带有蒸汽排出装置的高浓磨浆机磨片
2017-09-15 08:56:36杨建伟王俊义
中国造纸 2017年8期
杨建伟 王 平 郭 娟 王俊义
(天津科技大学机械工程学院,天津,300222)
·磨浆机磨片·
带有蒸汽排出装置的高浓磨浆机磨片
杨建伟 王 平 郭 娟 王俊义
(天津科技大学机械工程学院,天津,300222)
介绍了几种带有蒸汽排出装置的高浓磨浆机磨片。根据蒸汽排出方式的不同,高浓磨浆机磨片分为三种,一是在磨片上表面设有排汽槽;二是在磨片的下表面设有排汽槽;三是通过齿纹设计来排出蒸汽。这些磨片的设计均能够在保证浆料质量的前提下使得蒸汽尽快排出。
蒸汽;排汽槽;磨片;齿纹设计;高浓磨浆
(*E-mail: 2567007535@qq.com)
高浓磨浆机磨浆时,在磨浆区会产生大量的蒸汽,如果蒸汽不尽快排出, 会产生很大的蒸汽压力,从而形成冲击载荷,导致运动磨片控制的不稳定。在蒸汽高速径向流动和巨大离心力的共同作用下,浆料会过早地离开磨浆区, 降低了磨浆的效果。然而,如果蒸汽过快地排出,部分纤维又会过早地耗干[1]。因此在得到满意的磨浆质量的前提下,蒸汽需要尽快排出。本文在分析国内外相关文献资料的基础上,对带有蒸汽排出功能的的磨片进行论述。
1 高浓磨浆特点
研究表明,高浓磨浆能够起到减少纤维切断、增加帚化、压溃扭曲等作用,从而提高纤维的结合力,使得纸浆中的纤维束减少,改善滤水性能,抄造的纸张也具有较高的撕裂度、伸长率和耐破度[2]。
高浓磨浆的原理主要是对纸浆纤维进行高强搓揉和摩擦。在高浓磨浆条件下,由于纤维含水量低,不能充分吸收摩擦产生的热量,磨浆区会形成较大的蒸汽压力[3]。因此磨片的设计最好是既要得到满意的磨浆质量,又能够促进蒸汽的排出。
磨浆过程中产生的蒸汽压力在转折点的蒸汽速度为零,离开这一点磨浆产生的蒸汽分别向磨盘内外流动,转折点离磨盘中心越远,越多的蒸汽朝着与纤维流动相反的方向反喷[4]。
机械法制浆时,磨片之间产生大量的蒸汽,该蒸汽具有很高的速度和很大的离心力,能够过早地带走浆料,或形成背压阻碍浆料流动,使得浆料研磨不均匀。由于磨片间隙较小和齿槽中的浆料限制了蒸汽的流动,导致了磨片外围区域内侧的蒸汽压力增大。高的蒸汽压力会向外挤压磨片,从而减小了磨片施加在纤维上的力,降低了对纤维的摩擦程度。同时,该压力会使磨片产生振动,虽然可以通过提高磨浆机功率或者增加止推轴承来抵消蒸汽压力,但二者都会使得磨浆成本提高。因此,最好是排出磨片间的蒸汽。挡坝的作用是提高浆料的一致性,但也限制了蒸汽在齿槽中的流动,使磨片间产生更高的压力,降低了磨片稳定性。因此,需要设计具有蒸汽排出功能的磨片,在保证浆料质量的前提下,使蒸汽尽快排出磨浆区域。
2 带有蒸汽排出功能的磨片
本文介绍三种带有蒸汽排出功能的磨片,即:磨片上表面设置排汽槽、磨片下表面设置排汽槽、通过磨片齿纹设计排出蒸汽。
2.1 磨片上表面设有排汽槽
上表面设有排汽槽的磨片按照排汽槽功能又分为带有蒸汽回收功能(进料口排出蒸汽)磨片和带有蒸汽排出功能(出料口排出蒸汽)磨片。

图1 Luc Gingras设计的具有蒸汽回收功能的磨片上的排汽槽
2.1.1 带有蒸汽回收功能的磨片
生产机械浆时,一些系统能够回收蒸汽,回收的蒸汽一般用于干燥设备(如纸浆干燥)。在磨制高浓浆料时,在磨片的进浆口需设置高的蒸汽压力,蒸汽压力能够软化木浆,提高磨浆质量。高压蒸汽主要是由蒸汽回流和锅炉产生的蒸汽组成。磨浆过程中会产生高压蒸汽,传统磨浆机有高达40%的高压蒸汽压力并不随着浆料流动,因此可以通过回收高压蒸汽并用于进料系统,这种方式比使用锅炉更加节能。
Luc Gingras于2008年设计的盘磨机磨片[5]设有排汽槽,蒸汽能够通过该通道回流从而被重新利用,大大提高了高压蒸汽回收量。其排汽槽的结构如图1(a)所示,磨片上至少包括一个排汽槽,排汽槽的宽度通常比齿槽宽。磨片被排汽槽沿径向分为三部分,一是带有排汽槽的磨浆区,二是排汽槽外侧的外部磨浆区,三是排汽槽内侧的破碎区。磨片的排汽槽的长度取决于磨浆机种类、磨片结构形式、蒸汽回流量和磨浆过程,一般为磨浆区径向长度的50%~85%。排汽槽的角度与磨齿倾斜角相反,同径向夹角在0°~60°之间,该夹角能够减少浆料沿通道回流。
磨齿可以是直的、弯曲的或者不规则的形状,其中之字形的排汽槽,其径向长度约为磨浆区域径向长度的2/3。
如图1(b)所示为带有多道排汽槽的磨片,在外侧磨浆区和内侧磨浆区都设有排汽槽,高压蒸汽从外侧排汽槽通过内、外侧磨浆区域的间隙进入内侧磨区域的排汽槽,然后在进料区释放。
如图1(c)所示为热磨机定子磨片,排汽槽的下方磨齿与底板朝上有大倾角,上方则为小倾角,边缘磨浆区域不设置排汽槽。蒸汽产生于内部磨浆区,然后通过排汽槽在浆料入口处释放。
带有排汽槽的磨片设计能够增加高压蒸汽的回收量。在浆料磨浆过程中,蒸汽沿排汽槽径向向内流动,在磨片的粗磨区释放。挡坝设置在排汽槽的径向外侧,阻止蒸汽径向向外流出。
磨片可设计为单向齿磨片或双向齿磨片。单向齿磨片能量消耗降低,其浆料产生的蒸汽量也降低。单向齿磨片与双向齿磨片相比,齿倾角的存在使得更多的蒸汽沿浆流方向流动,导致磨片蒸汽产生量和蒸汽回流量都降低。
排汽槽可设置在定子或转子磨片上,转子侧的泵效应使得蒸汽回流量减少,同时有利于减少纤维从排汽槽回流。定子侧的效应则相反,定子侧蒸汽回收更多。排汽槽设置最好在定子磨片上,因为转子上设置排汽槽,不利于蒸汽的回收。
2.1.2 带有蒸汽排出功能的磨片设计
蒸汽也可以在出料口(磨片外边缘)排出,下面介绍一种设有不连续排汽槽的磨片[6],其结构如图2所示,图2(a)是转子磨片,图2(b)是定子磨片。转子和定子的结构有所不同,定子的排汽槽末端未延伸到外边缘。不连续排汽槽可以是直的,也可以是径向随意布置在整个磨盘上,其底部平齐或低于齿槽底部。

图2 带有不连续通道的磨片
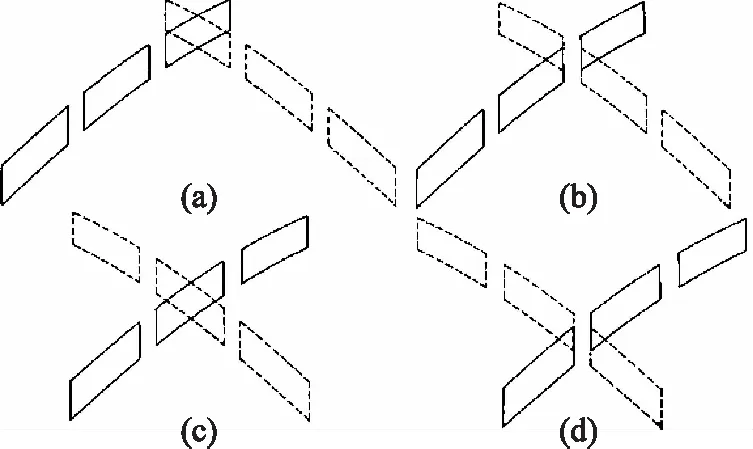
图3 转动时排汽槽的运动轨迹

图4 Patrick J Bartels设计的带有背部排汽槽的磨片结构
当转子转动时,转子与定子的排汽槽部分重合,使得蒸汽能够通过另一个磨盘释放。转动时排汽槽的运动轨迹如图3所示。磨片可正反转,旋转方向不同,排汽槽覆盖的顺序也不同。但是覆盖顺序最好为从外径到内径,因为蒸汽流向与旋转方向相反,磨浆效率较高。
该排汽槽的设计在蒸汽排放的同时,也阻碍了浆料的流出,防止了待磨浆料或未充分研磨浆料的过早释放。蒸汽口的数量、径向长度、总尺寸决定了蒸汽的排出效率。
2.2 磨片下表面带有排汽槽的设计
1994年的专利[7]中设计的磨片具有挡坝,同时磨齿上开有槽,磨齿上的槽能让浆料流出磨浆区。挡坝能够减少纤维的过早排出,然而,磨齿上的槽并不一定能减少磨片上高压蒸汽的产生。1997年的专利[8]中设计的磨片表面上设有圆弧形通道用于蒸汽排放,但是由于排汽槽占用空间太大,使得磨浆区域大大降低。因此,磨浆效率和浆料一致性显著降低。同时,大量待研磨的浆料也会直接通过排汽槽流出磨浆区域。
Patrick J Bartels设计的磨片结构如图4所示[9]。在磨片两侧径向方向上分别开有两个孔(图4(a)),然后在磨片的背面开有凹槽将两个孔连通(图4(c)),形成一个排汽槽,图4(b)是排汽槽的径向剖视图。蒸汽入口位置为磨片径向内侧的开孔,出口位置为么径向外侧的开孔。蒸汽入口周围凸起的设计能阻止待磨浆料进入通道,该凸起与磨齿上表面共面,同时通过斜面与齿槽相连。
在磨片齿纹最密集的区域蒸汽压力最大,一部分因为齿纹密集增加了施加在浆料上的摩擦力,另一部分因为磨片中间区域最狭窄,因此压力在该部位聚集。
入口的凸起设计能够避免浆料进入排汽槽,即使进入排汽槽也能通过排气槽从出口流回磨浆区。磨浆过程中,浆料从齿槽底部到达入口的上表面,由于离心力的作用使得绝大部分的浆料越过蒸汽入口。入口径向外侧的凸台比内侧的凸台低,使得浆料更容易通过入口区域。同时,出口具有增强浆料从通道喷射出去的结构特点,出口的外边与齿槽底面共面。由于出口比入口稍宽,且出口在齿槽上,有更大的空间使得浆料重新进入磨浆区。因此,当浆料偶然进入通道时,在磨片的离心力作用下,浆料将从排汽槽中喷射回磨浆区。同时,离心力的作用不会使排汽槽堵塞。
蒸汽入口和出口仅占磨片表面积的1%~5%,这种设计在降低高压蒸汽负面影响的同时,也能够使磨浆区域最大化;蒸汽压力的降低减少了磨片的振动,提高了磨浆质量;增加了浆料在磨片间的停留时间,使浆料一致性较好;增加了磨浆时的机械效率。磨盘一般包括8~36个排汽槽,与径向的夹角为10°~45°。此外,出口和入口的尺寸、通道的尺寸、斜面的倾角等可根据具体应用如压力、纤维材料和其他标准进行修改。此发明的磨片适用于正反转磨浆机、双盘磨、锥型磨浆机的转子,一般用于转子安装磨片。
Johansson在Patrick J Bartels设计的磨片的基础上进行了改进[10]。其区别主要是出入口不同,同Patrick J Bartels设计的磨片相比结构简单,蒸汽流出速度快,同时能够使已经磨好的浆料直接通过该通道流出磨浆区,这既能防止浆料过磨,提高浆料质量,也可降低能耗。Johansson于2011年设计的磨片功能与此设计的磨片相同,排汽槽也类似,只是开孔方式不同,在此不再赘述[11]。
2.3 通过磨片齿纹设计来排出蒸汽
目前也有许多高浓磨片是通过改变磨片的齿纹设计来排出蒸汽,而不是在磨片上开有明显的排汽槽。
Luc Gingras在2001年设计了一种高浓磨片[12-13],其结构如图5所示。在磨片的中间有一倾斜形状的磨齿与纵向的磨齿相连呈Z形,在2个径向磨齿中间放置了一些挡条或者在Z形弯曲部分设置斜面挡条,这两种方式都能延长浆料在磨浆区的停留时间,同时也有足够的空间将蒸汽排出磨浆区。
Luc Gingras于2003年发明的磨片[14-15],其挡坝上带有缺口的,结构如图6所示,其具体结构见图7。图7(a)是图6上的1的结构放大图,图7(b)、(c)分别是图6上2、3处的剖视图,图7(d)为图 7(a) 的改进形式。如图6所示,磨片周向被分成两个区域,这种磨片结构使得蒸汽沿径向向内、外流出。其中,蒸汽向内流动会增加浆料的停留时间,使得浆料得以充分研磨。由图7(a)、(b)、(c)可知,挡坝由两部分组成,一部分的高度与齿高相同,另一部分留有缺口,其高度位于磨齿上表面面与齿槽底面之间。根据浆料特性和所需磨浆程度选择挡坝的尺寸。如图7(c)所示,挡坝使得蒸汽通过齿槽带走的浆料量减少,挡坝径向的斜面能引导浆料进入磨片间隙。如图7(d)所示,改进后的磨片,在磨齿和挡坝接触的地方,去除部分磨齿和挡板,形成拱形结构的空穴,空穴的底面与挡坝缺口部分的底面共面,这种结构能够减少因蒸汽夹带浆料通过齿槽时带来的振动。

图5 Z形齿高浓磨片
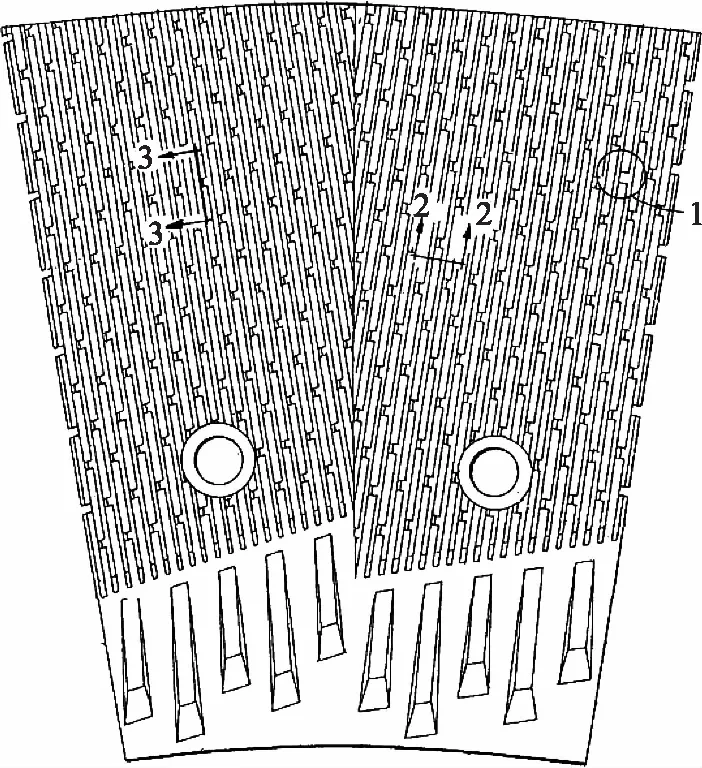
图6 挡坝上带有缺口的磨片
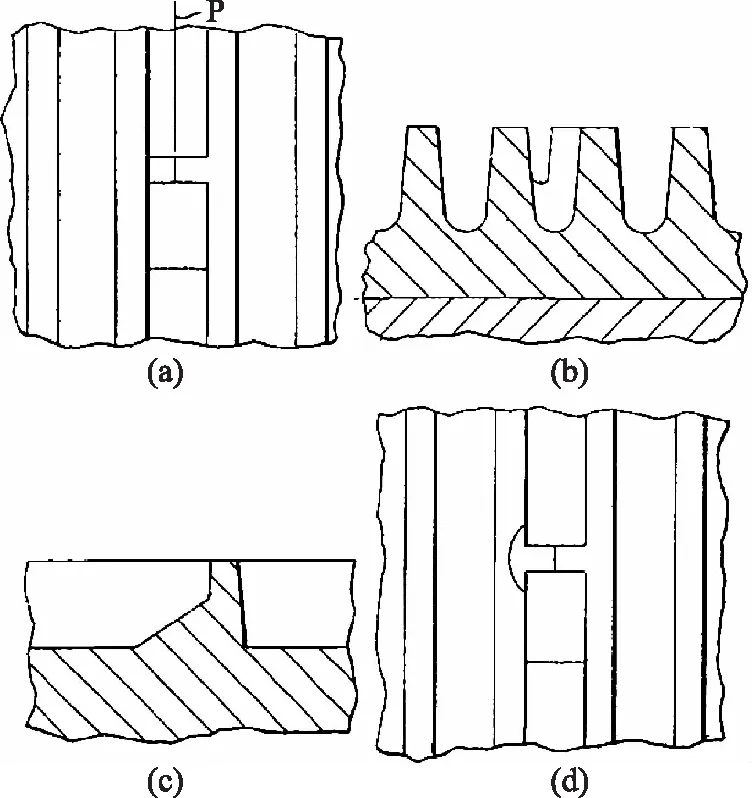
图7 磨片的具体结构形式
这种磨片能够增加浆料研磨时间,使得浆料得到充分研磨。同时,斜面的设置利于浆料的流动,缺口的设置利于蒸汽疏散,空穴的设置具有降低磨片震动的功效。
3 结 语
在保证浆料质量的前提下,带有蒸汽排出功能的高浓磨浆机磨片能够很快排放磨片间的蒸汽,降低冲击载荷和能耗,提高稳定性。
(1)磨片表面设置排汽槽。如果该排汽槽具有蒸汽回收功能(进料口排出蒸汽),则能够再次利用蒸汽,降低能耗,延长浆料在磨浆区的停留时间。这种磨片一般用作定子磨片。如果该排汽槽通过出料口排出蒸汽时,也可提高浆料质量。但这种设计一定程度上降低磨浆区域的面积。该磨片一般用作转子磨片。
(2)磨片背面设置排汽槽。这种设计不降低磨浆面积。磨片背部的排汽槽连通浆料出口的设计能够防止浆料发生过磨现象,提高浆料的一致性。
(3)通过齿纹设计来排出蒸汽的磨片,磨浆区域的面积基本不会改变。但是磨片的结构复杂,不利于加工,制造成本增加。
[1] ZHI Yan-fang, DONG Ji-xian, XIAO Qiang. New high consistencydisc refiner plate [J]. Light Industry Machinery, 2009, 27(1): 87. 职艳芳, 董继先, 肖 强. 新型高浓盘磨机磨片[J]. 轻工机械, 2009, 27(1): 87.
[2] WANG Ren-yu. High consistency pulping and its application[J]. Guangdong Papermaking Technology Communication, 1979(3): 59. 王仁宇. 高浓磨浆及其应用[J]. 广东造纸技术通讯, 1979(3): 59.
[3] CHEN Ke-fu. The high concentration pulping and papermaking technology theory andpractice[M]. Beijing: China Light Industry Press, 2007. 陈克复.中高浓制浆造纸技术的理论与实践[M]. 北京: 中国轻工业出版社, 2007: 263.
[4] Pulp and paper manual drawing board. Pulp and paper manual[M]. Beijing: China Light Industry Press, 1993. 制浆造纸手册编写组.制浆造纸手册(第六分册·机械法制浆)[M]. 北京: 中国轻工业出版社, 1993.
[5] Luc Gingras. Refiner plates having steam channels and method for extracting backflow steam form a disc refiner: US, 20080296419A1B2[P]. 2008-12- 04.
[6] Luc Gingras. Refiner plate with steam relief pockets: US, 5863000[P]. 1999- 01-26.
[7] Ola M Johansson. Vented Refiner and venting process: US, 5373995[P]. 1994-12-20.
[8] Markku Perkola. Disc cutter with exhanst channels: US, 4676440[P]. 1987- 06-30.
[9] Patrick J Bartels. Refiner disc having steam exhaust channel: US, 5988538[P]. 1999-11-23.
[10] Ola M. Johansson.Refiner for refining pulp: US, 8262861B2[P]. 2012- 09-11.
[11] Ola M. Johansson. Refiner plate assembly and method with evacuation of refining zone: US, 8006924B2[P]. 2011- 08-30.
[12] Luc Gingras. Refiner plate with chicanes: US, 6311907B1[P]. 2001-11- 06.
[13] DONG Ji-xian, ZHI Yan-fang. A Plate with Z-shaped Grinding Teethfor High Consistency Disc Refiner[J]. China Pulp & Paper, 2008, 27(11): 49. 董继先, 职艳芳. Z形磨齿新型高浓盘磨机磨片[J]. 中国造纸, 2008, 27(11): 49.
[14] Luc Gingras. Refiner plate steam management system: US, 6607153B1[P]. 2003- 08-19.

(责任编辑:常 青)
The High Consistency Pulp Refiner Plate with Steam Exhaust Device
YANG Jian-wei*WANG Ping GUO Juan WANG Jun-yi
(CollegeofMechanicalEngineering,TianjinUniversityofScience&Technology,Tianjin, 300222)
Some new types of high consistency pulp refiner plate equipped with steam exhaust channel were introduced. It is manly divided into three types according to the way of steam discharging. One is that the steam exhaust channel is on the top surface of the refiner plate, another the steam channel on the bottom of the refiner plate. The last one steam exhausting is based on the design of plate pattern. All plate designs mentioned above could discharge steam as soon as possible while the quality of pulp refining was guaranteed.
steam; steam channel; refiner plate; design of refiner plate; high consistency refining
杨建伟先生,在读硕士研究生,研究方向:新型造纸机械设备的研究。
2017- 03- 14(修改稿)
TS734+.1
A
10.11980/j.issn.0254- 508X.2017.08.011
猜你喜欢
中国造纸(2022年8期)2022-11-24 09:43:42
中国造纸(2020年4期)2020-05-28 13:37:10
制造技术与机床(2018年8期)2018-10-09 08:27:36
中国造纸(2017年8期)2017-09-15 08:56:36
制造技术与机床(2017年3期)2017-06-23 08:11:48
生活用纸(2016年7期)2017-01-19 07:36:47
天津造纸(2016年1期)2017-01-15 14:03:28
中国造纸(2014年2期)2014-07-24 19:02:39
组合机床与自动化加工技术(2014年12期)2014-03-01 02:22:43
河南科技(2014年12期)2014-02-27 14:10:34