
水轮机纳米WC抗磨蚀陶瓷涂层性能研究及应用
2017-09-03 09:15陈小明毛鹏展马红海
水力发电 2017年8期
曹 力,赵 坚,陈小明,伏 利,毛鹏展,马红海
(1.新疆卡拉贝利水利枢纽工程建设管理局,新疆喀什844000;2.水利部杭州机械设计研究所,浙江杭州310012;3.水利部产品质量标准研究所,浙江杭州310012;4.浙江省水利水电装备表面工程技术研究重点实验室,浙江杭州310012)
水轮机纳米WC抗磨蚀陶瓷涂层性能研究及应用
曹 力1,赵 坚2,3,陈小明2,3,伏 利3,4,毛鹏展2,3,马红海2,4
(1.新疆卡拉贝利水利枢纽工程建设管理局,新疆喀什844000;2.水利部杭州机械设计研究所,浙江杭州310012;3.水利部产品质量标准研究所,浙江杭州310012;4.浙江省水利水电装备表面工程技术研究重点实验室,浙江杭州310012)
解决水轮机过流部件的磨蚀问题是高泥沙含量河流建设水电站的重要课题。采用超音速火焰热喷涂技术与纳米改性技术相结合,在水轮机过流部件基材上制备纳米WC抗磨蚀陶瓷涂层,通过对磨、电化学、冲蚀等试验,检验该涂层性能。结果表明:该纳米WC陶瓷涂层具有远高于基材的显微硬度、耐磨性能以及耐冲蚀性能,与基材之间形成高强度的结合。通过机器人模拟耦合技术实现良好的曲面编程,确保涂层性能的稳定。将其应用到新疆卡拉贝利水电站等高泥沙河流电站的机组过流部件表面,具有显著的抗泥沙磨蚀效果。
超音速热喷涂;纳米WC陶瓷涂层;泥沙磨蚀;卡拉贝利水电站
0 引 言
我国大部分的河流都有较高的泥沙含量,会对水电站水轮机造成严重的磨损,如小浪底水电站、三门峡水电站、万家寨水电站等,以及目前正在建设的卡拉贝利水电站也将面临这一问题。卡拉贝利水电站修建在新疆克孜河上,该河流的多年平均含沙量为6.94 kg/m3,且砂粒硬度高、颗粒大,会对水轮机过流部件造成严重的泥沙磨蚀破坏,如转轮、顶盖、底环、导叶等,对水轮机的性能及正常运行也会产生十分不利的影响,因此亟需采取有效措施解决水轮机过流部件的磨蚀问题[1-3]。
对于水轮机泥沙磨蚀问题,近几十年来各国工程师及学者开展了多种方法的研究,如表面堆焊、涂覆环氧金刚砂涂层、刷涂聚氨酯等,虽然获得了一定的进展,但仍未能达到满意的效果[4- 6]。近年来,由于WC陶瓷涂层具有结合强度高、耐磨性能好等特点,使得热喷涂WC涂层技术成为了一种解决水轮机过流部件抗磨蚀的新技术,并且在国内的一些电站获得了研究与应用,如王华仁[7]等在沙坡头电厂水轮机叶片上进行了超音速耐泥沙磨蚀技术的应用,采用Sulzer Metco公司的DJ2700喷涂系统以及Amdry5843微米粉末制备涂层,起到了一定的效果;程广福[8]等对高速火焰喷涂技术在水轮机抗磨蚀方面也进行了一定的应用研究。目前的研究及应用大多采用氧-丙烷的喷涂系统及常规的微米WC粉末,虽然可以起到一定的抗磨蚀效果,但由于喷涂焰流速度较低等原因使得涂层的孔隙率、硬度、结合强度等性能仍存在不足,并且Amdry5843粉末为进口粉,价格十分昂贵,无法全面推广应用[9-11]。本文采用超音速热喷涂技术与纳米改性技术相结合的方式,能够发挥纳米改性技术的特性,大幅提高涂层的性能。针对卡拉贝利水电站的过流部件,进行了涂层的工艺设计及制备,并对涂层性能及抗磨蚀效果进行了系统的测试分析。同时该粉末为自主研发的粉末,成本大幅降低。同时还研发了机器人模拟耦合技术,在大面积曲面喷涂时仍能保证涂层厚度、性能等的稳定性。
1 抗磨蚀涂层制备及性能测试方法
1.1 抗磨蚀涂层制备方法
采用与水利部杭州机械设计研究所合作研发的技术工艺,以及研究所研制的S4020纳米改性WC粉末,利用HV-50超音速火焰喷涂设备在水轮机过流部件基材0Cr13Ni5Mo表面制备WC金属陶瓷抗磨蚀涂层,涂层厚度为200~250 μm。
1.2 涂层性能测试分析方法
涂层制备完成后对试样进行去离子水漂洗、超声波清洗、干燥,并进行一系列的测试分析实验,实验内容包括:采用卡尔蔡司公司的ULTRA55场发射扫描电子显微镜(SEM)测定试样的表面形貌分析;采用KMM-500金相分析仪测试涂层的孔隙率;采用WDW-50微机控制电子万能试验机以及按照国标GB/T18179—2002进行结合强度测试;采用HXD-1000TMC显微硬度计测试试样的显微硬度,峰值载荷为200 g,加载时间10 s;采用中科院兰州物理所研制的HT-1000型球-盘摩擦磨损试验机考察试样在干摩擦下的磨损性能,采用Φ4 mm 氮化硅陶瓷球进行对磨,实验时间为60 min,载荷为500 g,摩擦圆半径为6 mm,转速1 120 r/min,并采用赛多利斯LE225D 1/105电子天平进行失重称量;采用RST5200电化学工作站测试涂层的耐蚀性能。采用SQC-200冲蚀试验机模拟砂石磨损以及水环境腐蚀,砂子浓度为40%,搅动砂子的叶片转速为500 r/min,分析测试涂层在水砂环境中的抗冲蚀能力。
2 试验结果与分析
2.1 纳米WC金属陶瓷涂层SEM形貌、孔隙率及结合强度分析
采用HV-50超音速热喷涂技术制备的WC陶瓷涂层具有致密的表面形貌,较低的孔隙率仅为0.45%,涂层截面呈致密的层状结构,涂层与基体之间呈锯齿形紧密结合(如图1所示)。这是由于HV-50超音速火焰喷涂设备具有较高的焰流速度,达到11个Ma,粉末粒子速度达到1 500 m/s以上,使得半熔融的粉末粒子以更高的速度冲击到基材表面形成致密的涂层,并且高的冲击力使涂层在基材表面的应力为压应力,有利于涂层与基体之间的高强度结合[12-14]。涂层与基材的结合强度测试结果高于75 MPa,能够满足实际的工程应用,有利于提高涂层的使用寿命。
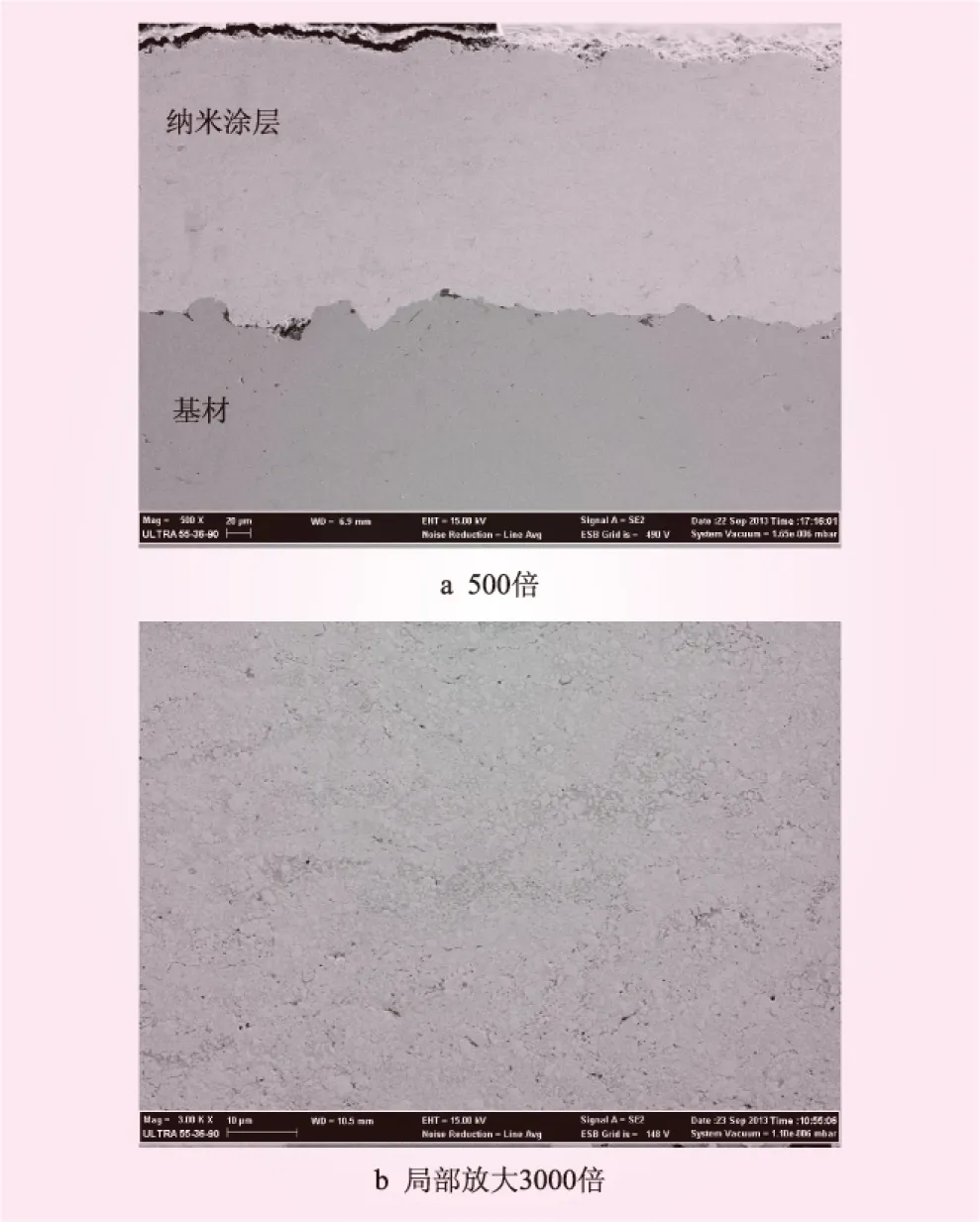
图1 纳米WC金属陶瓷涂层横截面的SEM形貌
2.2 纳米WC金属陶瓷涂层的硬度及耐干磨损性能测试
基材为0Cr13Ni5Mo的高硬度不锈钢,其硬度较普通碳钢已有了较大幅度的提高,但仍无法抵御高速泥沙的磨损,而纳米WC金属陶瓷涂层的硬度值高于1380HV0.2,是基材的3.4倍以上,因此会获得远高于基材的抗泥沙磨损能力。图2所示为基体及WC陶瓷涂层与氮化硅球对磨的摩擦系数曲线。可以看出,基体的摩擦系数持续较大的波动并处于较高的值,说明随着摩擦磨损试验的进行,基材无法抵御对磨球的磨损破坏,被不断的磨削下来的金属粉末与对磨球发生反复摩擦;而涂层的摩擦系数在最初的时间内较高,之后持续下降并趋于较低的值,说明涂层在刚接触对磨球的短时间内界面较为粗糙并发生磨损,之后摩擦界面被持续的重复摩擦,摩擦界面越来越光滑,耐磨损性能被强化。基材和纳米WC陶瓷涂层在相同的实验条件下,经过180 min摩擦磨损实验后,基材被磨出一个明显的凹坑,而涂层表面仅出现一道不明显的磨痕(如图3所示)。并且经过称量得到涂层的磨损失质量为0.47 mg,仅为基材的1/145。说明,使用该涂层后,基材表面的抗磨性能和使用寿命将会有大幅度的提高。
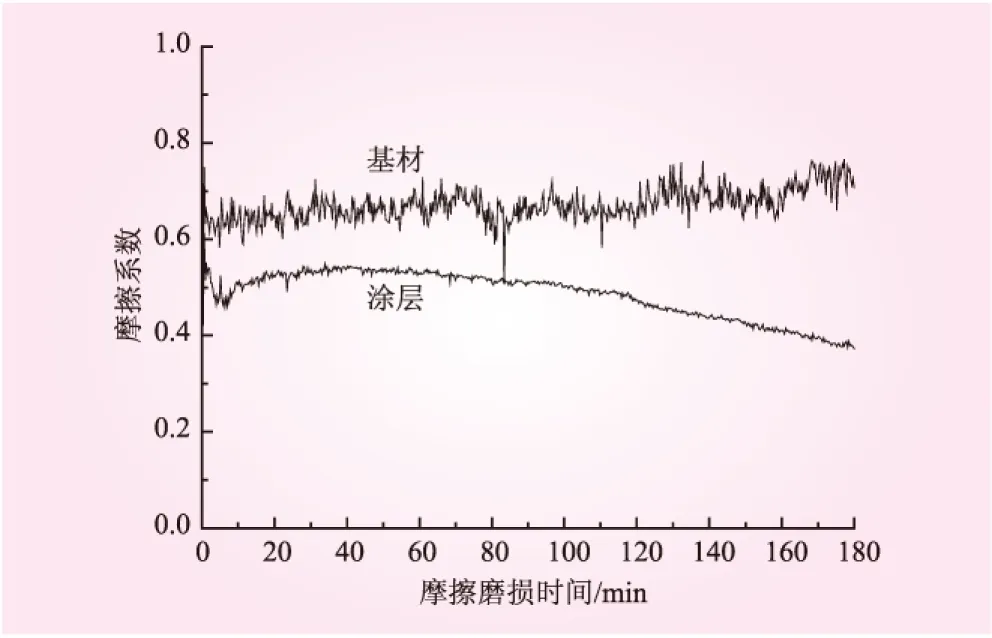
图2 基材与涂层的干摩擦系数
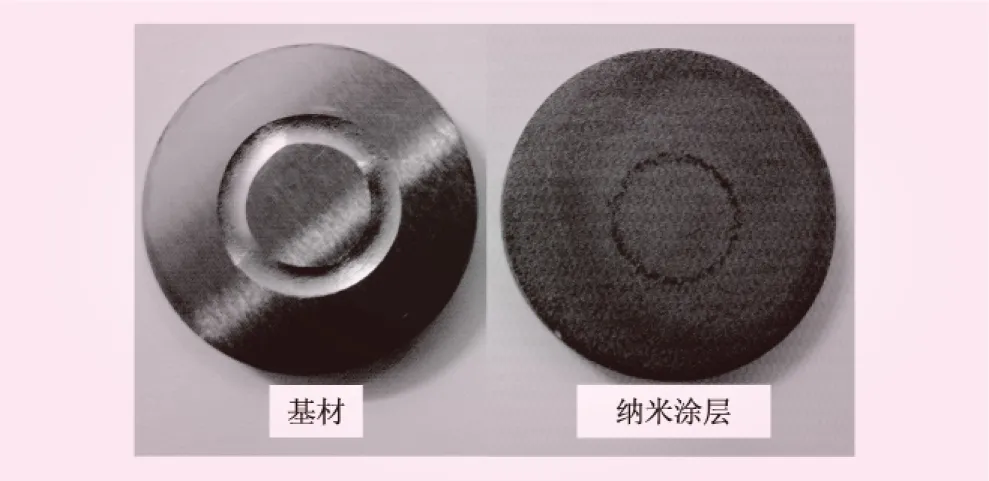
图3 基材与涂层的耐干磨损性能对比照片
2.3 纳米WC陶瓷涂层与基材的电化学性能测试分析
纳米WC陶瓷涂层与基材的电化学腐蚀电位如图4所示。从图中可以看出,陶瓷涂层的腐蚀电位略高于基材的腐蚀电位,并且涂层的腐蚀电流密度(icorr=3.054×10-7A/cm2)略低于基材的腐蚀电流密度(icorr=4.054×10-7A/cm2),说明纳米WC陶瓷涂层的耐蚀性能要略优于基材。这是由于涂层中Cr等耐腐蚀金属相会在表面形成抗磨蚀的钝化膜,同时涂层致密的结构对于腐蚀介质的扩散起到一定的阻碍作用,使得涂层具备优良的耐腐蚀性能。

图4 基材与涂层的腐蚀电位
2.4 纳米WC陶瓷涂层与基材的抗冲蚀性能测试分析
采用40%石英砂的水环境对基材与涂层的抗冲蚀性能进行模拟实验。基材及涂层同时在水中经过12 h的石英砂冲蚀实验后,表面形貌照片如图5所示。从图中可以看出,基材在砂子与水的综合冲蚀作用下已发生了严重的损坏,两个尖角及表面发生明显的磨损,而纳米陶瓷涂层表面状态保持良好,未发生明显磨损及剥落等情况。经过称重测试,纳米涂层的质量损失仅为基材的1/25,说明涂层具有远高于基材的抗泥沙冲蚀能力。

图5 基材与涂层的耐冲蚀性能对比照片
3 实施及应用
3.1 机器人模拟耦合技术的应用
由于水轮机过流部件为大型的复杂曲面结构,较难实现机器人自动化喷涂。而恒定的线速度、喷涂角度以及喷涂距离对抗磨蚀涂层的性能有着极大的影响,人工喷涂无法实现这一点。采用针对水轮机过流部件开发的机器人模拟耦合技术可以自动生成机器人运行轨迹,并在实际的喷涂过程中进行简单校核就可以实现大型曲面工件的自动化喷涂。保持匀速、等距离以及基材表面法线方向的喷涂,可以很好的实现在大面积曲面工件喷涂时获得厚度、致密性均匀的涂层,保证了涂层的稳定可靠及高性能。
3.2 喷涂前处理工艺
喷涂前处理工艺直接影响到涂层与基材的结合强度,必须严格实施:①表面除油,可以采用乙醇、丙酮的清洗剂对工件表面进行彻底的清洗,不能残留任何的油脂,并且除油后要保持工件的干燥;②表面除锈及粗化,采用干燥无油的压缩空气以及刚玉砂对工件表面进行除锈及粗化处理,刚玉砂的规格为450~1 000 μm,工件表面粗糙度达到6.3~12.5 μm,表面洁净度达到Sa3级,表面不得存在阴影、疵点、锈蚀等。
3.3 喷涂时涂层厚度及温度的控制
喷涂过程中基体温度是重点的工艺控制目标之一,过高的温度会引起涂层开裂、基体变形等不利影响;过低的基体温度又会使涂层和基体之间产生较大的热应力,不利于涂层与基体的结合,因此一般控制在100 ℃左右。同时热喷涂涂层是由一层一层多次叠加而成的。单层厚度对涂层的整体性能有着较大的影响,过厚会降低涂层的致密性及结合强度;过薄既会影响喷涂的效率又会导致喷涂遍数过多而造成基体温度过高,因此单层厚度一般控制在10~15 μm。并且涂层的总体厚度也不宜过厚,一般控制在250~350 μm。
3.4 纳米WC抗磨蚀陶瓷涂层技术的应用
目前该套技术已在黄河小浪底水电站机组上进行了应用,并且也将在新疆卡拉贝利水电站水轮机组上进行应用,这将有效提高这些高泥沙河流水轮机组的抗泥沙磨蚀能力,大幅延长过流部件的使用寿命。
4 结 语
(1)采用HV-50超音速热喷涂技术以及纳米改性WC粉末可以在水轮机过流部件基材表面制备出高性能的金属陶瓷涂层,该涂层具有致密的表面形貌,极低的孔隙率,能够与基体之间形成高强度的结合。
(2)该纳米改性WC陶瓷涂层的显微硬度值远高于基材,是基材的3.4倍以上,耐干摩擦磨损性能高达基材的145倍,耐石英砂与水的综合冲蚀性能是基材的25倍以上,具有显著的抗磨损、耐冲蚀效果。
(3)该涂层技术的应用可以大幅提高水轮机过流部件的抗泥沙磨蚀能力,可以大幅提高机组的使用寿命,有效解决新疆地区等高泥沙河流的水轮机磨蚀问题。
[1]文晓涵. 新疆克孜河流域塔日勒嘎水电站水轮机抗泥沙磨蚀解决方案[J]. 湖南水利水电, 2014(4): 100- 103.
[2]陈德新, 任岩. 我国多泥沙河流水电站水轮机磨蚀状态检修系统[J]. 水利水电技术, 2006, 37(9): 61- 64.
[3]谌昀, 周新, 付青峰. 水轮机叶片表面抗磨蚀技术研究现状[J]. 江西科学, 2015, 33 (4): 593- 597.
[4]邓世均. 高性能陶瓷涂层[M]. 北京: 化学工业出版社, 2004.
[5]周夏凉, 陈小明, 赵坚, 等. HVOF喷涂WC-12Co涂层性能及磨蚀机理[J]. 腐蚀与防护, 2014, 35(10): 994- 996.
[6]吴燕明, 赵坚, 陈小明, 等. 超音速喷涂纳米WC复合涂层与电镀铬层的组织及性能[J]. 材料热处理学报学报, 2015, 36(Z1): 171- 175.
[7]王华仁, 徐庆志. 沙坡头电厂水轮机叶片超音速喷涂耐泥沙磨蚀技术[J]. 东方电气评论, 2006, 20(3): 48- 52.
[8]程广福, 魏松, 李长虹, 等. 高速火焰喷涂技术在水轮机抗磨蚀方面的应用[J]. 材料热处理学报学报, 2015, 36(Z1): 171- 175.
[9]孙万昌, 张烊缌, 张晗, 等. 金属表面复合层研究进展[J]. 大电机技术, 2011(16): 75- 77.
[10]陈晓平. 水轮机抗磨防护技术进展[J]. 水利水电技术, 1996, 27(12): 33- 35.
[11]汤精明, 姜忠宇. 表面完整性对40Cr钢耐腐蚀性的影响[J]. 热加工工艺, 2011(1): 50- 52.
[12]QIAO Y F, FISCHER T E, DENT A. The effect of fuel chemistry and feedstock powder structure on the mechanical and tribological properties of HVOF thermal-sprayed WC-Co coatings with very fine structures[J]. Surface and Coatings Technology, 2003, 172(1): 24- 41.
[13]刘娟, 余江成, 潘罗平. HVAF喷涂WC-12Co涂层的空蚀、磨损及磨蚀性能研究[J]. 水力发电学报, 2012(3): 230- 233.
[14]MUTASIM Z, BANKAR V, RIMLINGER C. High Velocity Oxy-Fuel Thermal Sprayed Coatings as Alternatives to WC-12Co Coatings and Chromium Plating[M]. EERNDT C C, ed. Thermal Spray: A United Forum for Scientific and Technology Advances, ASM International, Materials Park, USA, 1997: 901- 908.
(责任编辑 高 瑜)
Performance Study and Application of Nano WC Ceramic Abrasion Resistant Coatings on Hydro Turbine
CAO Li1, ZHAO Jian2,3, CHEN Xiaoming2,3, FU Li3,4, MAO Pengzhan2,3, MA Honghai2,4
(1. Xinjiang Kalabeili Hydro-Junction Project Administration Bureau, Kashi 844000, Xinjiang, China; 2. Hangzhou Mechanical Research Institute of MWR, Hangzhou 310012, Zhejiang, China; 3. Standard & Quality Control Research Institute of MWR, Hangzhou 310012, Zhejiang, China; 4. Key Laboratory of Surface Engineering of Equipments for Hydraulic Engineering of Zhejiang Province, Hangzhou 310012, Zhejiang, China)
The problem of flow passage component abrasion of hydro turbine is an important issue to be solved in the construction of hydropower stations in river with high sediment content. The supersonic flame spraying technology and nanometer modification technology are combined to make the nano WC ceramic abrasion resistant coatings on the surface of flow passage components of hydro turbine, and the anti-abrasion performance of coating is tested by grinding, electrochemical and erosion tests. The results show that the micro-hardness, wear resistance and sand erosion resistance of the nano WC ceramic coatings are much better than the substrate, and there is high bond strength between ceramic coating and substrate. The robot simulation coupling technology for achieving good curved surface programming is used in coating spraying for ensuring stable coating performance. The application of this coating in Xinjiang Kalabeili Hydropower Station plays a significant sediment abrasion resistance effect.
HVOF; nano WC ceramic coating; sediment abrasion; Kalabeili Hydropower Station
2017- 01- 02
浙江省科技计划项目(2014C31156);浙江省科技计划项目(2016C3791);水利部综合事业局拔尖人才专项(2015132- 4)
曹力(1977—),男,湖北咸宁人,高级工程师,主要从事水轮机运行与管理工作.
TB36
A
0559- 9342(2017)08- 0080- 04
猜你喜欢
今日农业(2022年16期)2022-11-09
大电机技术(2022年3期)2022-08-06
大电机技术(2022年2期)2022-06-05
建材发展导向(2021年14期)2021-08-23
大电机技术(2021年3期)2021-07-16
装备制造技术(2020年4期)2020-12-25
水利规划与设计(2020年1期)2020-05-25
电子制作(2017年19期)2017-02-02
电子制作(2016年11期)2016-11-07
科技创新与品牌(2016年9期)2016-11-03
