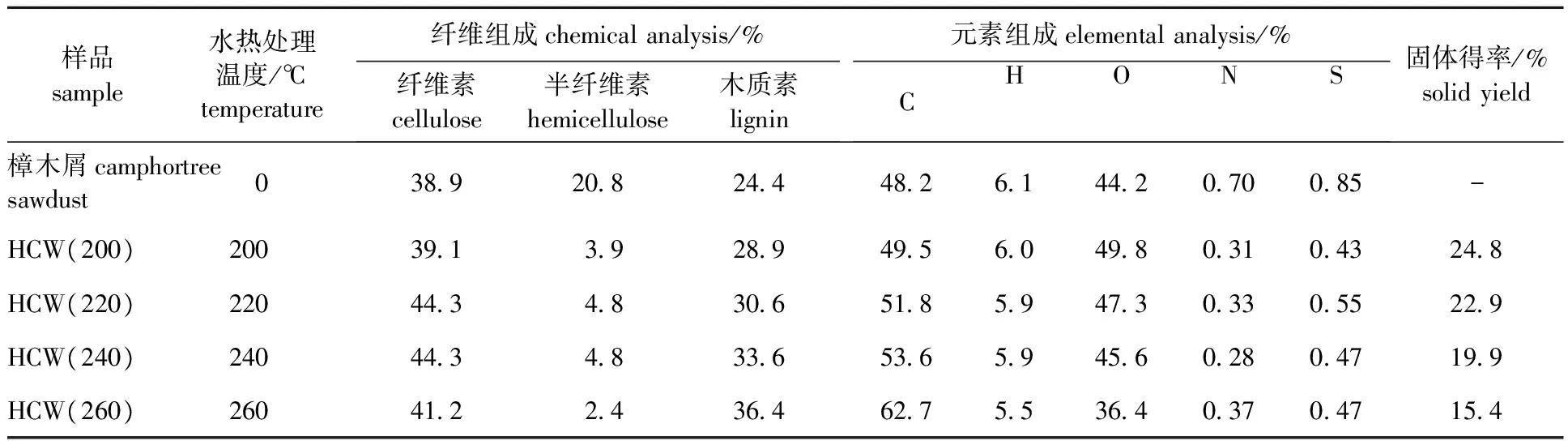
表1 樟木屑的纤维分析、元素分析和收率
在表1中,与未经水热预处理的樟木屑相比,水热预处理樟木屑的半纤维素含量明显降低。糖醛酸是半纤维素的主要成分之一。水热预处理过程中的脱羧基和脱羰基作用促进了糖醛酸的初步降解,降低了樟木屑中半纤维素的含量[3]。樟木屑中纤维成分的降解降低了水热预处理的固相收率。在本研究中,受反应釜结构的限制,反应结束后,反应釜在炉内自然降温,使得实际停留时间延长,降低了反应的固相收率。在今后的研究中,可采用釜体可移动的反应装置,在反应结束后将反应釜移出炉外,促进快速降温,提高固相收率。
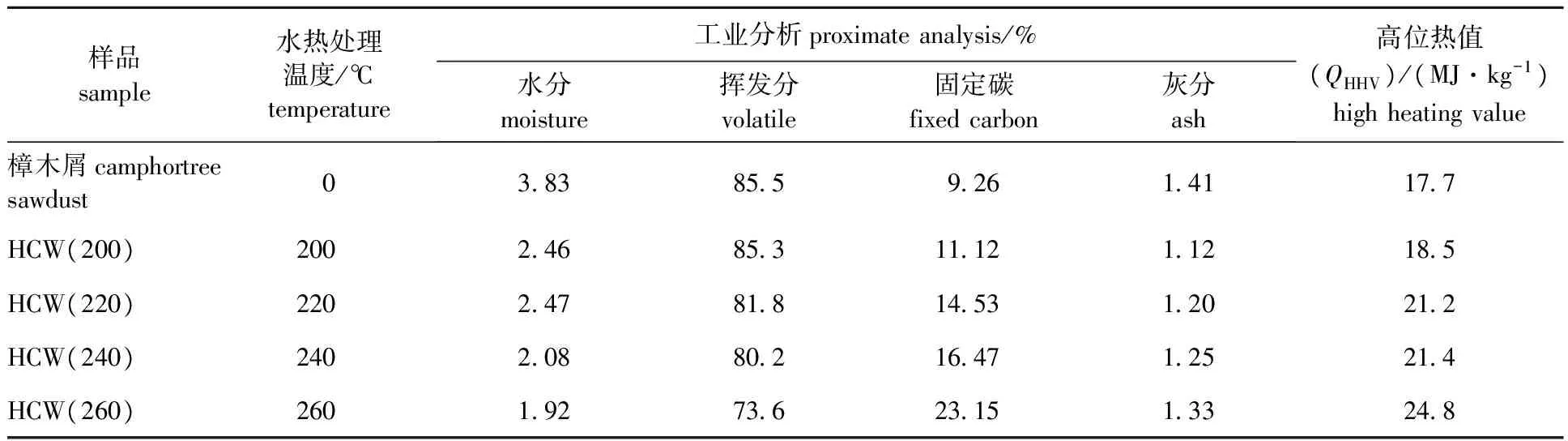
表2 樟木屑的工业分析和高位热值
在表2中,随着水热预处理温度的上升,樟木屑中的挥发分持续降低,而樟木屑的高位热值持续提高。水热预处理降低了木屑中的低沸点成分含量,并通过脱羧基和脱羰基作用降低了木屑中的氧含量,从而降低了挥发分含量,提高了木屑的热值[3]。经过水热预处理,固相产物的热值由17.7 MJ/kg提高至18.5~24.8 MJ/kg,然而,樟木屑固相收率仅为15.4%~24.8%,可能需要改进设备运行方式,缩短冷却时间加以解决。
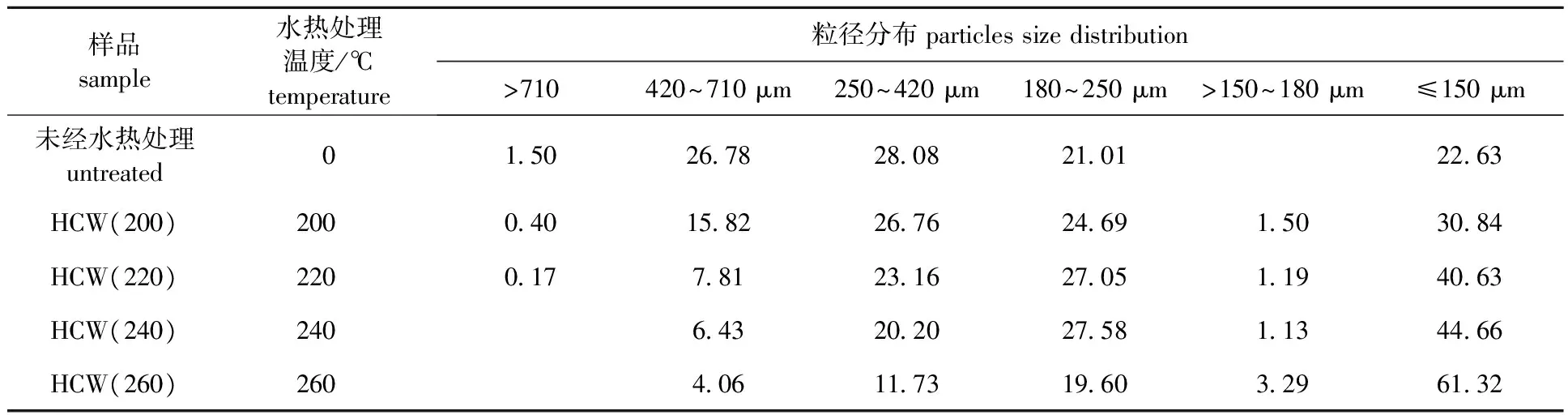
表3 樟木屑微粒的粒径分布
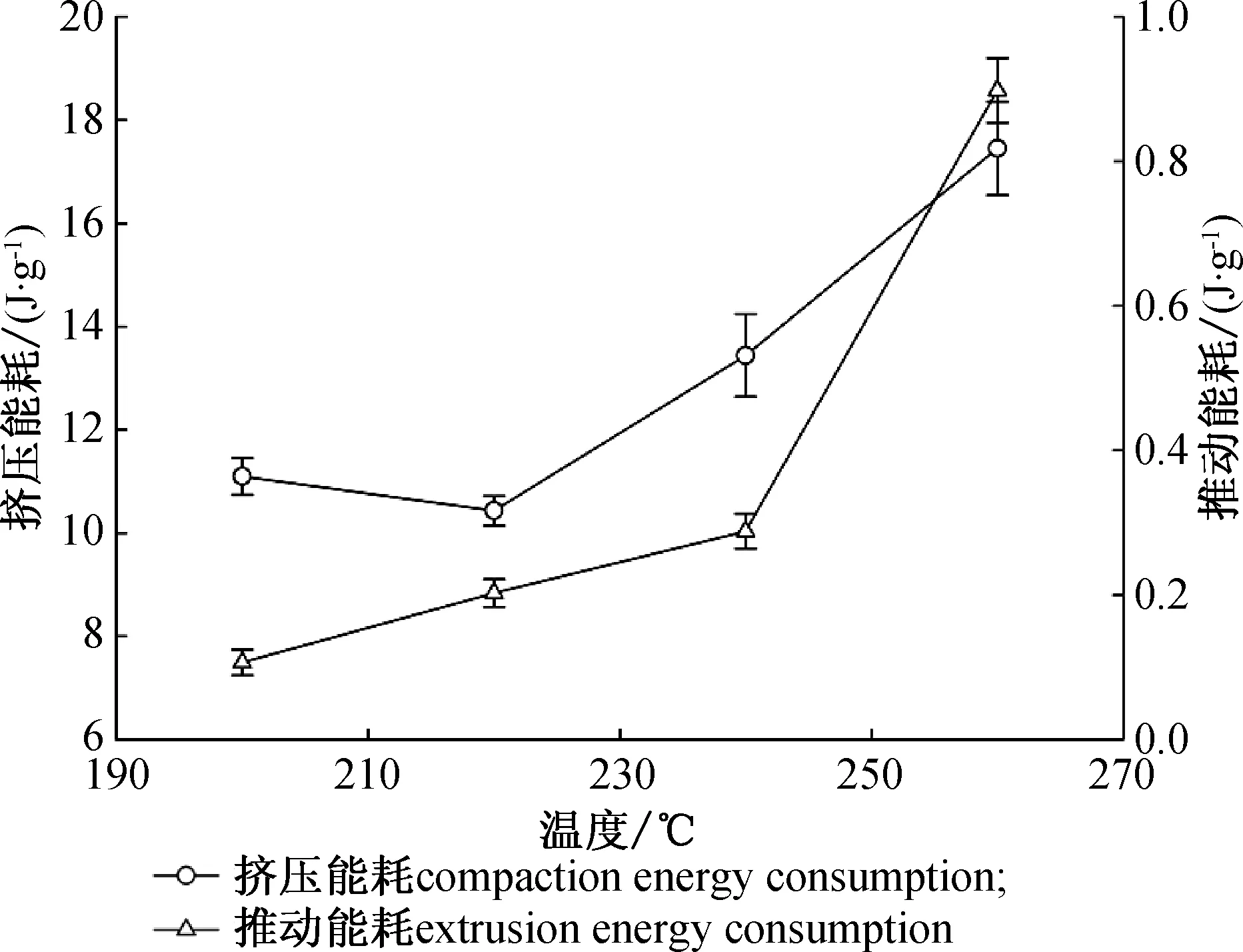
图1 水热预处理温度对挤压能耗和推动能耗的影响Fig.1 Effect of hydrothermal pretreatment temperature
在表3中,樟木屑中大粒径微粒含量随水热处理温度的升高逐渐减低,而小粒径微粒含量则随之提高。水热温度260 ℃条件下制备的樟木屑中的小粒径微粒含量高于原料及其他水热条件得到的樟木屑。小粒径微粒由于其能嵌入木质纤维素构建的框架空间中,通过氢键、静电力和初步电化学反应强化生物质微粒形成的“固体桥”结构,提高成型燃料塑性,阻止成型燃料发生形变,从而能够提高成型燃料的强度[8]。
2.2 水热预处理对成型能耗的影响
在现有生物质成型工艺中,成型能耗较高和设备磨损严重是产业发展的瓶颈问题之一[9],因此本研究考察了不同水温预处理温度下成型燃料的能耗(见图1)。由图1可见,挤压能耗和推动能耗均随着水热温度的升高而提高,并在260 ℃达到最高(挤压能耗17.45 J/g、推动能耗0.90 J/g)。在前期烘焙木屑的研究中,低熔点或低软化点成分在热化学预处理中的损失,导致木屑塑性的降低,被认为是挤压能耗和推动能耗升高的主要原因[10]。Nielsen等[11]报道原料粒径对挤压能耗和推动能耗有重要影响,表现为挤压能耗和推动能耗随原料粒径的增大而提高。然而,表3和图1显示,随着水热处理温度的升高,樟木屑中的小颗径微粒含量提高,成型过程中的挤压能耗和推动能耗反而提高,与Nielsen等的研究结果相反。因此,在本研究中,水热处理程度是影响成型能耗的主要原因,其影响力高于原料粒径。在挤压过程中,塑性降低的木屑对模具壁面施加更大的压力,产生的壁面摩擦力和木屑微粒之间的阻力提高了压杆的挤压能耗;在推动过程中,成型燃料对壁面的压力转化为静摩擦力,提高了阻力,使得推动能耗也升高。
2.3 水热预处理对成型燃料性能的影响
2.3.1 吸水性 樟木屑经过水热处理后红外谱图(图2)变化不大,官能团种类基本没有发生明显的变化。由图2可以看出,3336 cm-1附近的吸收带较宽,强度较大,为生物质内游离羟基和分子内羟基的伸缩振动吸收峰,当纤维素和半纤维素分子内羟基发生缔合(水热预处理),形成以氢键相连的多聚体,因此红外吸水位置移向较低波数(3300 cm-1)附近,峰型宽而钝。随着水热温度的升高,樟木屑中羟基吸收带强度呈现降低的趋势,说明水热温度越高,经水热预处理的木屑中羟基含量越少,羟基数量的减少能够提高木屑的疏水性能,有助于抑制燃料在储放阶段对水分的吸收。
Li等[3]研究发现脱氧作用是生物质水热处理过程中羟基减少的主要原因。而水热处理过程中的脱氧作用主要为脱羰基脱氧(生成CO和CO2)和脱羟基脱氧(生成H2O),在减少羟基的同时,降低原料的吸水性。由图3中可以看出,木屑水热预处理过程能够显著降低其所制备的成型燃料的吸水率。当静置时间达到320 min时,未经过水热预处理的樟木屑制备的成型燃料的吸水率达到13.61%,而经过水热预处理的樟木屑制备的成型燃料的吸水率分别为6.61%(200 ℃)、5.33%(220 ℃)、4.50%(240 ℃)和2.14%(260 ℃)。
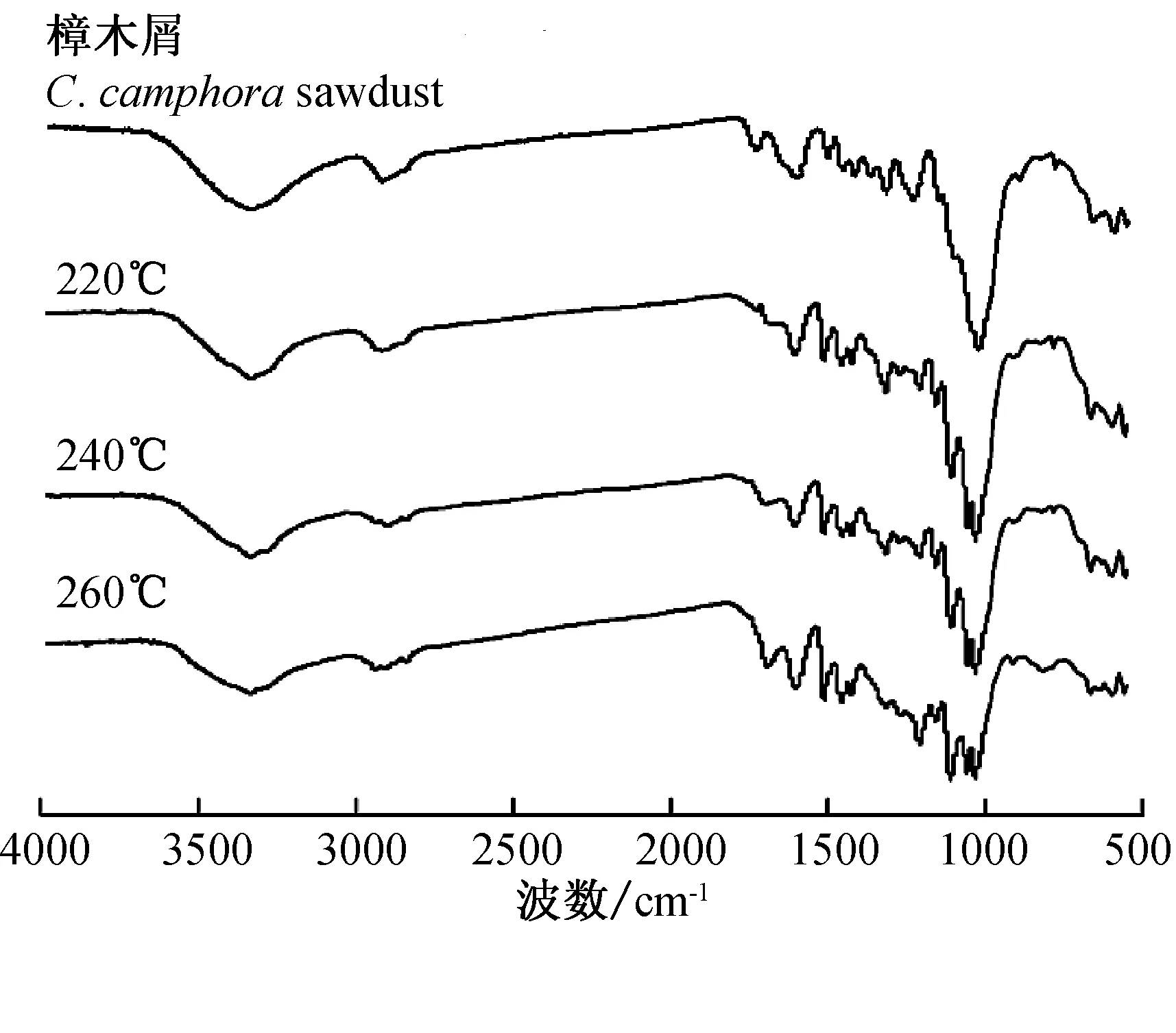
图2 樟木屑水热预处理前后的红外分析
Fig.2 FT-IR of untreated and treatedC.camphorasawdust
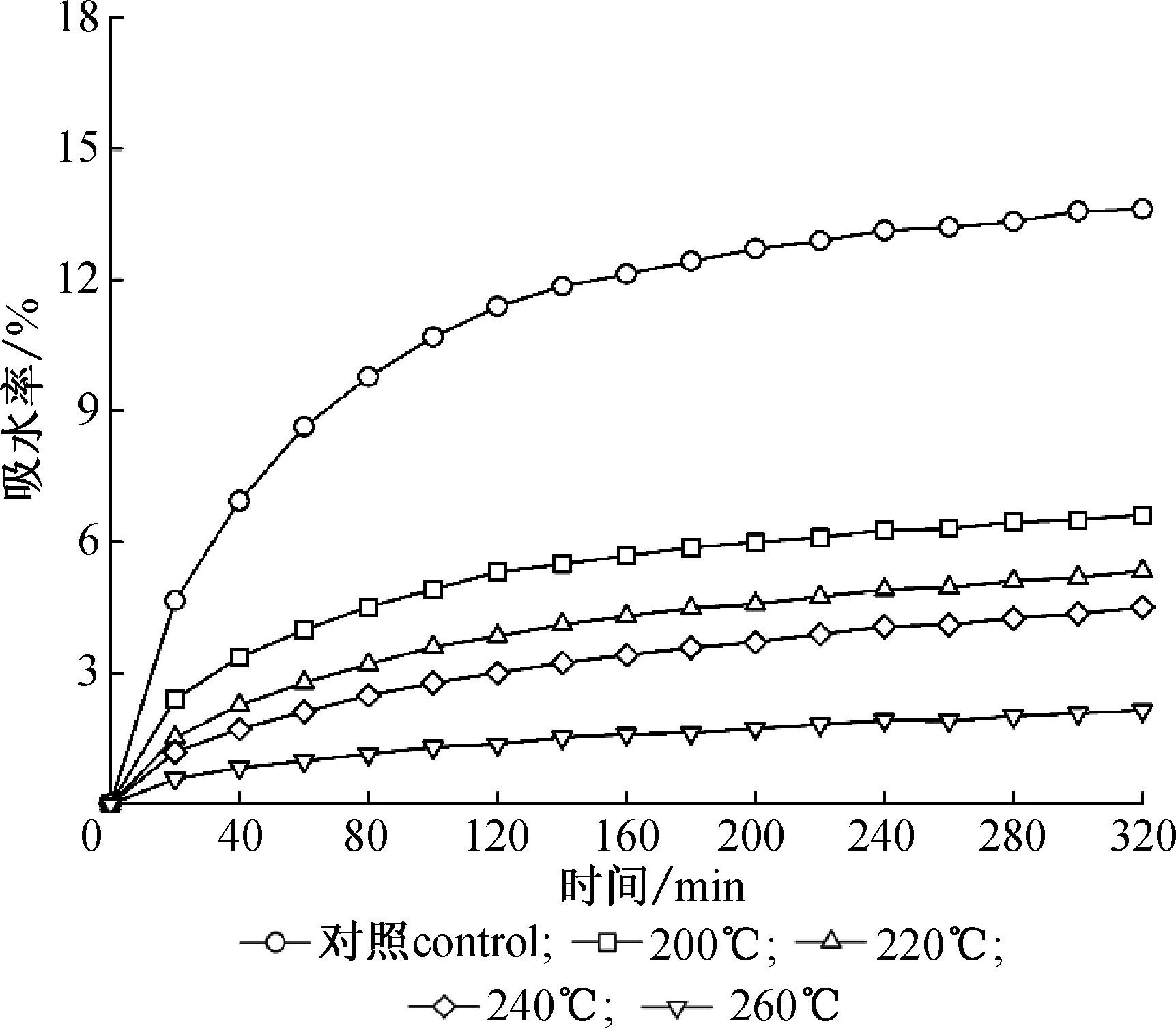
图3 水热预处理前后樟木屑的吸水行为(320 min)
Fig.3 Water uptake of untreated and treatedC.camphorasawdust (320 min)
成型燃料的吸水特性参数见表4。由R2可知,试验数据经整理后进行线性拟合的相关度比较高。水热预处理木屑制备的成型燃料的吸水速率常数不具有明显的规律性,较低的吸水性能够使原料在储运中降低变质、自发热,甚至自燃事故的发生,有利于产品质量控制和储运安全保障。

表4 成型燃料的吸水特性参数
2.3.2 直径、长度和密度 成型燃料的直径和长度是成型燃料产业应用中的重要数据,合理的直径和长度有利于成型燃料的均匀燃烧和连续进料[12]。中华人民共和国农业行业标准《生物质固体成型燃料技术条件》(NY/T 1878-2010)规定成型燃料的直径不大于25 mm,长度不大于100 mm,密度不低于 1 000 kg/m3。在图4中,成型燃料的直径和长度随水热预处理温度的提高而逐步降低,其中主要有两个原因:1)水热预处理过程提高了小粒径木屑微粒的产量,促进成型燃料内部微粒间的氢键、静电和初步电化学反应的形成,提高了成型燃料的塑性;2)木屑微粒的表面和内部在热化学预处理过程中会通过纤维成分的降解,形成大小不一的孔洞和裂缝[3],这些孔洞和裂缝在成型过程中可被木质素和水热降解产物“填充”,从而提高了成型燃料的直径和长度。同时,有研究发现生物质热处理产生的大分子极性有机物能够附着在生物质表面,通过“液体桥”作用促进生物质微粒间的桥接。在挤压成型过程中,微粒间的彼此粘连被毛细管压力、表面张力和黏胶力等作用加以强化[10]。上述原因也使得成型燃料的颗粒密度在水热预处理温度240 ℃时达到最大值1274 kg/m3(图5)。在图5中,颗粒密度随水热处理温度的进一步升高反而降低,主要是由于木屑中的化学结合水和低熔点有机物在热化学转化过程中的损失,是导致成型燃料的颗粒密度降低的主要原因[3]。
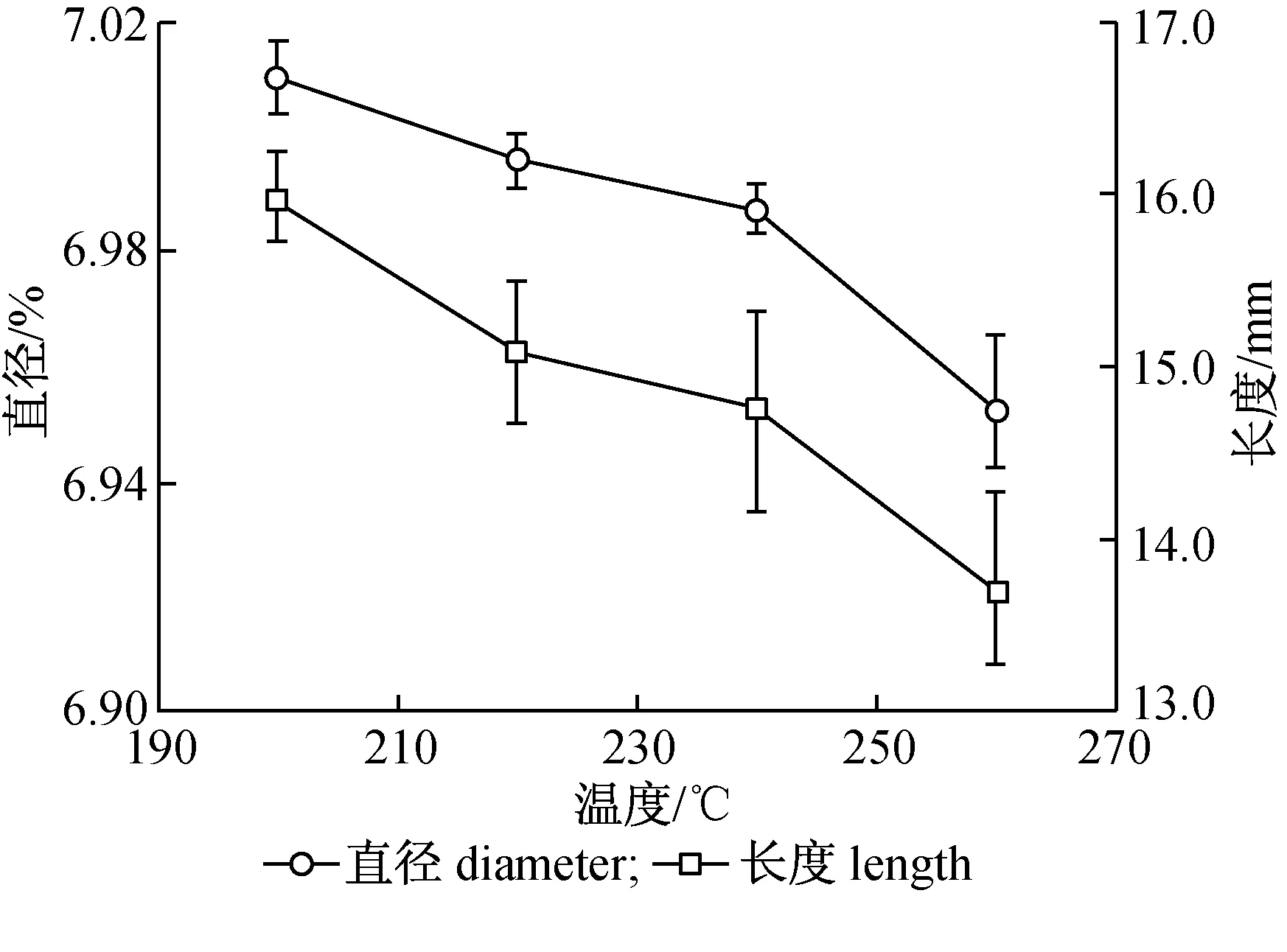
图4 水热预处理温度对成型燃料尺寸的影响
Fig.4 Effect of hydrothermal pretreatmenttemperature on pellets’ dimension

图5 水热预处理温度对成型燃料Meyer强度的影响
Fig.5 Effect of hydrothermal pretreatmenttemperature on pellets’ Meyer hardness
2.3.3 梅耶(Meyer)强度 成型燃料的Meyer强度是评价单颗粒机械强度的指标之一。与传统破损率的表征相比,其更适用于成型燃料产量较低的实验室级研究[3,6,13-14]。在图5中,樟木屑的Meyer强度随着水热预处理温度的提高而升高,由12.54N/mm2(未水热预处理)提升到36.80 N/mm2(260 ℃)。其主要原因是成型燃料内部黏结力增强和微粒间的结合力点分布更为均匀。在水热作用下,木屑中化学活性较强的半纤维素大部分发生降解,木质素和纤维素发生少量降解。降解产生的有机产物较为均匀地分布在木屑微粒表面。当成型燃料温度降低至上述有机产物的凝固温度后,这些物质能够在木屑微粒表面附着,在成型过程中促进“固体桥”、氢键和范德华力等连接方式的形成。同时,水热过程产生的小粒径微粒在成型时,易于填充入木质纤维素内部小的空隙中,增加微粒之间的接触面积,进一步强化糖类和木质素的黏结作用,也能够增强微粒间氢键和范德华引力[15],提高了成型燃料的强度。成型燃料强度的提高有利于减少生产和储运中细小粉尘的产生,降低对工人身体健康的损害和避免爆炸事故的发生。
2.3.4 燃烧性能 图6为不同水热温度处理木屑制备的成型燃料的TGA和DTG曲线,成型燃料的燃烧过程均可划分为4个阶段,即脱水、挥发分析出燃烧、固定炭燃烧和燃烬。与木屑成型燃料的燃烧过程不同的是,水热预处理木屑制备的成型燃料在燃烧过程中出现2个明显的最大燃烧速率,说明水热预处理木屑制备的成型燃料的燃烧比较稳定,挥发分析出燃烧阶段与固定炭的燃烧没有发生重叠。表5为成型燃料的燃烧特性参数。随着水热预处理温度的升高,水热预处理木屑制备的成型燃料在脱水阶段的失重率β1降低,这也印证了水热预处理木屑制备的成型燃料的疏水性较好,放置在空气中不易吸水的特性。
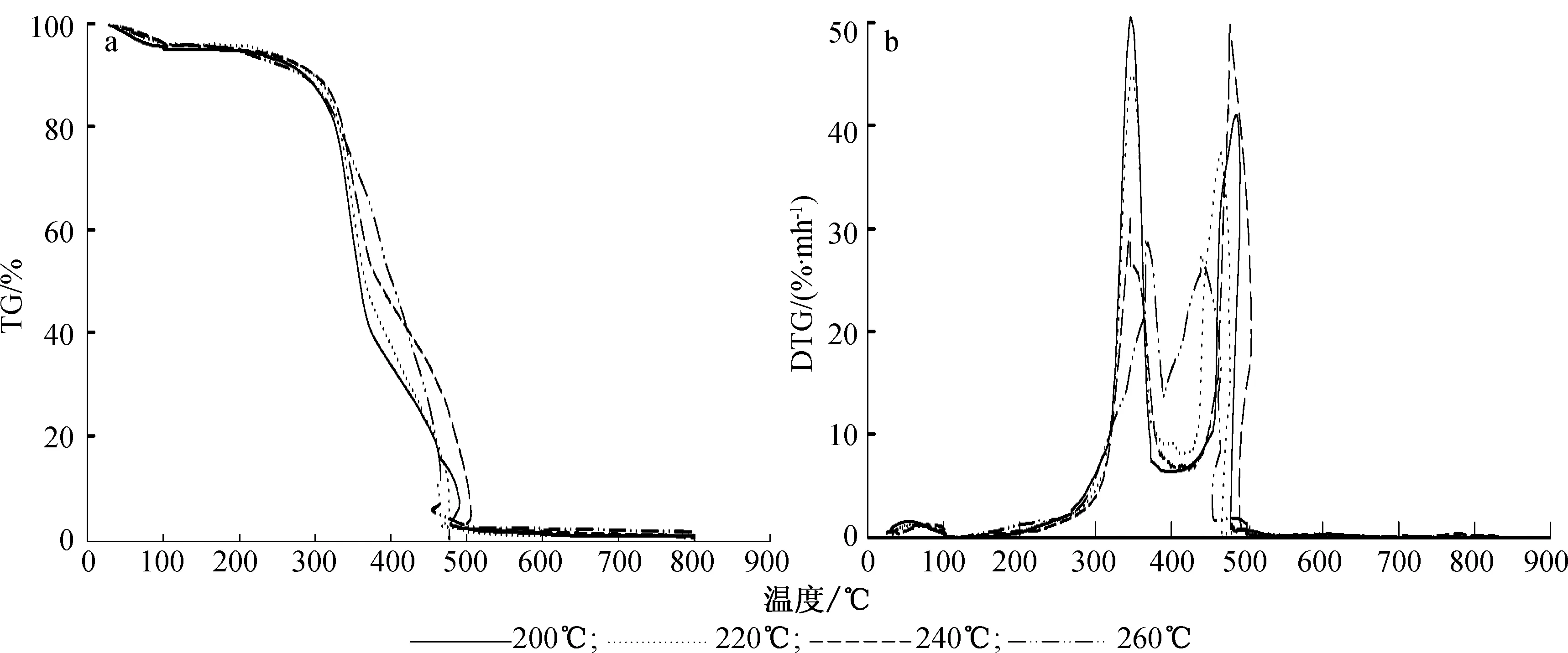
图6 成型燃料的热重分析
着火温度Ti为评价燃料品质的一项重要指标(表5)。与未经水热处理的木屑成型燃料相比,水热预处理木屑制备的成型燃料的着火温度升高,更高的着火点温度有利于避免成型燃料在储存和使用过程中潜在的火灾和爆炸风险。在表5中,与木屑成型燃料相比,水热预处理木屑制备的成型燃料的最大燃烧速率降低,这是因为木屑中一些低沸点组分在水热预处理过程中逸散或降解,木屑中的挥发分含量降低。水热预处理木屑制备的成型燃料的综合燃烧特性指数(S)低于未经水热预处理的木屑成型燃料的[15]。其中着火温度和燃烬温度的升高以及最大燃烧速率的降低是成型燃料S值降低的主要原因。水热预处理木屑制备的成型燃料具有较高的热值,这主要是因为经过水热预处理,木屑组分发生脱水和脱羧反应,提高了木屑中碳元素的含量。其次,水热预处理木屑制备的成型燃料的燃烬率略低于未经水热预处理木屑成型燃料的,这可能是因为水热预处理木屑中碱金属元素含量较高造成的[16]。
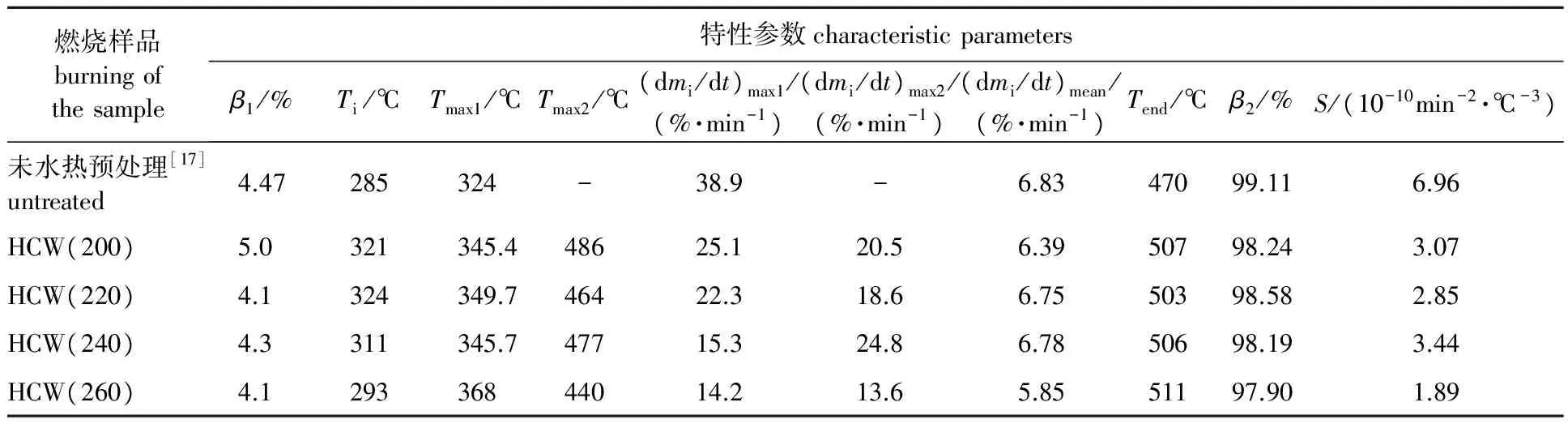
表5 成型燃料的燃烧特性参数1)
1)β1:脱水阶段失重率loss rate of dehydration phase;Tmax:最大燃烧速率温度temperature of maximum combustion rate;(dmi/dt)max:最大燃烧速率maximum combustion rate;Ti:着火温度ignition temperature; (dmi/dt)mean:平均燃烧速率average combustion rate ;Tend:燃烬温度combustion temperature;β2:燃烬率burnout rate;S:综合燃烧特性指数composite combustion characteristic index
综合上述内容,水热预处理木屑制备的成型燃料的燃烧特性具有热值较高。燃烧稳定和使用安全的优点。水热预处理有利于降低成型燃料储运成本,以及降低生产和储运中粉尘损害工人健康和导致爆炸事故的风险,有望在解决成型产品质量问题的的同时,实现清洁生产。
3 结 论
3.1 研究了水热预处理对樟木屑成型行为和成型燃料性质的影响。研究表明:经过水热预处理,固相产物的热值由17.7 MJ/kg提高至18.5~24.8 MJ/kg。然而,樟木屑固相收率仅为15.4%~24.8%,可能需要改进设备运行方式,缩短冷却时间加以解决。樟木屑微粒降低的塑性提高了成型过程中的挤压能耗和推动能耗,并分别在260 ℃时达到最高的17.45 J/g和0.90 J/g。木屑中羟基含量的降低实现了木屑吸水性的显著降低,由13.61%(未处理木屑)降低至2.14%(水热预处理温度260℃)。
3.2 小粒径木屑微粒的产生以及微粒表面结构的变化降低了成型燃料的直径和长度,并因此提高了成型燃料的密度和Meyer强度。然而,木屑中化学结合水和低熔点有机物的含量的持续降低会导致成型燃料密度在高于240 ℃时降低。水热预处理促进了木屑中低沸点组分的逸散或降解,从而降低了最大燃烧速率,提高了着火温度和燃烬温度,使成型燃料燃烧行为更加稳定。
[1]冯君锋,蒋剑春,徐俊明,等.农林生物质定向液化制备甲基-α-D-葡萄糖苷的研究[J].林产化学与工业,2016,36(4):23-30. FENG J F,JIANG J C,XU J M,et al.Preparation of methyl-α-D-glucoside from fermentation of direct liquefied lignocellulosic biomass[J].Chemistry and Industry of Forest Products,2016,36(4):23-30.
[2]卢辛成,蒋剑春,孟中磊,等.生物质成型炭的制备及其性能研究[J].林产化学与工业,2013,33(2):81-84. LU X C,JIANG J C,MENG Z L,et al.Preparation and properties of formed biomass charcoal[J].Chemistry and Industry of Forest Products,2013,33(2):81-84.
[3]LI H,LIU X H,LEGROS R,et al.Pelletization of torrefied sawdust and properties of torrefied pellets[J].Applied Energy,2012,93(5):680-685.
[4]吴艳姣,李伟,吴琼,等.水热炭化微晶纤维素制备炭球-活性炭复合材料[J].林产化学与工业,2015,35(3):49-54. WU Y J,LI W,WU Q,et al.Preparation of carbon sphere-activated carbon composite materials from microcrystalline cellulose via hydrothermal carbonization[J].Chemistry and Industry of Forest Products,2015,35(3):49-54.
[5]李霄虹,武书彬.在Ru/C和甲酸(甲酸盐)体系中碱木质素水热解聚特性研究[J].林产化学与工业,2016,36(3):43-52. LI X H,WU S B.Hydrothermal depolymerization characteristics of alkali lignin in Ru/C and formic acid/formate system[J].Chemistry and Industry of Forest Products,2016,36(3):43-52.
[6]JIANG L B,LIANG J,YUAN X Z,et al.Co-pelletization of sewage sludge and biomass:The density and hardness of pellet[J].Bioresource Technology,2014,166(8):435-443.
[7]刘翔,陈梅倩,余冬,等.草本类生物质与烟煤混烧特性及其影响因素分析[J].农业工程学报,2012,28(21):200-207. LIU X,CHEN M Q,YU D,et al.Analysis of influence factors on co-combustion characteristics of bituminous coal with herbal biomass[J].Transactions of the Chinese Society of Agricultural Engineering,2012,28(21):200-207.
[8]LI L,DIEDERICK R,FLORA J R V,et al.Hydrothermal carbonization of food waste and associated packaging materials for energy source generation[J].Waste Management,2013,33(11):2478-2492.
[9]POERSCHMANN J,WEINER B,KOEHLER R,et al.Organic breakdown products resulting from hydrothermal carbonization of brewer′s spent grain[J].Chemosphere,2015,131:71-77.
[10]LIU Z G,QUEK A,BALASUBRAMANIAN R.Preparation and characterization of fuel pellets from woody biomass,agro-residues and their corresponding hydrochars[J].Applied Energy,2014,113(1):1315-1322.
[11]NIELSEN N P K,HOLM J K,FELBY C.Effect of fiber orientation on compression and frictional properties of sawdust particles in fuel pellet production[J].Energy & Fuels,2009,23(6):3211-3216.
[12]LIU Z J,LIU X E,FEI B H,et al.The properties of pellets from mixing bamboo and rice straw[J].Renewable Energy,2013,55(4):1-5.
[13]CAO L,YUAN X Z,LI H,et al.Complementary effects of torrefaction and co-pelletization:Energy consumption and characteristics of pellets[J].Bioresource Technology,2015,185:254-262.
[14]LI H,JIANG L B,LI C Z,et al.Co-pelletization of sewage sludge and biomass[J].Fuel Processing Technology,2015,132:55-61.
[15]BENAVENTEV,CALABUIG E,FULLANA A.Upgrading of moist agro-industrial wastes by hydrothermal carbonization[J].Journal of Analytical and Applied Pyrolysis,2014,113:89-98.
[16]BUSCH D,STARK A,KAMMANN C I,et al.Genotoxic and phytotoxic risk assessment of fresh and treated hydrochar from hydrothermal carbonization compared to biochar from pyrolysis[J].Ecotoxicology and Environmental Safety,2013,97(5):59-66.
[17]李士伟.生物沥青掺杂与水热法预处理对木屑成型行为和成型燃料品质的影响[D].衡阳:南华大学硕士学位论文,2015. LI S W.The effects of the addition of bio-asphalt and hydrothermal carbonization pretreatment processes on biomasspelletization behavior and fuel qualities [D].Hengyang:Master Degree Thesis of University of South China,2015.
Effect of Hydrothermal Pretreatment on Pelletization ofCinnamomumcamphora(L.) Presl
LI Shiwei1,2,3, YANG Jingling4, LI Hui1, TAN Mengjiao1,5, HUANG Zhongliang1, LI Changzhu1
(1.Hunan Academy of Forestry, Changsha 410004, China; 2.Department of Chemistry and Chemical Engineering,University of South China, Hengyang 421001, China; 3.Environmental Protection Bureau of Fusui County,Chongzuo 532199, China; 4.Hunan Research Academy of Environmental Sciences, Changsha 410014, China;5.College of Resource and Environment, Hunan Agricultural University, Changsha 410128, China)
In the present work, the effect of hydrothermal preatment on pelletization energy consumption and pellets’ properties was carried out. The woody sawdust (Cinnamomumcamphora(L.)Presl) was pretreated by hydrothermal pretreatment in the temperature range of 200-260℃, and then compressed into woody pellets , in order to solve the current problem of low quality of pellet properties in woody pellet industry. It was shown that the content of fines and the pellets’ Meyer hardness were increased after the hydrothermal preatment. However, the plasticity of sawdust was reduced during hydrothermal pretreatment, resulting in the increase of compaction and extrusion energy consumption during pelletization. The decomposition of hemicellulose was improved during hydrothermal pretreatment, decreasing the moisture absorption and volatile content of pellets. The ignition temperature and burnout temperature of pellets were enhanced after hydrothermal preatment, which decreased the maximum buring rate, resulting in the increment of Composite combustion characteristic index from 6.96 mg2/(min2·℃3)to 1.89-3.44 mg2/(min2·℃3). Therefore, the hydrothermal preatment ofCinnamomumcamphora(L.) Presl could improve the burning stablity and safty of pellets.
sawdust; hydrothermal pretreatment; pellet; hardness; composite combustion characteristic index
2017- 01- 03
湖南省科技计划项目社会发展领域技术创新项目(2016SK2045);长沙市科技计划项目(kq1606025);湖北省技术创新专项重大项目(2016ACA176)
李士伟(1987— ),男,河南驻马店人,硕士,从事固体废弃物质源化研究
*通讯作者:李 辉(1983— ),男,副研究员,博士,长期从事固体废物资源化技术研究; E-mail:lihuiluoyang@163.com。
10.3969/j.issn.0253-2417.2017.04.019
TQ35;X712
A
0253-2417(2017)04-0129-08
李士伟,杨静翎,李辉,等.水热预处理对樟木屑制备成型燃料行为的影响[J].林产化学与工业,2017,37(4):129-136.
猜你喜欢
陶瓷学报(2021年5期)2021-11-22
环境卫生工程(2021年4期)2021-10-13
飞天(2020年4期)2020-04-17
中国食用菌(2019年6期)2019-07-04
散文百家(2017年10期)2017-10-10
现代养生·上半月(2017年9期)2017-09-05
科学大众·小诺贝尔(2016年6期)2016-08-17
中国农业文摘-农业工程(2016年5期)2016-04-12
新型炭材料(2015年2期)2015-01-01
智慧与创想(2013年2期)2013-03-25
