船舶主机安装误差对船舶轴系安装质量的影响
2017-08-17 11:03温小飞郑瀚坤胡贤民刘群芳董良雄
中国修船 2017年4期
温小飞,郑瀚坤,胡贤民,刘群芳,董良雄
(1.浙江海洋大学,浙江 舟山 316022; 2.维多利亚大学 机械工程学院,加拿大V8P 3E6;3.浙江国际海运职业技术学院,浙江 舟山 316021 )
船舶主机安装误差对船舶轴系安装质量的影响
温小飞1,2,郑瀚坤1,胡贤民3,刘群芳3,董良雄1
(1.浙江海洋大学,浙江 舟山 316022; 2.维多利亚大学 机械工程学院,加拿大V8P 3E6;3.浙江国际海运职业技术学院,浙江 舟山 316021 )
文章针对船舶轴系校中校核有效性问题进行分析和讨论,分析在主机安装误差变化范围内,中间轴承和艉轴承负荷、安装状态的法兰开口及偏移等参数的变化特点,得出船舶主机安装误差范围、轴承负荷控制误差范围、连接法兰偏移值误差范围之间的关系,并提出了保障船舶轴系安装质量的精度控制方面的建议。
船舶轴系;主机;轴系校核;安装误差
船舶轴系校中校核作为船舶推进系统安装质量控制不可缺少的关键环节,不少规范、规定及指南对船舶轴系校中的工艺要求、测量方法和标准等方面做了具体的规定。但是,在实船建造过程中,经常出现船舶推进系统由于轴系校中不良出现轴承发热、轴系振动超标等故障;针对该问题,船厂通常重新进行排轴、校中、校核等工艺环节实现故障排除。本文将从船舶轴系安装质量入手,讨论和分析船舶主机装配误差的影响。
1 船舶主机安装工艺
船舶主机安装工艺,从最早采用机舱及艉部船体成形前主机吊入,船体成形后再找中铰孔方法[1],发展到采用了灌注环氧树脂定中安装工艺[2],再到更为先进的船舶主机弹性安装方法及工艺。目前,应用最为广泛的还是环氧树脂定中安装工艺,在误差允许值内(开口≤0.15 mm/m,偏移≤0.10 mm)对主机与轴系连接质量进行校正[2-3]。同时文献[4]提出在主机安装过程中,需要对主机平整度、曲臂差、轴承间隙、轴承负荷和顶部支撑等方面进行质量控制,以保障船舶主机的安装质量。而对于船舶主机厂家有特殊规定的情况,应按照厂家安装工艺要求进行。
2 船舶轴系校中校核依据
传统的船舶轴系校中校核方法是以行业标准及船级社规范为依据的,主要有CB/Z 338—2005和中国船级社《钢质海船入级规范》规定:检查各对法兰偏移和开口,其误差一般应不超过±0.08 mm。实测负荷与计算值的误差,一般应不超过计算值±20%。安装状态各轴连接法兰允许误差为:偏移不超过±0.10 mm,曲折不大于±D×10-4mm(D为被测法兰的外径,单位为mm)。对中间轴承的实际负荷进行检验,其允许误差应不超过计算值的±20%。应用规范及标准规定的依据可对轴系负荷进行校核及评价[4],但是不同的人测量的习惯方法、手感都有差异,稍有不慎就将造成尺寸误差,在轴系安装过程如果这些误差累计在一起,将影响到安装质量[5],而正常校核中无法体现。
3 船舶轴系校中计算
本文以某57 000 DWT散货船轴系作为分析对象,其轴系简化后的具体型式如图1所示,采用三弯矩方法对不同主机安装状态轴系进行了校中理论计算。图1包含了螺旋桨轴、中间轴和曲轴,分别对应1个艉轴承(轴承1)、1个中间轴承(轴承2)和8个主机轴承;同时将轴系附件简化为集中力,并等效施加到轴系的响应作用位置;轴的连接采用了法兰型式的刚性连接,为了后续研究与分析船舶主机装配误差的影响需要,规定螺旋桨轴与中间轴的连接法兰为1#法兰,中间轴与主机动力输出轴的连接法兰为2#法兰。另外,图1中的“F”表示集中力,“FL”表示法兰,“JK”表示顶升位置,“△”表示轴承。
根据实际船舶轴系安装工艺的0.01 mm精度控制特点,设计了如表1所列的不同主机基座误差状态轴承变位表,表1共包含了21个不同主机安装状态,主机安装误差以理想状态即理论计算值为真值,将其误差限制为±0.5 mm范围内,其中误差增量分为2档:0.01 mm和0.1 mm。
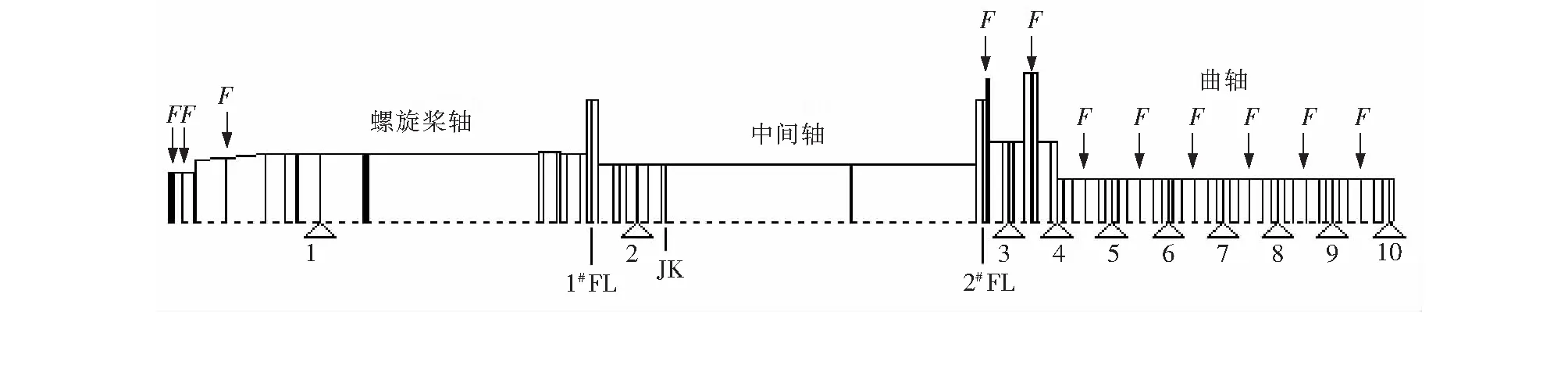
图1 轴系简化示意图
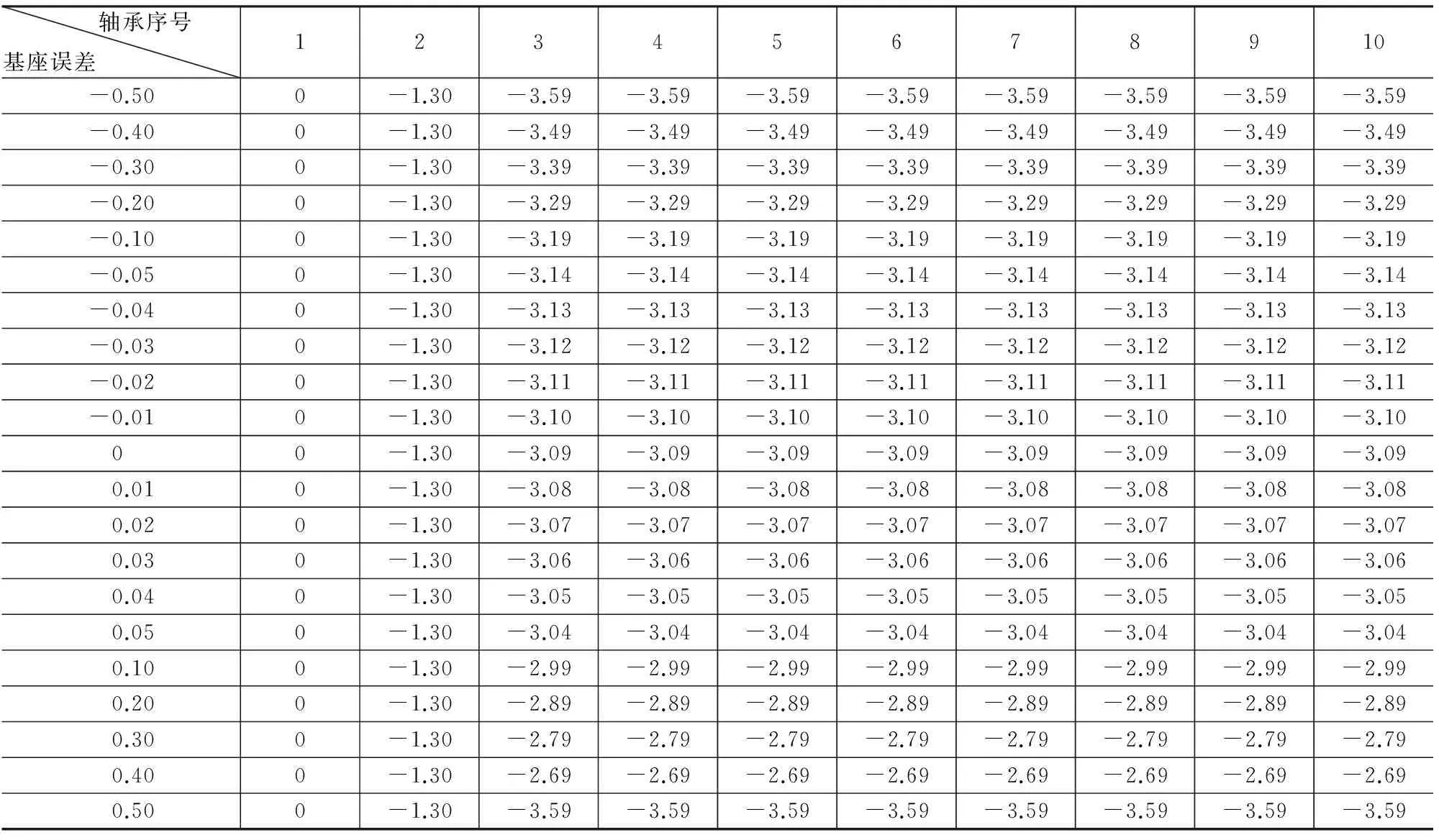
表1 不同主机基座误差的轴承变位表 mm
4 轴承负荷变化规律分析
通过数值计算的参数设置及计算边界变化,完成21个不同船舶主机装配误差工况进行数值模拟计算,并对其计算结果进行整理与分析,得到了图2所示的轴承负荷变化曲线。通过比较分析,中间轴承负荷变化与艉轴承负荷变化趋势相反,即随着主机安装误差的增大,中间轴承负荷逐渐减小,而艉轴承负荷逐渐增大。进一步分析其轴承反力影响系数,可以得出在对应的船舶主机装配误差条件下,中间轴承反力等效影响系数为负值,而艉轴承反力的等效影响系数为正值,这与图2所反映的轴承负荷变化规律相吻合。另外,图2中,以中间轴承计算负荷1.2倍和0.8倍,分别设置了轴承负荷上限和下限;通过2条限制线,可得出在船舶主机装配误差±0.2 mm的范围内,其中间轴承负荷测量值均可满足规范或船舶标准相关规定的要求,但是其已不满足船舶主机装配对精度控制的要求,将会增加或直接导致船舶轴系运行故障。
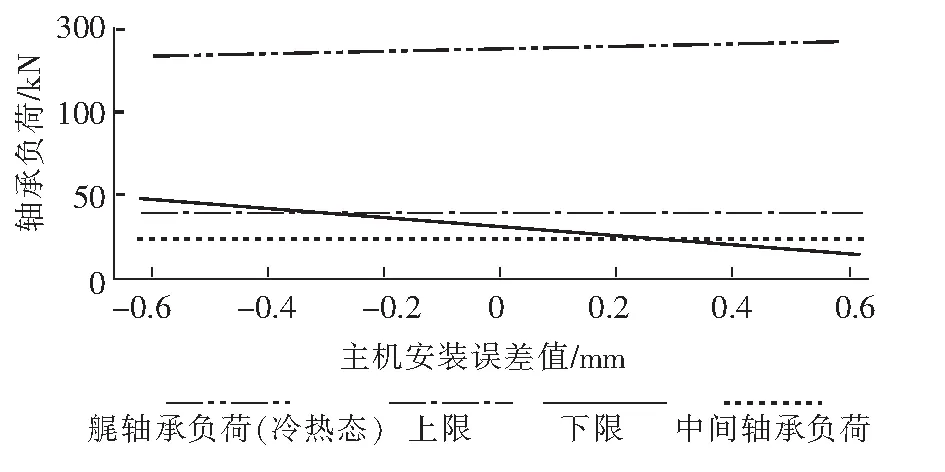
图2 轴承负荷变化曲线
5 连接法兰开口与偏移响应分析
由于船舶轴系安装工艺基本采用测量法兰开口和偏移值来评价轴系位置相对关系是否正确,因此对相应设定的船舶主机装配误差范围内,对连接法兰开口和偏移变化,也进行比较分析。通过对21个工况数值计算结果的整理和分析,得到如图3所示的安装状态下法兰开口与偏移变化曲线。

图3 法兰开口与偏移变化曲线(安装状态)
在图3中,仅考虑了主机基座垂向位置发生误差,故通过理论分析可以预测:1#法兰开口和偏移保持不变,2#法兰开口也具有相同的结论,而2#连接法兰偏移将随着船舶主机装配误差而变化;因此图中除了2#法兰偏移发生变化外,其它均保持不变。依据轴系计算书的规定2个连接法兰开口测量值误差控制在±0.05 mm,偏移测量值误差控制在±0.10 mm。在图3以±0.10 mm为误差范围对2#法兰偏移进行了限制,并据此可以得到对应的主机安装误差值界限也为±0.10 mm。因此通过法兰偏移值测量可以在更小范围内限制主机安装误差的影响,但仍然会增加船舶轴系运行故障风险。
6 结束语
船舶主机装配误差对船舶轴系安装质量具有很大的影响,但是通过现有轴系安装工艺及校核方法无法对其误差进行有效的、高精度的指示及评价。为了保障船舶轴系安装质量,应通过精度控制方法尽量降低船舶主机装配误差,提高法兰开口及偏移值、轴承负荷等测量精度并尽量保持理论值的一致性等。
[1] 章炜梁,冯运檀.万吨级船舶主机先进舱后找中镗孔工艺[J].造船技术,1994(3):18-20.
[2] 李锦通,吕庭豪.1200TEU船主机轴系安装工艺[J].船海工程,2001(6):14-16.
[3] 雍智勇,赵汉星.25000吨级化学品和成品油船的主机校中与弹性安装[J].造船技术,2008(2):19-22.
[4] 宋世奎,张雁鹏,尹曰建,等.基于顶举法测量船舶轴系校核前后的中间轴承负荷[J].中国修船,2015,28(3):38-40.
[5] 周联宇,汪家政,刘立军,等.新建船舶尾管后轴承高温磨损的原因与改进[J].船舶标准化工程师,2014(1):49-53.
The effectiveness of marine shaft alignment verifying is concerned in this article.Some analysis and discussion are done about the change range of these forces on intermediate shaft learing,the stern-tube bearing,gapes and sages of connected flange in the conditions where the error of mounting marine engine is alterable.Then the correlations about error range that is among of marine main engine,bearing forces,sages and gapes of flanges,are obtained.Finally,some advice of quality control is put forward for installation and measurement.
marine shaft;marine main engine;shafting verifying;mounting error
舟山市公益类科技项目(2014C31050);浙江省自然科学基金资助项目(LY16E090003)
温小飞(1977-),男,浙江松阳人,副教授,硕士,研究方向为船舶动力系统优化设计及故障诊断技术。
U664
10.13352/j.issn.1001-8328.2017.04.005
2017-02-10
猜你喜欢
大电机技术(2022年5期)2022-11-17
建筑与预算(2022年10期)2022-11-08
防爆电机(2022年3期)2022-06-17
汽车维修与保养(2021年12期)2021-03-08
汽车维修与保养(2020年10期)2021-01-22
中国交通信息化(2020年12期)2020-02-06
中国交通信息化(2019年7期)2019-10-08
船舶标准化工程师(2019年4期)2019-07-24
船舶标准化工程师(2019年4期)2019-07-24
科技创新导报(2016年8期)2016-10-21