
纸机ABB Tyrak传动系统的升级改造
2017-08-31 12:40远通纸业山东有限公司提文彦
自动化博览 2017年5期
★远通纸业(山东)有限公司 提文彦
纸机ABB Tyrak传动系统的升级改造
★远通纸业(山东)有限公司 提文彦
1 项目背景
远通纸业(山东)有限公司PM2涂布白板纸生产线采用了ABB的DCS/QCS/DRIRES系统,于1994年开机运行,其中传动系统是ABB直流传动Tyrak Midi Ⅱ,迄今运行20年左右,存在设备老化、故障率增高,备件短缺等问题,不利于保证生产的长期稳定性,因此对传动系统进行升级改造势在必行。
为减少传动故障率,提高运行效率,减少备件采购成本。公司计划分步实施,首先计划升级网压部12个传动点,把Tyrak Midi Ⅱ传动系统升级为DCS800传动系统,更换下来的Tyrak Midi Ⅱ干部作为其他传动点备件,可确保几年内无需采购新的备件。
2 项目实施过程
本条纸机共有36个传动点,首次计划升级网压部12个传动点,升级改造后ABB Tyrak传动系统与DCS800新老系统共同运行对产品质量及运行稳定性都是一个较大考验,也是本次改造首先考虑的难点集重点,经过与供应商多次交流,技术论证,形成以下改造方案:
· 保留原进线交流电抗器、主接触器、进线MCCB。
· 保留原传动控制柜壳,总电源控制柜。
· 保留原操作台。
· 保留传动柜体电压表和电流表(包括直流回路中的分流器和显示表的保护快熔)。
· 更换中心单元,选用DCS800。
· 增加S7-400 PLC 1套及相应的配套设备,装于原PLC柜内。
· 分步改造。
保留干部,将网、压榨部改成DCS800;
PLC使用S7-400,为将来整体改造留下余量
人机界面只改造网、压榨部,使用1块MP277;
湿部与干部速度链连接使用PLC中的AI/AO。
改造后的电气传动系统的三级控制:
第一级控制采用ABB公司原装进口DCS800系列全数字控制装置,执行对直流电动机的速度、电流、张力等参数的控制。
第二级控制采用SIEMENS公司 S7-400 PLC控制系统,配备通讯接口,运用高速串行通讯方式构成局域网络。用于操作台上与传动联网组成通讯总线。操作台配置西门子公司MP277与PLC实现高速数据通信。PLC上位机主要完成纸机的全数字给定值,建立起各分部之间严格的速度链关系,接收操作台上发出的各种控制指令,对下一级传动单元进行速度指令的设定和各种逻辑指令的操作。这样构成的系统应用了计算机技术、计算机网络通讯技术、全数字直流传动技术、可编程控制器技术,大大提高了整套传动设备的自动化水平。
系统中因为大量使用全数字控制技术,使其运行的可靠性大为提高,维修量大幅下降。特别是减少了大量的有色金属导线,用户可节约购买控制电缆及敷设导线等费用。对造纸纸张质量、产量的提高有相应的促进作用。
第三级SIEMENS公司的 WinCC监控系统将每个传动点的参数通过画面能动态显示,又负责整个系统的协调管理控制。另外监控系统留下通用管理接口,供全厂计算机联网用。
经过改造前后两张系统图(如图1、图2所示)可以明显看到改造重点及难点:(1)原老系统PLC为MP200仍然在控制着剩余未改造传动系统及QCS/DCS的相关功能。(2)新改造网压部PLC为新增S7-400系统,单独控制着网压部12个传动点。(3)S7-400通过网线和I/O点输出端子与原MP200保持通讯和功能控制,实现速度链的正常传输及功能交替,两套系统各负其责,不能产生任何冲突或不兼容现象。
3 效益分析
由于改造前计划周密,经过多次技术研讨论证,此项改造于2012年一次性改造成功,运行平稳且控制精度远优于老的系统。
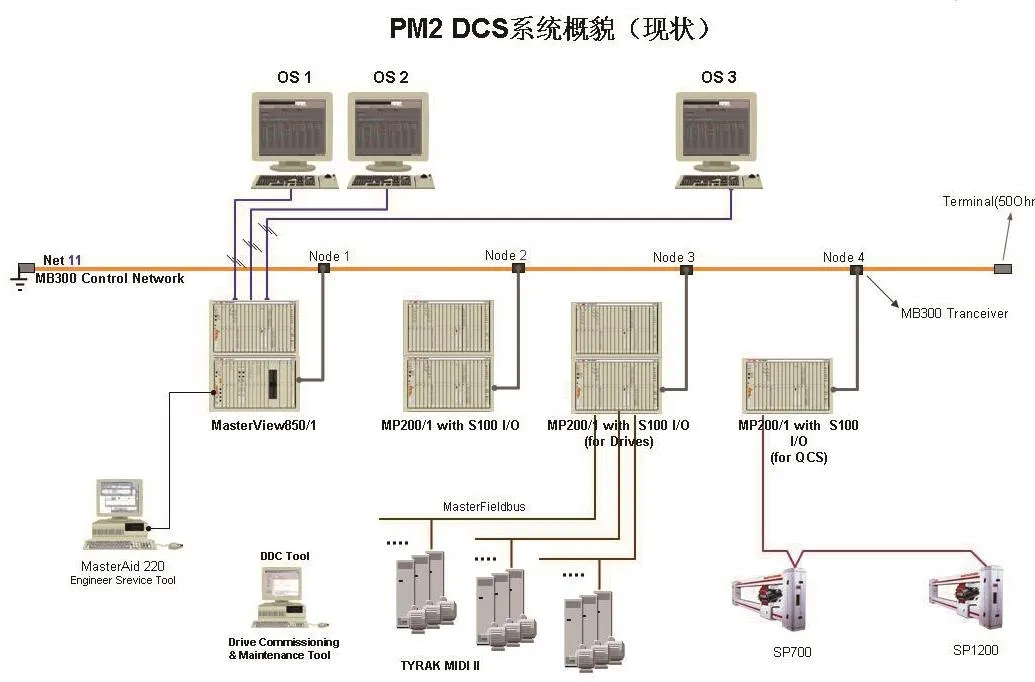
图1 改造前系统图

图2 改造部分系统图
改造前几年数据统计显示仅网压部传动系统由于原件老化运行不稳定等原因每年造成断纸或停机10次左右,给我公司造成每年约20万元损失;网压部传动改造后几乎没有因网压部传动问题造成停机或断纸现象出现,给我公司大大降低了意外损失,同时提高了运行效率,运作成本也显著下降;换下的原件经过保养检修完全满足其他传动点的备件需求,近几年备件采购成本也大大降低,实现了当初的改造目标。由于效益明显,公司计划陆续把剩余的老旧自动分化系统逐步更新换代,以适应当今日新月异的市场变化及公司整体运作需要。AP
猜你喜欢
造纸信息(2022年5期)2022-12-29
中国造纸(2022年8期)2022-11-24
水泥技术(2022年4期)2022-07-27
青少年科技博览(中学版)(2022年1期)2022-03-28
一重技术(2021年5期)2022-01-18
生活用纸(2021年10期)2021-10-10
生活用纸(2021年2期)2021-02-05
生活用纸(2020年6期)2020-12-31
活力(2019年15期)2019-09-25
电子制作(2018年10期)2018-08-04
