
热氮气再生活性炭-冷凝回收治理有机废气工程应用
2017-09-03 10:32康志杰
海峡科学 2017年7期
康志杰
热氮气再生活性炭-冷凝回收治理有机废气工程应用
康志杰
嘉园环保有限公司
采用活性炭吸附生产废气中的有机物,采用惰性气代替传统的饱和水蒸气为热媒,对活性炭进行再生脱附,再经冷凝为液体后回收,从而实现有机废气治理、资源再生利用的目的。该技术避免了传统工艺水蒸气脱附带来的废水污染、可溶性有机物溶解于蒸汽中无法回收等问题,具有更大的应用优势。
生产废气 吸附回收技术 惰性气体
1 概述
吸附回收技术是一种实用的VOCs治理技术,其不仅能有效净化废气中的有机物,解决环境污染问题,而且可以回收具有价值的有机物质,为企业创造了可观的经济效益,具有较大的应用市场。目前,实际工程应用最为广泛的仍是以“活性炭吸附—水蒸汽脱附—冷凝回收”为主,然而利用水蒸气脱附在实际应用中存在不可避免的问题,如产生污水二次污染、活性炭使用寿命偏短、应用具有一定的局限性等问题。利用惰性气体作为脱附介质回收有机物,能够克服水蒸气脱附再生产生二次污染的问题,对可溶性有机物的回收更具有优势,可减少有机物精制的投资和运行费用,同时可以提高活性炭和设备的使用寿命,更具市场竞争力。
惰性气体的选择主要考虑两个方面:一是来源便捷,二是费用低。本工艺采用氮气作为脱附再生气体,主要通过对空气中的氮气进行提取,以获得高纯度的氮气,相比其他种类的惰性气体,其来源简单、直接,制造氮气的费用较低,因此采用氮气做为本工艺的脱附介质,具有明显的优势。本文通过工艺原理介绍结合工程应用结果进行阐述说明。
2 工艺流程
如图1所示,整个工艺过程包含四部分:预处理系统、吸附系统、脱附回收系统、控制系统。
(1)预处理系统。有机废气通过预处理器进行前期处理,预处理的主要作用分为除尘、调节温度、调节湿度,以保证吸附系统活性炭的寿命和吸附效率。
(2)吸附系统。经过预处理后的废气通过主风机送入活性炭吸附床吸附净化,控制一定的通风速度、在活性炭中的停留时间,废气经过活性炭的吸附净化后通过烟囱排入大气,两个活性炭吸附床吸附—脱附交替使用,即其中一个床吸附,另一床则进行脱附再生备用。
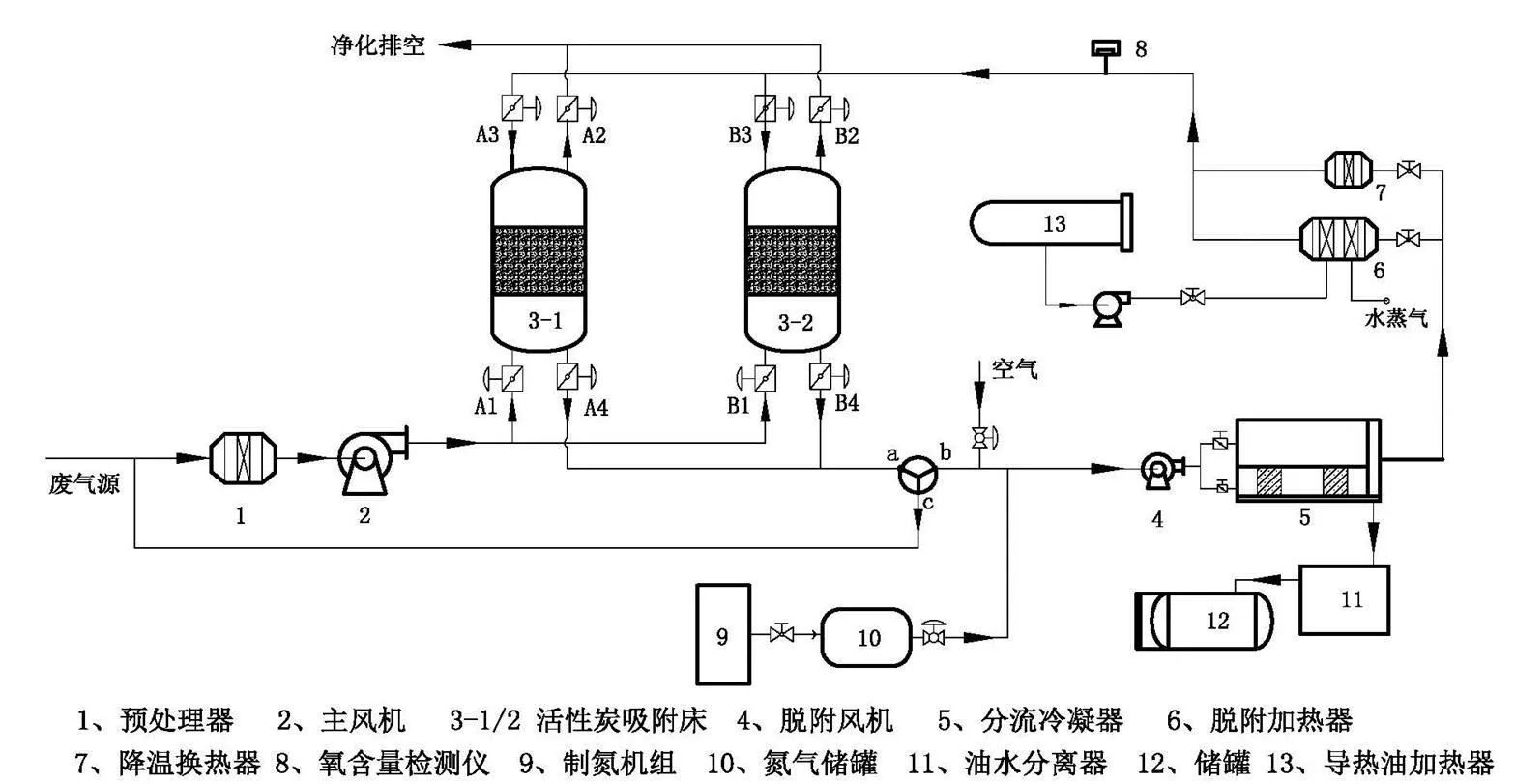
图1 典型两床式工艺流程图
(3)脱附系统及回收系统。吸附饱和的活性炭吸附床转入脱附再生阶段,通过阀门控制,用N2置换待脱附活性炭床以及脱附管内的空气,通过在线氧含量分析仪检测系统氧含量达到设定值后,启动脱附风机、开启脱附加热器加热升温开始脱附,同时开启分流冷凝器,调节分流冷凝器比例,系统进行脱附冷凝回收。
脱附后的高浓度有机废气在分流冷凝形成两路支流,一部分流经位于分流冷凝器中的双级冷凝设备,一路经分流冷凝器中的旁路管,而后两部分气体混合回到循环加热回路中。流经双级冷凝设备的脱附气体先经过前端热交换器进行初步冷却,可得到部分有机物冷却液,再进入二级冷凝装置中进一步深度冷凝,冷却液与冷凝回收液经油水分离器分离后得到回收品。根据物质不同以及对产品的指标要求,确定回收品直接回用或者增加提纯系统。两路气体经过分流冷凝器后混合通过脱附加热器,再次被送回吸附床中循环脱附。局部冷凝风量与旁路风量的比分别为1:1~~1:10,脱附温度根据不同有机物设定。脱附过程采用时序控制,当达到设定脱附时间后,为保证转入吸附阶段具有优良的的吸附率,需要对吸附床及活性炭进行降温,通过PLC控制系统关闭脱附加热器、开、关相应阀门、同时开启降温换热器,对系统进行冷却处理。
本装置的工艺流程由PLC控制程序系统通过对系统电动启停、阀门动作、压力控制、温度监控、氧含量检测等连锁控制,装置全自动运行,可以无人值守。
3 工程应用
该工艺技术在工程应用中已经获得成果,并广泛推广。此项技术已获得两项发明专利,分别为:“一种活性炭吸附、N2脱附回收处理有机废气的工艺”(ZL2013 10520571.3)、“一种高效的冷凝装置”(ZL2013 10655412.4),技术水平获得市场认可。
以国内最大的水松纸印刷上市公司安徽某纸业有限公司工程案例进行数据说明。
(1)基础数据
该厂生产尾气合计排风量:30000m3/h;尾气排放温度:50℃;尾气主要成分:乙醇;尾气设计浓度:2000mg/m3;尾气排放湿度:85%。
(2)该工程投用后,相关数据见表1。
不同的物质采用不同的脱附温度,经过中试平台测试设定温度值,分流比根据不同工况,脱附频率要求、吸附罐切换时间要求、公用工程配套以及能源耗用综合设计计算设定。
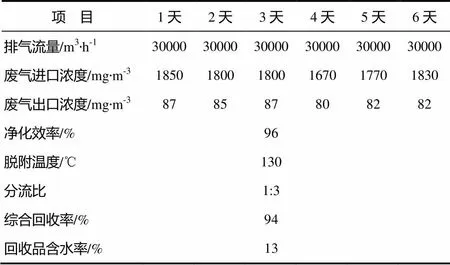
表1 工程应用数据
(3)结果分析
①采用热氮气循环脱附后的活性炭罐吸附净化能力更加稳定。
②采用氮气进行脱附,高温脱附的安全性能更高。
③采用氮气脱附替代蒸汽脱附,避免活性炭湿度过高存在短时间吸附效率低的弊端。
④脱附温度高,脱附再生彻底,活性炭的使用寿命更长。
⑤与传统的蒸汽脱附比较,回收品含水率从80%下降到13%,降低后端提纯配套设备的规模及运行费用。
综上可见,该工艺突破以往可溶性有机物采用蒸汽脱附回收品纯度低、产生大量废水的局限性,拓宽了活性炭吸附—脱附再生—冷凝回收的应用范围,具有广泛的应用前景。
[1] 许业伟,袁文辉.可挥发性有机化合物废气治理新进展[J].广东化工,2001,28(2):12-16.
[2] 赵毅,李守信. 有害气体控制工程[M]. 北京:化学工业出版社, 2003.
[3] 程能林. 溶剂手册[M]. 4版. 北京:化学工业出版社, 2008.
[4] 王纯, 张殿印. 废气处理工程技术手册[M]. 北京:化学工业出版社, 2013.
猜你喜欢
低温与特气(2022年2期)2022-11-26
冶金动力(2022年3期)2022-06-24
绿色建筑(2021年4期)2022-01-20
山东冶金(2019年6期)2020-01-06
现代工业经济和信息化(2016年12期)2016-05-17
天然气与石油(2015年2期)2015-02-28
天然气勘探与开发(2015年1期)2015-02-28
橡塑资源利用(2015年5期)2015-02-28
制冷学报(2014年3期)2014-03-01
制冷学报(2014年1期)2014-03-01
