
废硫酸回收新工艺
2017-08-22 05:17:27谢书杰武汉兴天宇环境股份有限公司湖北武汉430000
化工管理 2017年21期
谢书杰(武汉兴天宇环境股份有限公司,湖北武汉430000)
废硫酸回收新工艺
谢书杰(武汉兴天宇环境股份有限公司,湖北武汉430000)
相比于传统的锅式浓缩或鼓式浓缩工艺,真空浓缩工艺有着可靠性高、能耗低及排放量少等特点。因此工艺中蒸发器所选用的主要耐蚀材料为具有突出耐蚀性的钽材,大大提升了整个系统的可靠性。经过对新型废硫酸回收装置的运行实践检验得知,系统技术性能已达世界先进水平。
废硫酸回收;环境保护;化工工艺
化工生产中,脱水、干燥及硝化等工艺过程已较为常见与普遍,每年硫酸消耗量巨大,而且还会产生多为硫酸,另含诸如化合物、有机物等杂志的工业废水。通常,此种废水当中含硫酸量大于20%,若直接外排,则会严重破坏环境,唯一解决办法即为回收利用。本文选取了集中硫酸浓缩工艺,对比分析其各自特点,提出以全新废硫酸污染治理方案。
1 两种常用型废硫酸回收工艺
1.1 锅式浓缩回收工艺
针对锅式浓缩技术工艺而言,其突出特点即把硫酸防止口径大的铸铁锅内,燃油或燃煤对铸铁锅进行加热,蒸发其中水分,得到浓硫酸。蒸发器即为铁锅,经过加热而蒸发的气相,则于吸收塔内便已被吸收,然后有冷却器进行冷却,完成后外排。在所排出的废酸、废水当中,往往具有较高的有机物、废酸含量。针对锅式浓缩工艺来讲,其突出优点就是操作简便,投资小,工艺流程简单。缺点为吸收塔及铁锅易损坏,浓缩锅使用寿命较短。系统运行中,因维修频繁,使得工人有着较大的维修强度,且需承担较高的维修费用。此外,在实际检修时,因废硫酸的泄露或排放,会加剧环境污染。由于铁与硫酸经反应而生成的硫酸铁,会沉淀,进而造成系统堵塞,严重影响生产的正常开展。锅式浓缩系统的技术指标:稀酸体积分数 67%,成品酸体积分数 90%,成品酸收率为98.5%,吨成品酸耗重油为50kg。
1.2 鼓式浓缩回收工艺
此工艺实际就是运用燃油,加热压缩空气,使之维持在高温度状态,输送至稀硫酸鼓泡器,实施鼓泡操作,用热空气将稀硫酸当中的水分带出。对于此工艺而言,生产工艺简单为其优点,成品酸收率达98.4%,具有较高的成品酸浓度,而缺点即为占地面积大。在实际生产过程中,SO2含量与烟气温度均比较高。因具有较强的腐蚀性,且组分复杂,所以多选用衬铅及铅材料,易造成严重污染,具有较高的系统能耗。此工艺技术指标:吨成品酸耗重油为60kg,成品酸收率98.4%,成品酸体积分数 93~98%,稀酸体积分数 67%。
2 新型废硫酸回收工艺
2.1 工艺特点
基于原锅式浓缩,较大改进了工艺设备与流程,成功研发了新型的废硫酸回收工艺,也就是真空浓缩工艺。与真空环境中,运用蒸汽将稀硫酸加热,对于蒸发的气相,通过洗涤塔,经过洗涤知乎,外排。相比于鼓式浓缩及锅式浓缩,排出的废气、废水当中,具有较低的有机物、硫酸含量,其技术指标为:蒸汽消耗700kg°t-1,成品酸收率为99.5%,成品酸体积分数 90%,稀酸体积分数 25%。对于真空浓缩而言,工艺流程较复杂为其缺点,因选用了重金属材料,如不锈钢、钽、钛等,因此,系统具有较高的造价。优点为能耗低,三废排放量少,具有较长的系统连续运行周期,占地面积仅为锅式浓缩的一半。
2.2 真空浓缩系统的构成
(1)废硫酸浓缩。经废硫酸储罐而输送来的稀硫酸,首先会被输送至废硫酸预热器,与成品酸(蒸发器中)进行热交换,然后经加热处于高温状态的废硫酸,被输送至硫酸蒸发器,通过加热蒸发,水蒸气便会自蒸发器顶部排气口而外排;若硫酸浓度与所需浓度相吻合后,便会排出于蒸发器另一端,此时,处于成品状态的硫酸温度为170~200℃,高温状态的成品酸会相继被输送至硫酸冷却器及废硫酸预热器,进行降温处理,使之维持在50℃以下,最后进至成品酸储罐。(2)含酸废气处理。对于含酸废气而言,其多产生于硫酸蒸发器,蒸发中,大量水蒸气掺杂着少量硫酸,经蒸发器排气口,进至吸收塔的底部,当蒸汽上升时,则会相遇于吸收塔上部喷淋下来的水,诸多硫酸由此被水吸收,对于处于未凝结状态的水蒸气,便会在吸收塔当中二次循环,从而进一步降低废气当中的硫酸含量,直至满足标准与要求。(3)含酸废水处理。吸收塔下部乃是含酸废水的主要来源地,当这些含酸废水进至碱液槽之后,便会中和,当其满足排放标准之后,便可外排。
2.3 蒸发器结构
蒸发器由两部分构成,其一为蒸发室,其二为加热器。对于蒸发室而言,其乃为搪玻璃容器,而加热器则为有着独特结构的卧式钽管设备。因加热器的工作环境为高温硫酸下,所以,其较多采用的耐蚀材料为钽材。金属钽所具有的相对独特的耐蚀性能,主要因为钽材表面有一层坚固且致密的氧化膜,此层膜能够为基体金属提供保护,使之免受侵蚀。于高温硫酸当中,钽同样具有较好的耐蚀性,硫酸中钽材的腐蚀数据见表1。当温度为200℃以下时,钽材几乎无腐蚀。
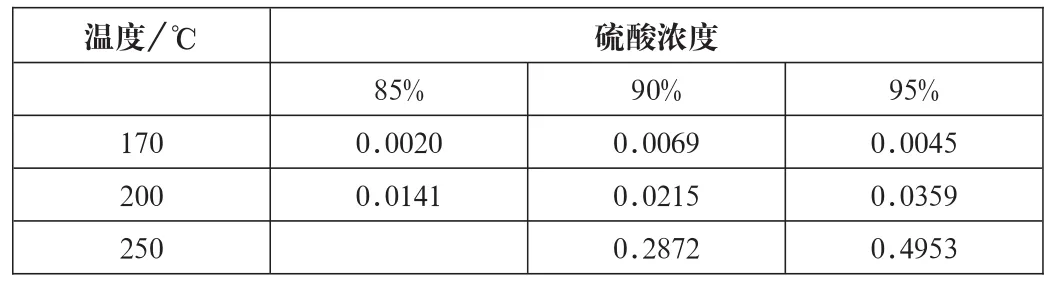
表1 Ta1在硫酸中的腐蚀速率(mm/a)
3 结语
新型废硫酸回收工艺装置能够明显减少废气、废水的排放量,将传统工艺中超标排放问题得以有效解决,有助于环境保护。新系统有着比较紧凑的结构,运用了诸多工艺措施,降低了能耗,系统热效率明显提高。蒸发器材料多为钽材,设备可靠性得到提升,大大延长了系统持续运行时间。
[1]伊允金,YIYunjin.40kt/a烷基化废硫酸回收装置的设计和运行[J].硫酸工业,2014(4):62-65.
谢书杰(1988-),性别:男,民族:汉,籍贯:湖北省武汉市,学历:本科
研究方向:化学工程与工艺。
猜你喜欢
山东化工(2019年8期)2019-05-13 09:44:20
电子测试(2018年9期)2018-06-26 06:46:20
石油化工建设(2017年4期)2017-12-23 06:35:13
世界热带农业信息(2017年5期)2017-10-23 07:44:02
世界热带农业信息(2017年4期)2017-07-28 14:43:17
世界热带农业信息(2017年3期)2017-07-13 12:11:00
世界热带农业信息(2017年3期)2017-07-13 12:04:38
机电信息(2014年20期)2014-02-27 15:53:23
机电信息(2014年17期)2014-02-27 15:53:00
机电信息(2014年5期)2014-02-27 15:51:47
