
城市输水用Q235B+304不锈钢复合管环焊焊接工艺
2017-09-11 14:23王凤会张侠洲赵英建陈延清
电焊机 2017年8期
王凤会,张侠洲,赵英建,陈延清,张 熹,刘 宏
(首钢技术研究院,北京100043)
城市输水用Q235B+304不锈钢复合管环焊焊接工艺
王凤会,张侠洲,赵英建,陈延清,张 熹,刘 宏
(首钢技术研究院,北京100043)
不锈钢复合管内侧为具有耐腐蚀性能的不锈钢,外侧为具有一定强度的碳钢,成为新一代环保型输水管。为了研究8 mm+2 mm厚城市输水用Q235B+304不锈钢复合钢管的环焊焊接工艺,试验选用合理的焊接材料及坡口形式等,获得了复合板与复合板、复合板与碳钢板的焊接接头。通过拉伸、冲击、弯曲试验评价两种焊接接头的力学性能;通过检测接头不锈钢焊道化学成分,评估复合管焊接接头内侧不锈钢焊道的耐晶间腐蚀性能。结果表明,所采用的焊接工艺获得的接头力学性能满足技术要求且富余量较大,复合管接头不锈钢焊缝获得了A+(5%~10%)δ组织,耐晶间腐蚀性能优异。
复合管;不锈钢;环焊;晶间腐蚀
0 前言
随着国民经济的发展,人们对生活质量的要求越来越高,为保证人民生活用水的质量,对供水管道的材质提出了更高的要求。不锈钢复合管作为新一代环保型管材,已经得到设计、安装、监理及业主等多方面的认可,成为改善居民生活用水的优选产品[1-5]。不锈钢复合管内侧为食用级不锈钢,具有较强的耐腐蚀性能,既能承受水和空气的腐蚀,还能承受弱酸弱碱的腐蚀;外侧的碳钢具有一定延展性和高强度,能够有效提高复合管的强度稳定性能。
不锈钢复合管在生产应用过程中会遇到连接问题,可靠的焊接技术是确保复合管安全运行的必要条件。复合管的内外侧在化学成分和物理性能方面存在较大差异,该复合管环焊时的工艺参数对接头组织及性能影响很大,包括坡口形式、焊接材料和焊接顺序等。解决复合管的焊接问题能够促进复合管的应用推广,为此对复合管焊接进行了大量的研究[6-9]。
本研究根据现场复合管环焊的施工特点选择合理的焊接坡口形式,并根据异种金属复合管焊接特点选择合理的焊接材料及焊接工艺参数,对获得的复合管焊接接头性能进行评价,为后期该类管的实际现场安装提供理论指导和技术支持。
1 试验材料和方法
采用首钢首秦公司生产的8mm+2mm厚Q235B碳钢+304不锈钢的热轧复合板,参照GB/T 8165-2008《不锈钢复合钢板和钢带》标准。复合板Q235B碳钢和304不锈钢的主要化学成分见表1。

表1 Q235B碳钢和304不锈钢主要化学成分%
采用复合板的平焊对接,模拟现场复合管的环焊工艺,以便下一步的性能检测。考虑到现场采用的复合管直径为φ1 020 mm,每根管道长6 m,可以采用双面焊接,因此坡口形式为X型。复合管的现场安装包括复合管与复合管、复合管与普通碳钢的对接,采用复合板的连接模拟现场管的对接,进行复合板的对接及复合板与碳钢的对接试验,分别为1#方案和2#方案。为了保证复合板接头的力学性能及耐腐蚀性能,先焊Q235B碳钢侧,背面清根后焊接304不锈钢侧。碳钢一侧的焊接采用φ1.2 mm的ER50-6焊丝,不锈钢一侧的焊接采用φ3.2 mm的E309L-16。试验方案的焊接坡口如图1所示,焊材熔敷金属的主要化学成分见表2,两种接头方案焊道所选用的焊材及焊接热输入如表3所示。复合板焊接顺序及焊道示意如图2所示。
焊后观察焊接接头金相组织,包括接头宏观及微观的焊缝区、粗晶区及母材区组织。通过拉伸试验、弯曲试验及冲击试验等检测接头力学性能。另外,检测两种接头焊缝区的化学成分,并评价接头焊缝区的耐晶间腐蚀性能。
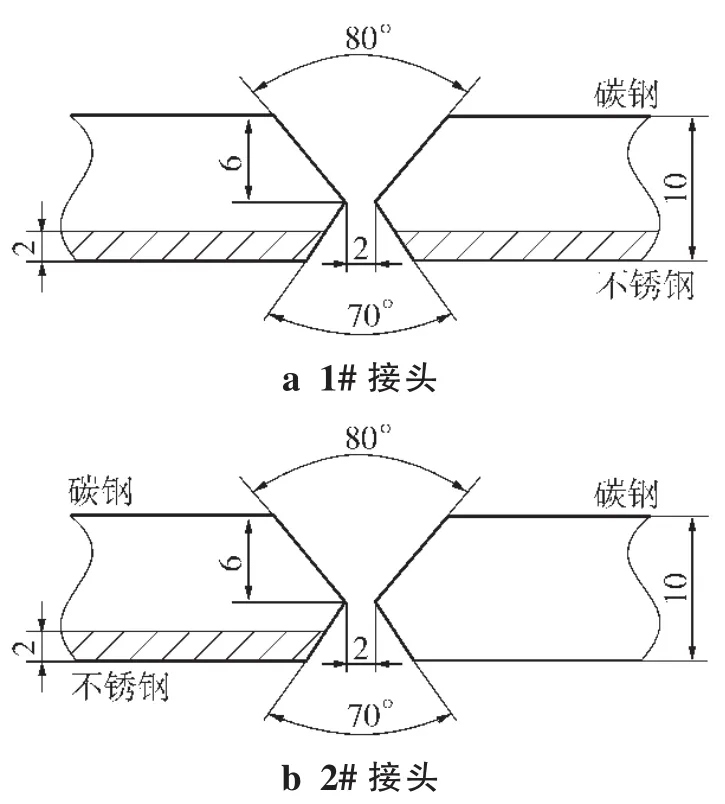
图1 复合板焊接的坡口形式

表2 试验用焊材熔敷金属的主要化学成分%
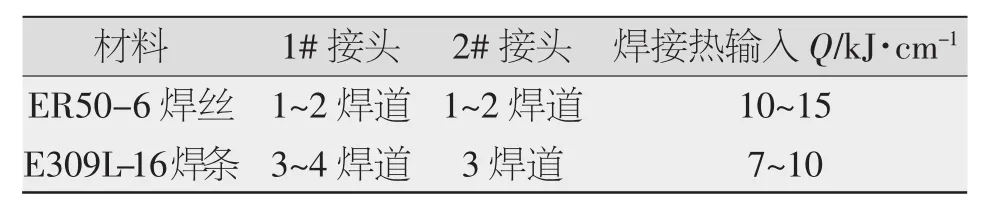
表3 两接头焊道选用的焊材及焊接热输入
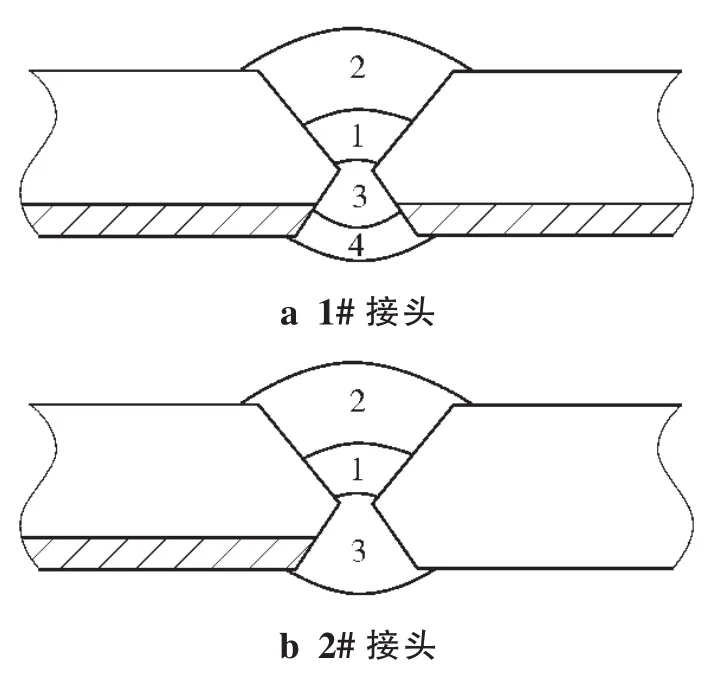
图2 复合板焊接接头焊接顺序及焊道示意
2 试验结果及分析
2.1 焊接接头宏观组织
对两种方案的焊接接头进行宏观观察,如图3所示。两种方案获得的焊接接头均未出现未熔合、夹渣或裂纹等焊接缺陷,焊接工艺性良好。
2.2 焊接接头金相组织
观察两种方案焊接接头的各个区域,材料外侧碳钢及内侧不锈钢的金相组织如图4所示。

图3 复合板焊接接头宏观照片
图4 复合板母材基层和覆层金相组织
焊接接头碳钢侧的焊缝区和粗晶区决定了接头的力学性能,不锈钢侧最外的焊缝区决定了接头的腐蚀性能,1#接头碳钢侧Q235B焊缝区、碳钢粗晶区及1#和2#接头不锈钢焊缝区的金相组织见图5。

图5 复合板焊接接头金相组织
由图4可知,复合板基层Q235B为典型的铁素体+珠光体组织,覆层304为典型的具有孪晶的奥氏体不锈钢组织。此外,由于复合板生产的轧制过程,不锈钢层出现了流变线。
由图5可知,复合板碳钢侧焊缝区为先共析铁素体+针状铁素体组织,碳钢侧接头的粗晶区晶粒经过焊接热循环,晶粒尺寸明显长大,粗晶区组织为铁素体+珠光体+少量马氏体组织。两种焊接接头不锈钢焊缝区为典型的奥氏体(A)+少量铁素体(δ)的不锈钢焊接铸态组织。
2.3 焊接接头力学性能
检测接头的拉伸、弯曲及冲击性能,结果如表4所示。拉伸试样照片如图6所示,弯曲试样照片如图7所示。

表4 焊接接头的力学性能

图6 焊接接头拉伸试样照片
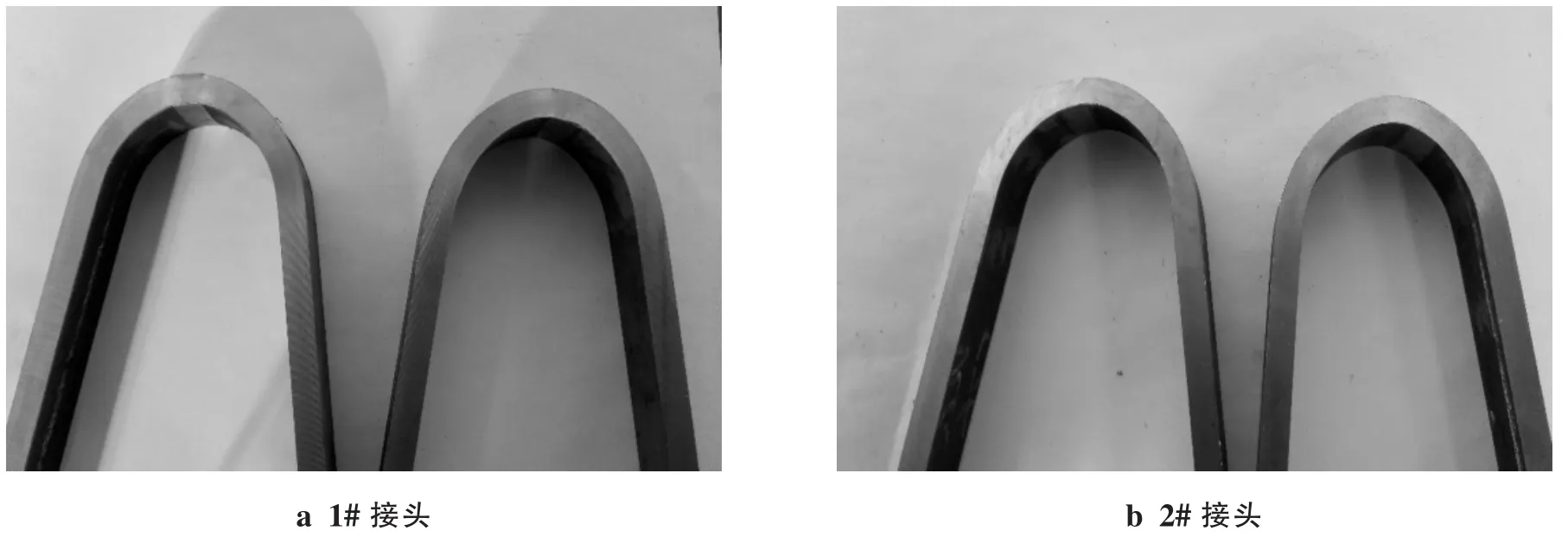
图7 焊接接头弯曲试样照片
由表4、图6和图7可知:(1)两种接头的抗拉强度分别为501MPa和463MPa,拉伸试样断于母材,拉伸性能满足技术要求;(2)两种焊接接头的正弯和反弯试样在弯曲180°后,接头的弯曲面及侧面都未出现裂纹,弯曲性能满足技术要求;(3)两种接头焊缝区20℃的冲击值分别为123 J和152 J,热影响区为130 J和103 J,冲击性能合格,且富余量较大。因此,焊接接头的力学性能满足技术要求。
2.4 焊接接头耐晶间腐蚀性能评价
研究不锈钢焊缝时涉及到铬当量Creq和镍当量Nieq,已知Creq和Nieq就能确定焊缝金属的室温组织。常用舍夫勒焊缝组织图来确定不锈钢焊缝组织,如图8所示。对试验焊接接头不锈钢焊缝区进行成分检验,两种焊接接头不锈钢焊缝区的主要化学成分及Creq和Nieq如表5所示。
1#接头需要考虑其不锈钢焊缝的耐晶间腐蚀性能,2#接头由于是复合板与碳钢的结合处,不需要考虑其耐晶间腐蚀性能,评价两接头的耐晶间腐蚀性能。由表5可知,两种焊缝的Cr、Ni元素含量都高于304母材,且C含量与母材也相差不大,从化学成分上能够保证焊缝的耐蚀性。根据两接头的Creq和Nieq计算结果,结合图8可知,两焊接接头的室温组织为A+(5%~10%)δ,其中1#接头的δ含量略多于2#接头,该结果与金相观察结果一致。

表5 两焊接接头不锈钢焊缝区的主要化学成分及Creq和Nieq %
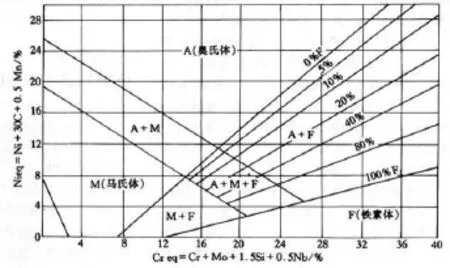
图8 舍夫勒焊缝组织图及Creq和Nieq计算公式
焊缝中的δ相一方面可以打乱单一的γ相柱状晶的方向性,不致形成连续贫Cr层,另一方面δ相富含Cr,有良好的供Cr条件,可减少γ晶粒形成贫Cr层。研究表明,焊缝中存在4%~12%的δ相,其组织耐晶间腐蚀性能优良[10]。两种焊接接头的δ相都在5%~10%,由此可以判断两种接头的焊缝区耐晶间腐蚀性能良好。
3 结论
(1)通过选择非对称的X型坡口,采用ER50-6碳钢焊材焊接复合板碳钢侧,清根后采用E309L-16不锈钢焊材填充不锈钢侧,该焊接工艺能够满足复合管的环焊工艺。
(2)试验获得的复合板与复合板对接、复合板与碳钢对接的接头的拉伸、弯曲及冲击性能满足技术要求,其中抗拉强度分别为501 MPa和463 MPa,20℃两种接头的焊缝区和粗晶区冲击值分别大于等于123 J和大于等于103 J,富裕量较大。
(3)两种接头不锈钢焊获得了奥氏体A+5%~ 10%铁素体δ的组织,该组织能够保证接头内侧不锈钢焊缝服役面具有优异的耐晶间腐蚀性能。
[1]宋彬.双金属复合管的制造及应用[J].给水排水,2002,28(10):65-66.
[2]梁爱玉.不锈钢复合管的生产开发前景[J].焊管,2000,23(1):4-6.
[3] 鲁流金,段智宏.不锈钢复合管输送生活水应用实践[J].昆钢科技,2013(3):14-16,20.
[4]李发根,魏斌,邵晓东,等.双金属复合管技术经济性分析[J].腐蚀科学与防护技术,2011,23(1):86-88.
[5]钱乐中.油气输送用耐腐蚀双金属复合管[J].特殊钢,2007,28(4):42-44.
[6]陈忱,王少刚,俞旷.304L/SA516Gr70不锈钢复合板焊接接头的组织与性能分析[J].电焊机,2011,41(10):88-91.
[7] 张西雷,马庆乐.双金属复合管焊接工艺研究[J].焊管,2016,39(1):45-48.
[8]王新.双金属复合管焊接工艺研究与应用[J].电焊机,2011,41(7):71-73.
[9]赵晨光,彭清华,马宏伟,等.双金属复合管焊接技术探讨[J].焊管,2013,36(1):60-63.
[10]李亚江.焊接冶金学-材料焊接性[M].北京:机械工业出版社,2006.
Girth welding process of Q235B+304 stainless steel clad pipe using in urban water supply system
WANG Fenghui,ZHANG Xiazhou,ZHAO Yingjian,CHEN Yanqing,ZHANG Xi,LIU Hong
(Shougang Research Institute of Technology,Beijing 100043,China)
The inner side of the stainless steel clad pipe is stainless steel with good corrosion resistance,and the outer side of the pipe is carbon steel with a certain strength.It has become a new generation of environment-friendly water pipe.In order to study the welding process of Q235B+304 stainless steel clad pipe with(8+2)mm thickness for water transportation in city,reasonable welding material and groove type were selectedtoobtaintwoweldedjoints.Themechanicalpropertiesofthetwoweldedjointswereevaluatedbytensile,impactand bending tests.The intergranular corrosion resistance of the stainless steel welded joint was evaluated by the chemical composition of the joint.The results show that the mechanics of the joint obtained by the welding process meets the technical requirements and the surplus is large,the A+(5%~10%)δ microstructure is obtained in the stainless steel weld of the pipe joint,and has excellent resistance to intergranular corrosion.
clad pipe;stainless steel;girth welding;intergranular corrosion
TG404
A
1001-2303(2017)08-0104-05
10.7512/j.issn.1001-2303.2017.08.20
2016-12-12;
2017-01-19
王凤会(1980—),男,工程师,硕士,主要从事高强钢、管线钢及复合材料等的焊接性及配套焊材研究工作。E-mail:wangfenghui881013@126.com。
本文参考文献引用格式:王凤会,张侠洲,赵英建,等.城市输水用Q235B+304不锈钢复合管环焊焊接工艺[J].电焊机,2017,47(08):104-108.
猜你喜欢
节能与环保(2022年3期)2022-04-26
中国重型装备(2022年1期)2022-02-11
云南化工(2020年11期)2021-01-14
重型机械(2020年2期)2020-07-24
重型机械(2020年2期)2020-07-24
铝加工(2020年2期)2020-05-12
商品与质量(2019年12期)2019-07-24
压力容器(2019年3期)2019-05-13
中小企业管理与科技(2018年16期)2018-11-07
焊接(2016年2期)2016-02-27
