
TRT焊接机壳有限元前处理技术
2017-09-11 14:23:08张保林
电焊机 2017年8期
张保林
(陕西工业职业技术学院 材料工程学院,陕西 咸阳 712000)
TRT焊接机壳有限元前处理技术
张保林
(陕西工业职业技术学院 材料工程学院,陕西 咸阳 712000)
以TRT透平主机焊接机壳为研究对象,利用有限元软件ANSYS分析焊接机壳的焊接结构,分析过程包括焊接有限元前处理、应力应变的模拟计算、计算结果分析、分析计算的后处理及评判。其中,有限元前处理需要花费大量时间,良好的前处理是有限元分析的前提和关键。结合焊接和有限元知识,对TRT透平主机焊接机壳有限元前处理的若干问题进行探讨,解决了有限元前处理技术中的结构模型、模型材料与性能、热分析单元的选定、热源模型的建立及焊接“生死”单元技术、网格划分、焊接工艺和有限元模型边界条件及载荷的施加等问题,为后续有限元模拟焊接应力及变形结果的计算提供了精确保障。
有限元;几何模型;网格;边界条件
0 前言
以TRT透平主机焊接机壳为研究对象,利用ANSYS有限元法分析焊接结构,包括焊接有限元前处理技术、应力应变的模拟计算、计算结果的分析、后处理及评判等。有限元前处理技术需要花费大量的时间,所以良好的前处理是有限元分析的前提和关键[1]。本研究就TRT透平主机焊接机壳有限元前处理的若干问题进行探讨。
1 结构模型
结合CAD图,建立透平主机焊接机壳的几何模型和有限元模型,如图1和图2所示。可在ANSYS软件中建立模型,也可以通过CAD或Pro/E软件绘出实体图后保存为IGS格式,再导入ANSYS软件中[2]。
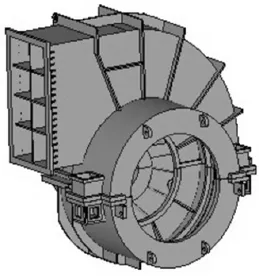
图1 焊接机壳结构模型Fig.1 Structure model of welding shell
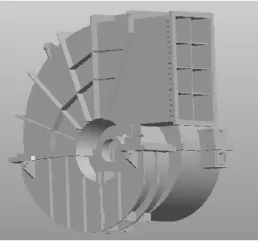
图2 焊接机壳有限元计算模型Fig.2 FEM calculation model of welding case
其次,在建模过程中需对模型进行简化,包括细节简化和焊缝数量简化。①细节简化方面:几何模型的细节将影响附近的网格大小,造成整个结构的网格分布复杂和网格数增加,甚至不能划分网格,因此,在不影响全局计算结果的前提下,必须合理简化或忽略细节,以获得更好的网格布局和质量。②焊缝数量简化:由于整个机壳是拼凑焊接的,筋板和一些小的支撑板处的焊缝达20~30余条,计算量极大,而这些并非研究重点。因此,在不影响计算精度的前提下,关注典型部位焊缝,简化焊缝数量。
2 模型材料和性能
建立模型后,需分析焊接结构件的实际工况,以便确定有限元模型的材料参数和边界条件。焊接机壳选用Q390C材料,其常温性能如表1所示,高温性能如表2所示。另外,涉及的相关物理参数单位如表3所示。
3 热分析单元的选定
在进行热分析时,主要采用SOLID70模拟温度场,设定预热温度200℃,参考温度20℃,并考虑温度与材料力学性能的相关性。读入热分析结果、进行焊接残余应力模拟时,为了得出自由焊接时的模拟残余应力,同时保证有限元模型不产生刚体位移,求解过程稳定而不发散,在法兰的某一个角上施加位移约束,约束UX,UY,UZ三个方向,如图3所示。这样既能保证所关注的部位应力释放,又能使计算顺利进行。
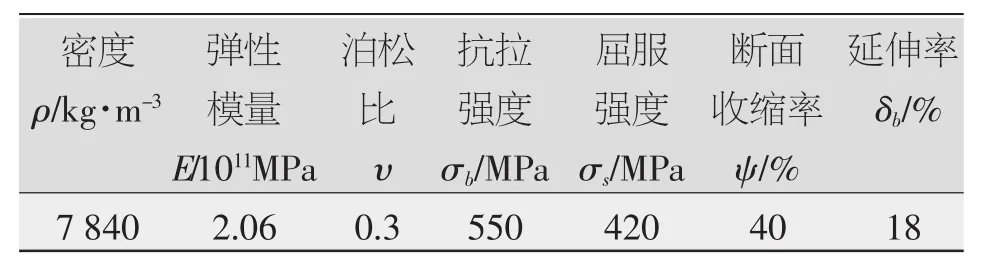
表1 Q390C材料常温性能Table 1 Properties of Q390C at room temperature
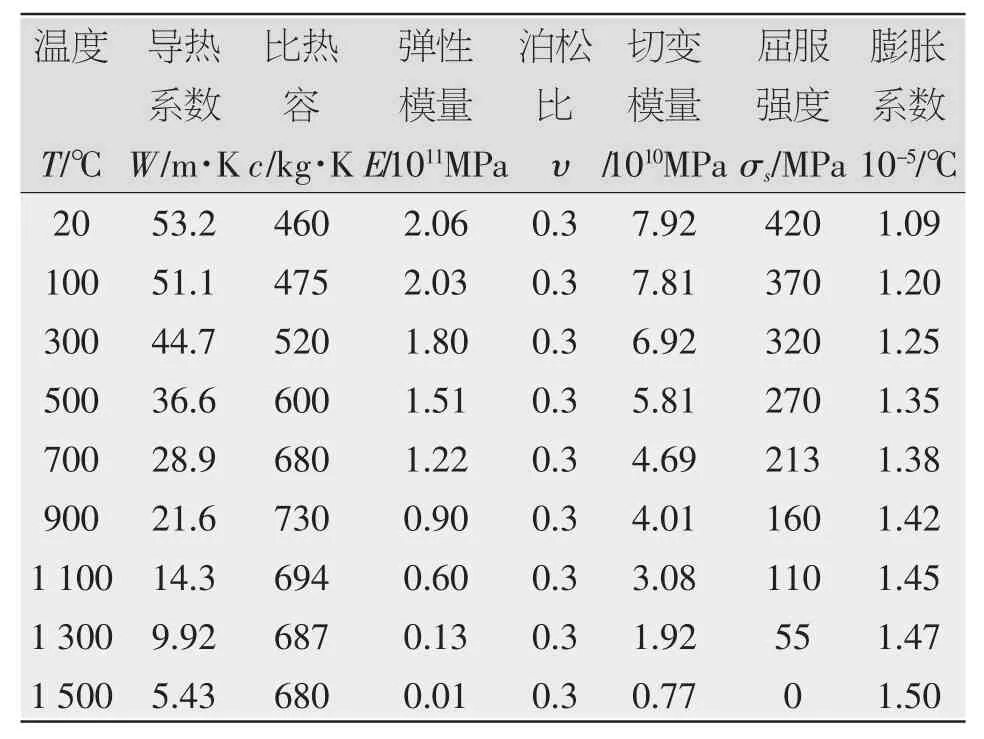
表2 Q390C材料高温性能参数Table 2 High-temperature behavior of Q390C material
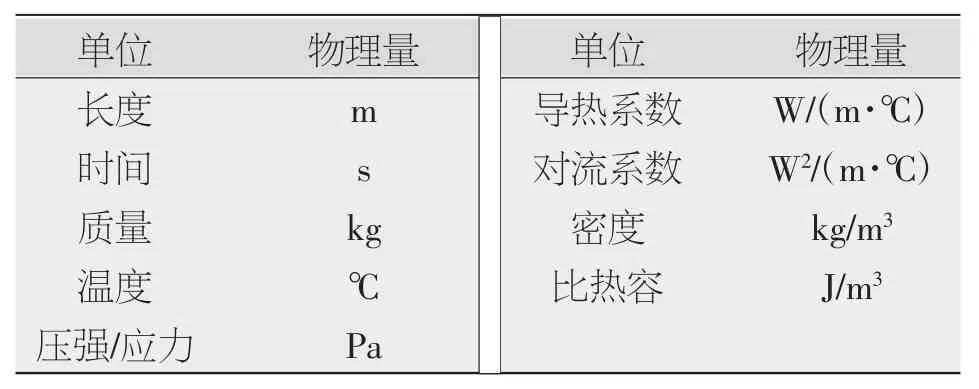
表3 协调单位表Table 3 Coordinate units list
4 热源模型的建立及焊接“生死”单元技术
焊接热源的局部加热、瞬时及快速移动的特点,易形成在时间和空间域内梯度都很大的不均匀温度场。而焊接热源模型是实现焊接过程数值模拟的基本条件,不均匀温度场会导致焊接出现很大的残余应力和变形。因此,利用基于“生死”单元技术的热源模型计算焊接温度场[3]。
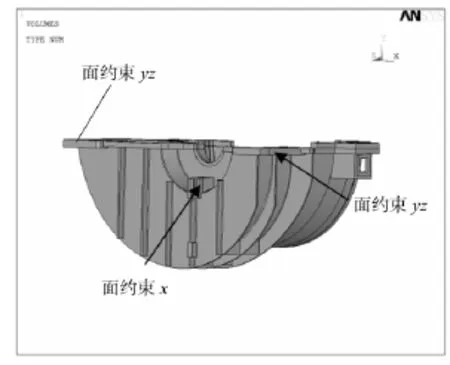
图3 边界约束条件Fig.3 Edge-restraint condition
基于实际生产中焊缝是一层一道焊上去的,而建模时已将焊缝部分作为实体建立,因此,有限元计算时将已建立的实体焊缝中所有单元“杀死”,相当于焊前装配状态。计算过程中,按实际焊接顺序“激活”先前被“杀死”的单元,即模拟焊缝金属的填充焊接,并给激活的单元施加焊接热源即生热率。需要注意的是,每计算完一步,需要删除该步的生热率,进入下一步的加载计算,计算过程同上道焊缝。
为了使单位体积上的热生成率恒定,本模拟采用在焊缝单元上加载均匀热流的热源模式
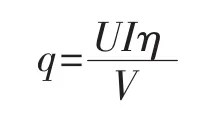
式中 U为电压;I为电流;V为热源作用体积;η为电弧效率。
采用在焊缝部分加载均匀热流的热源模式,计算模型热源作用时间即加热时间的经验公式为
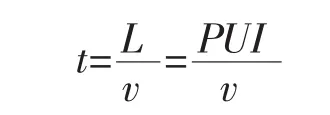
式中 P决定于焊接方法和规范。对于焊接电流在100~300 A的熔化极氩弧焊,P=3.8~4.8;对于焊接电流为150~370 A的埋弧焊,P=4。v为热源移动速度,即焊接速度。
5 网格划分
TRT焊接机壳采用智能和自由网格划分相结合的方法。在进行热力耦合分析时,必须选择同时具有热力耦合分析功能的单元[4],而SOLID70符合条件,其属于8节点六面体单元,具有较高的计算精度和计算效率。
基于单元类型对机壳实体模型进行网格划分,根据机壳的总体尺寸,控制网格单元大小,细化焊缝处,采取10 mm网格。对于计算结果影响不大的其他部分,采用80 mm网格尺寸,既提高计算效率,又能保证计算精度。划分网格后的模型如图4所示。
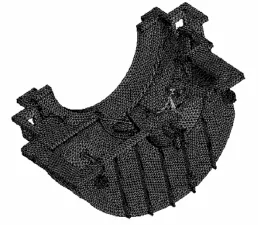
图4 机壳网格划分模型Fig.4 Partition model of shell gridding
6 焊接工艺
根据焊接结构的实际生产情况,焊接工艺参数如表4、表5所示,焊前预热温度150℃~200℃,采用直流电源。
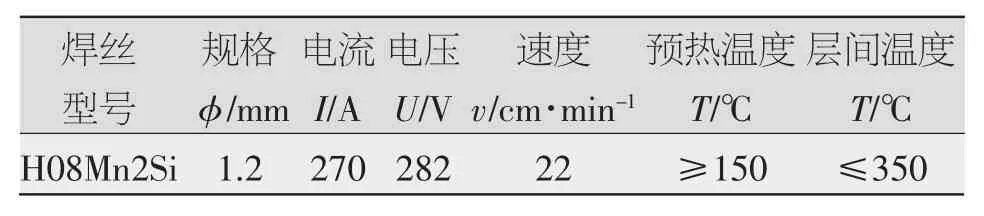
表4 焊接工艺参数(平焊)Table 4 Welding process parameters(downward welding)
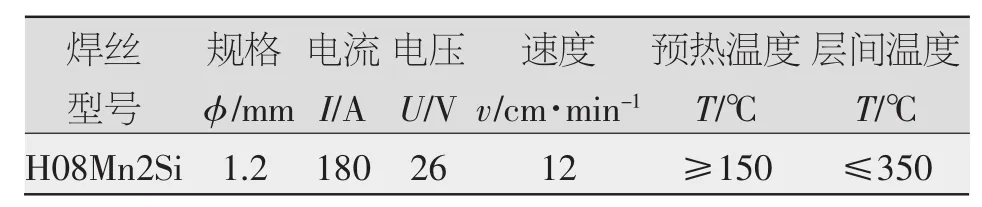
表5 焊接工艺参数(立焊)Table 5 Welding process parameters(vertical welding)
焊接顺序为:机壳先进行整体拼接,点焊固定,整个机壳翻转四次,完成全部焊接过程。先焊水平位置焊缝(包括壳体环焊缝),再将机壳翻转,分别焊两侧焊缝(先焊数量少的一侧,中间有一次翻转),最后将机壳翻转,中分法兰朝上焊接所有焊缝。
7 有限元模型边界条件及载荷的施加
7.1 边界条件
针对瞬态热分析的焊接温度场计算,在空气中焊接时,初始温度值应设为室温,大气压力100kPa,环境温度20℃。另外,由于焊接结构外表面存在对流和辐射换热,因此给定一个总的传热系数,同时考虑辐射和对流换热。而本产品结构较庞大,相变对变形的影响较小,可以忽略相变潜热。
7.2 施加载荷
本次计算是基于“生死”单元技术的热源模型,以生热率的形式施加载荷。即将热源作为焊缝单元内部生热处理,同时考虑金属的填充作用,采用“生死”单元技术,即杀死后焊焊缝,激活要焊焊缝的方法逐步填充进行计算。
7.3 分析选项的确定
针对典型的非线性瞬态热传导问题,如果分析选项设置不当,计算结果会出现难收敛的情况。因此,需要进行相应设置:
(1)采用Full Newton-Raphson(牛顿-拉普森)方法,即每进行一次平衡、迭代,就相应修正一次刚度矩阵,同时激活自适应下降功能。
(2)打开自动时间步长功能,步长越小,计算结果越精确,但过小的时间步长需要占用很大的计算机容量和很长的计算时间[5]。为此,本计算将时间步长控制在约0.25 s,而冷却过程中可相应逐步增大时间步长。
8 结论
主要阐述了TRT焊接机壳几何模型的建立、热源模型的选定、焊缝“生死”单元技术的应用、边界条件简化及载荷的施加等问题,介绍TRT焊接机壳有限元前处理技术的合理选定及应用,为后续有限元模拟焊接应力及变形结果的精确性打下坚实的基础,同时为实际生产提供可靠的数据支撑。
[1]潘新安,苏学成,李华,等.有限元前处理技术的研究与应用[J].煤矿机械,2007,28(4):68-70.
[2]宋丽平.有关焊接有限元数值模拟计算前处理技术的探讨[J].热加工工艺,2012,41(9):178-180.
[3]王莹.AV轴流压缩机焊接机壳关键焊缝应力和变形分析[D].陕西:西安理工大学,2007.
[4]查德根,沈景凤,黄宗益,等.焊接结构件有限元分析中的前处理技术[J].上海水产大学学报,1998,7(4):340-344.
[5]李冬林.焊接应力和变形的数值模拟研究[D].湖北:武汉理工大学,2003.
FEM pre-processing technology of TRT welding casing
ZHANG Baolin
(School of Material Engineering,Shaanxi Polytechnic Institute,Xianyang 712000,China)
Research the welded casing of TRT turbine master,finite element software ANSYS is used to analyze the welding structure of welding case,the analysis process includes welding FEM,stress strain simulation,analysis the calculation results,analysis of the evaluation. Among them,the FEM takes a lot of time.Therefore,good pre-processing is the premise and key of FEM.Combining the welding and finite elementknowledge,someproblemsarediscussedtosolveFEMpre-processingtechnologyinstructuralmodel,modelmaterialsandproperties,thermalanalysisunitselection,heatsourcemodelestablishmentandweldingof"lifeanddeath"unittechnology,mesh,weldedtheprocessand the finite element model boundary conditions and load problems,provide accurate protection for the subsequent finite element simulation calculationsofweldingstressanddeformation.
FEM;geometric model;grid;boundary condition
TG457
A
1001-2303(2017)08-0138-04
10.7512/j.issn.1001-2303.2017.08.29
2017-04-18;
2017-05-31
张保林(1980—),男,讲师,硕士,主要从事焊接工艺与检测的教学和研究工作。E-mail:276134019@ qq.com。
本文参考文献引用格式:张保林. TRT焊接机壳有限元前处理技术[J].电焊机,2017,47(08):138-141.
猜你喜欢
橡塑技术与装备(2021年23期)2021-12-13 06:00:04
大电机技术(2021年5期)2021-11-04 08:58:34
煤气与热力(2021年3期)2021-06-09 06:16:20
装备制造技术(2019年12期)2019-12-25 03:06:42
制造技术与机床(2017年2期)2017-05-04 04:17:22
电子制作(2017年19期)2017-02-02 07:08:31
重型机械(2016年1期)2016-03-01 03:42:11
焊接(2016年6期)2016-02-27 13:04:52
焊接(2015年8期)2015-07-18 10:59:13
机电信息(2015年9期)2015-02-27 15:55:57
