
智能化叶片制坯生产线
2017-09-12 08:05:59喻兴娟中国联合工程公司高文强刘承昆青岛海德马克智能装备有限公司
锻造与冲压 2017年17期
文/喻兴娟·中国联合工程公司高文强,刘承昆·青岛海德马克智能装备有限公司
智能化叶片制坯生产线
文/喻兴娟·中国联合工程公司高文强,刘承昆·青岛海德马克智能装备有限公司
智能化生产线是将数控技术、自动化技术、信息技术以及现代管理技术有效集成,实现对生产线的运动控制、逻辑控制和基于生产线各成套设备的工艺管理和设备监控。本文通过对叶片制坯生产线的介绍,将生产管理平台与生产线现场控制设备相连,实现数据的无缝连接与信息共享,前后贯通整条产线,实现生产线全生产过程的计划、调度和实时处理、设备状态的安全监视和维护等,从而实现整个企业信息的综合集成。
中国正处于经济调整和产业升级的重要阶段,制造业正面临原材料价格上涨、劳动力成本上涨、人口红利散失、利润空间压缩、举步维艰的处境。企业如何获取更大的生存空间,正考验着在激烈的市场经济竞争中求生存、求效益的每个企业。作为基础装备制造的锻压行业,高效、低耗一直是行业技术升级和转型的重要策略之一。提升装备智能化,采用智能化生产线,有效提高产品质量和生产效率,提高企业核心竞争力,是当下行业发展的必由之路。
叶片是航空发动机、汽轮机、燃气轮机和压缩机的关键核心部件,起着能量转换的关键作用,是汽轮机、航空发动机的心脏。叶片的质量,直接关系到发动机、汽轮机等的工作效率。使用环境、性能要求、需求量、生产成本等因素,决定了只有采用精锻工艺、智能化的锻造生产线,才是叶片锻造生产的最佳选择。
制坯设备选型
叶片锻造的首道工序——制坯,制坯质量对后续精锻有着重要影响,整个锻坯的轴向变形基本上都在制坯工序完成。若以叶根截面选取棒料直径,制坯变形量约占叶片全部变形量的60%。目前世界上主要的大叶片制造公司一般采用叶身拔长、叶根镦粗的制坯工艺,同时拥有高精度的叶身拔长和叶根镦粗设备,而叶身拔长则大多采用奥地利G.F.M公司的程序控制四锤头径向锻造机。
设备介绍
国内某专业叶片生产厂为满足叶片生产需要,在几年前就对叶片的制坯工艺进行了改进提高,针对叶片的特点,新增了一条6.3MN快锻压机生产线,专门用于叶片的制坯。但由于叶片数量大,要求高,原有的一条生产线产能有限,无法满足要求。为适应锻造车间装备现代化、智能化、低成本运行要求,满足大批量大中型叶片、轴类结构件的制坯生产,设备制造厂与叶片专业厂共同协作,开发研制了一套新型机构和液压传动系统的节约型数控快锻机—10MN双锤头液压径向数控快锻机成套设备(图1),以提高生产效率、提高产能、提高材料利用率。双锤头液压径向数控快锻机成套设备组成明细,各参数详见表1,2,3。

表1 双锤头径向锻造机成套设备组成

表2 主机——10MN双锤头液压径向数控快锻机
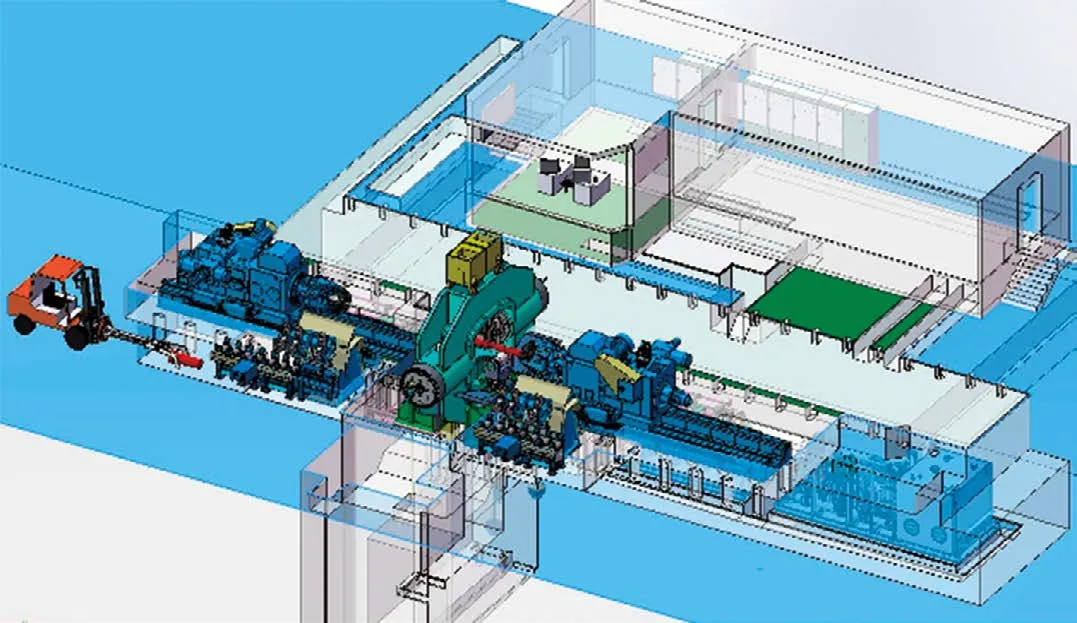
图1 10MN双锤头液压径向数控快锻机成套设备

表3 锻造操作机
智能控制
设备采用全液压驱动,配置当今世界最先进的电液控制元器件和控制系统,采用PLC、工控机和PROFINET现场总线三级控制,使数控快锻机、锻造操作机、上下料机械手的速度、位置和压力得到精确控制,实现数控快锻机、锻造操作机、上下料机械手的机械结构、传动方式、控制技术和整机性能的创新,从根本上改善叶片制坯车间的劳动环境和条件,实现锻造作业的智能化、自动化操作和生产。
根据双锤头液压径向数控快锻机成套设备动作复杂、结构庞大、控制对象和检测点较多、分布范围广且较为分散的特点,采用以网络技术为基础的通用工业现场控制总线(PROFINET)系统结构,由带有网络控制功能的德国SIEMENS可编程控制器(S7-1500)、工业现场总线控制单元、工业控制计算机(IPC)、数据采集系统和数据监控系统联网组成成套设备实时控制网络系统,如图2所示。
坯料的尺寸、最终尺寸和每一个道次的参数在道次计划表中定义。锻压位置、给料速度、旋转角度和其他参数在数控快锻机、锻造操作机、自动换砧的功能中详细定义。
在自动操作模式时,生产线中的每个操作动作(含自动换砧)都通过控制软件自动驱动,从上料、锻压、自动换砧、卸料都不需要操作人员。生产线整个动作循环流程如下:
⑴取料机械手从加热炉内取料喂给上料台。
⑵上料台的定位装置对工件进行定位。
⑶上料机械手从上料台上取料并送给操作机。
⑷操作机按程序所给位置夹持工件,上料机械手复位。
⑸操作机及径锻机按程序给定进行锻造过程。
⑹锻造完成(锻造程序运行完成)后由下料侧操作机夹持工件运行到设定位置(此时,上料侧进行上料步骤:序号1、2)。
⑺下料机械手夹持工件,操作机松开工件并后退至设定位置。
⑻下料机械手将工件运送至下料台,工件的锻造过程结束。
结束语
先进叶片锻造技术不仅节省金属材料,减少机加工工时,也大大降低了叶片制造成本,而且在很大程度上提高了叶片的使用性能和寿命。
采用计算机控制配套机械手,实现机械手与径向数控快锻机的联动,减少了人为控制因素,提高了制坯质量。每步压下量、进给量、转动角度等各项参数均可通过电子计算机集中控制,生产全过程仅1人操作,操作中有数据显示和打印记录。根据需要可采取手动、半自动、自动、机组联动操作。
数控快锻机的每分钟锤击次数比普通快锻液压机高一倍,高频锻打产生的形变热量可以补偿坯料散失的热量,特别是针对高合金钢、钛合金以及难加工的合金这一类加工温度范围窄的锻件,增加了一次加热中坯料的总变形量,提高了生产效率和成材率。此外,通过对双锤头径锻机锻造工艺的研究可知,双锤头锻造结构,在实际生产中能够达到四锤头的工作状态,保证质量的同时,可降低制造成本。
猜你喜欢
锻造与冲压(2022年23期)2022-12-23 09:05:48
水上消防(2022年2期)2022-07-22 08:45:22
水上消防(2022年1期)2022-06-16 08:07:36
作文小学中年级(2021年6期)2021-12-26 01:15:00
水上消防(2021年4期)2021-11-05 08:51:24
天涯(2021年4期)2021-09-14 07:59:16
水上消防(2021年3期)2021-08-21 03:11:54
锻造与冲压(2020年23期)2020-12-18 03:22:24
科学导报·学术(2020年14期)2020-10-14 14:15:02
锻造与冲压(2018年7期)2018-05-29 08:08:08
