
错位纺纱在减少环锭纱毛羽上的应用实践
2017-09-12 05:38余雪满李清政
纺织科技进展 2017年8期
余雪满,李清政
(1.浙江工业职业技术学院 纺织工程学院,浙江 绍兴 312000; 2.杭州明纺纺织检测服务有限公司,浙江 杭州 312000)
错位纺纱在减少环锭纱毛羽上的应用实践
余雪满1,李清政2
(1.浙江工业职业技术学院 纺织工程学院,浙江 绍兴 312000; 2.杭州明纺纺织检测服务有限公司,浙江 杭州 312000)
为减少环锭纺成纱毛羽,采用错位纺纱技术在HFX-A4小样细纱机上纺制32 tex Z捻纯棉纱,通过纱线性能测试,探讨错位纺纱对Z捻纱毛羽和强力的影响。结果表明:错位纺纱改变了加捻三角形的形状和尺寸,因而改变了成纱结构和性质,右错位纺纱对Z捻毛羽有显著改善,而成纱强力和断裂伸长率有所降低。
环锭纺纱;错位纺纱;捻向;毛羽;断裂强度
环锭纺依然是目前最主要的纺纱方法,其原料适应性强,所纺纱支范围广,成纱性能相对稳定。环锭纺加捻三角区的存在使边缘纤维未能整根卷入纱体,从而形成了很多伸出纱体的自由端,即毛羽,同时也形成了强力不匀、条干不匀和大量毛羽等不良特性[1]。 针对环锭纺毛羽多的问题,学者们[2-4]已做了大量研究,目前解决毛羽的主要途径就是减小加捻三角区的加捻宽度或取消加捻三角区,从而加强对三角区边缘纤维的控制,紧密纺就是利用这一基本原理,在传统环锭纺的基础上增加集束装置,使加捻三角区大大减少,从而减少了纱线毛羽,但是改装成本较高,对纺织企业是个不小的负担,故不易普及。
本文旨在研究一种在不增加设备成本的条件下,能有效减少成纱毛羽,提高成纱质量并且操作性强的新型纺纱方法——错位纺纱法。
1 错位纺纱技术原理
传统环锭纺纱前罗拉输出的须条刚好在其正下方对应的锭子位置纺纱——正常位置。当在环锭纺细纱机上纺Z捻纱时,采用正常位置纺纱,则加捻三角区左右基本对称,两边长度基本相等[5],处于右边的纤维由于受到预加捻作用会被很好地约束,而处在左边的纤维因不受预加捻作用而相对自由,从而使得加捻三角区左边的纤维更容易形成毛羽。纺S捻纱时刚好相反,加捻三角区右侧纤维容易形成毛羽。
所谓的错位纺纱就是所有锭子不在其对应的前罗拉位置纺纱,而在其相临锭位所对应的前罗拉位置纺纱[6], 如图1所示[7]。从图1可以看出,错位纺纱可将加捻三角区发生变化,使得左右不对称,右错位纺纱如图1(a)时,左边长度缩短,可使左边的纤维得到较好的控制,同时,右边长度变长。若纺Z捻纱,右边的纤维则会受到较大张力和预加捻作用,因此也会被受到良好的控制,从而减少纱线毛羽。同理,纺S捻纱时,可以采用左错位纺纱方法。

(a)右错位 (b)正常位 (c)左错位图1 环锭纺纺纱位置示意图
2 试验部分
2.1 器材
HFX-A4细纱机(小样机),YG172型纱线毛羽测试仪, YG020B型电子单纱强力机,定量为5.8 g/10 m的纯棉粗纱。
2.2 纺纱试验
2.2.1 纺纱方法
纺制C32 tex Z捻纱,分别采用正常位置纺纱、左错位纺纱和右错位纺纱方法,错位量均为一个锭距,如图2所示。
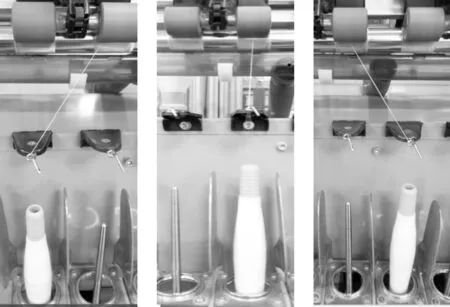
(a)右错位 (b)正常位 (c)左错位图2 不同纺纱位置
2.2.2 纺纱工艺
细纱工艺参数设置,如表1所示。
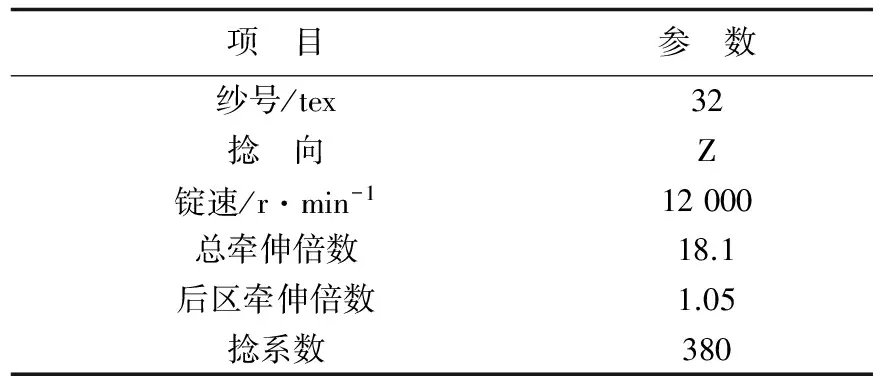
表1 纺纱工艺参数
2.3 性能测试
(1)纱线毛羽
采用YG172纱线毛羽测试仪测定各项毛羽及毛羽指数,速度30 m/min,测试次数5次,测试长度10 m。
(2)纱线强力
采用YG020B电子单纱强力机测试纱线断裂强度及断裂伸长,测试速度500 mm/min,测试次数5次,测试长度500 mm。
3 结果与分析
3.1 不同纺纱位置对成纱毛羽的影响
不同纺纱位置对纺制C32 tex Z捻纱毛羽的影响如表2所示。
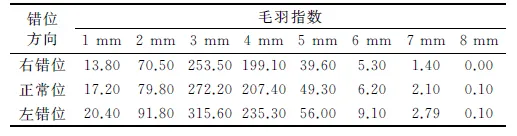
表2 不同位置纺纱各项毛羽指数对比
由表2可以看出,不管采用何种位置纺纱,3 mm和4 mm毛羽最多,采用左错位纺制C32 tex Z捻纱时,与正常位相比,从1 mm毛羽到8 mm毛羽指数都有所增加;右错位纺纱时,毛羽都有所改善,特别是3 mm以上有害毛羽,改善明显。右错位纺纱之所以能改善纱线毛羽,主要是因为纺纱角度的变化使得加捻三角区形状发生了改变。纺Z捻纱时,若采用右错位,由于须条左边长度缩短,可使左边的纤维得到较好的控制,同时,须条右边长度变长,因为右边的纤维会受到较大张力和预加捻作用,因此也会受到良好的控制,从而减少纱线毛羽。
而Z捻纱采用左错位毛羽增加的原因则刚好相反,由于纺Z捻纱时锭子顺时针转动,使得处于右边的纤维由于受到预加捻作用会被很好地约束,而处在左边的纤维因不受预加捻作用而相对自由,毛羽主要由左侧纤维不能受到很好控制引起的,如此时采用左错位,则会使右侧长度减少而左边长度增加,虽然右侧纤维会得到更好的控制,但左边长度的增加会使不受预加捻作用而相对自由的纤维增多,从而使得毛羽增加。
3.2 不同纺纱位置对成纱强力的影响
不同纺纱位置对成纱强力的影响如表3所示。

表3 不同位置纺纱强伸性对比
由表3可以看出,错位纺纱断裂强力和断裂伸长都较正常位有所降低,原因可能是有二,一是采用错位纺纱,增加了纺纱段长度,使得纤维受到的控制力减少;第二,错位纺纱使得纱线与导纱钩的包围弧度增大,从而使之与导纱钩的摩擦增加,同时也加剧了导纱钩处的捻陷效应,使纺纱段捻度减少,从而导致成纱强力减低。
4 结论
(1)错位纺纱通过改变纺纱三角形的形状影响成纱结构及成纱质量。右错位纺纱对环锭Z捻纱成纱毛羽有一定的改善。
(2)错位纺纱对环锭纱毛羽影响与错位方向和捻向有关,当错位方向与捻向一致时,对成纱毛羽的改善较显著,当错位方向与捻向不一致时成纱毛羽反而会增加。
(3)错位纺纱对环锭纱成纱质量的影响既有有利的一面,也有不利的一面。无论采用哪种错位方法,对成纱强力都有一定的影响,因此如何扬长避短还需进一步研究。
[1] 谢春萍,徐伯俊.新型纺纱技术[M]. 北京:中国纺织出版社,2009.
[2] 李向红,敖利民,马 军,等.错位纺纱对紧密纺成纱质量的影响[J].棉纺织技术,2010,38(1):7-10.
[3] 薛少林,王 荣,李华伟,等.改变纱路对环锭纱成纱质量的影响[J].棉纺织技术,2008,36(8):8-11.
[4] THILAGAVATHI G,GUKANATHAN G,MUNU-SAMY B. Yam hairness controlled by modified yarn path in cotton ring spinning[J]. Indian Journal of Fibre & Textile Research,2005,30(3):295-301.
[5] 李向红,陈振宏,刘盼盼,等.错位纺纱对成纱性能的影响[J].上海纺织科技,2011,(4):27-28.
[6] 任 亮.减少环锭纺纱毛羽的新思路——错位纺纱[J].上海纺织科技,2009,37(3):16-18.
[7] 左国平,姜金萍. 纺纱角的变化对纱线质量的影响[J].纺织科技进展,2013,(3):35-37.
7月棉商加大甩货速度 部分纺企休假、限产
据国家棉花市场监测系统各办事处反映,7月份,储备棉轮出延期传闻致下旬竞拍节奏放缓,棉商加大甩货速度;纺织企业进入传统淡季,加之今年持续高温,部分纺企采取了休假和限产模式。具体情况如下:
轮出延期传闻致竞拍节奏放缓,部分贸易商已进入亏损抛售状态。7月21日,一则“储备棉轮出将延长至9月底”的传言利空市场,延缓了下游企业的采购步伐。此外,棉商普遍认为,若储备棉轮出延期,市场供需结构会发生变化,市场供应宽松,现货市场棉价将进一步下跌,为减少损失要加大甩货速度,但销售缓慢,表现出无奈。算上资金占用成本等,部分贸易商已进入亏损抛售状态,虽有惜售心态,但又迫于对后期的看淡及轮出延期传言的影响,出货相对不畅,商谈优惠不断放大,特别是部分中低品质资源,清库心态浓重。
受进口纱线冲击,国产纱销售压力大。部分纺织企业反映,受近期进口纱线冲击,7月份国产纱线销售压力较大,销售不顺,成交量一般,纱厂库存增加。下游坯布市场同样低迷,价格走势较弱,库存有所增加,对后期市场没有太大信心。
纱线、布匹销售清淡,不少印染企业关闭。处于传统淡季,7月份纺织市场整体延续6月份的疲弱态势,企业订单不足,棉纱价格整体下滑,产销环比均有下降,利润微薄,经营更加困难,加之高温季节,停产、限产情况增多,企业大多采取随用随买采购策略,用棉以竞拍储备棉为主。此外,因环保力度加强,不少印染企业纷纷关闭,有些坚持开机的印染厂订单也做不完,都排到几个月后了。
化纤价格大幅上涨。据了解,最近福建地区化纤价格约8 540元/t,较上月大幅涨价约800元/t,四川地区涤纶短纤结算价格(中石化)在8 750元/t,较上月上涨750元/t左右。
Application of Dislocation Spinning on Reducing Ring Spinning Yarn Hairiness
YU Xue-man1, LI Qing-zheng2
(1.College of Textile, Zhejiang Industry Polytechnic College, Shaoxing 312000, China;2. Hangzhou Mingfang Textile Testing Service Co. Ltd., Hangzhou 312000,China)
In order to reach the goal of reducing ring spun yarn hairiness, 32 tex Z twist pure cotton yarn were spun on HFX-A4 sample spinning machine by dislocation spinning technology. Yarn properties were tested to analyze the effect of dislocation spinning on hairiness and strength of Z twist yarn. The results showed that the shape and size of twisting triangular varied with the dislocation spinning, yarn structure and properties changed with twisting triangular accordingly. Right dislocated spinning could improve yarn hairiness but breaking strength and breaking elongation decreased.
ring spinning; dislocation spinning; direction of twist; yarn hairiness; breaking strength
2017-06-28
余雪满(1981-),女,讲师,硕士研究生,主要研究方向为新材料新技术开发,E-mail:258374957@qq.com。
TS104.7
B
1673-0356(2017)08-0030-03
猜你喜欢
玻璃纤维(2022年4期)2022-09-26
产业用纺织品(2021年9期)2021-08-09
纺织科技进展(2021年1期)2021-01-27
纺织器材(2020年1期)2020-03-24
服装学报(2019年6期)2020-01-07
国际纺织导报(2019年2期)2019-05-30
农业机械学报(2017年7期)2017-07-31
新疆大学学报(自然科学版)(中英文)(2015年2期)2015-05-16
化纤与纺织技术(2014年1期)2014-03-30
自动化博览(2014年9期)2014-02-28
